1.本发明涉及镜片加工设备技术领域,特别涉及一种超窄边灯镜磨砂透光窗口加工设备。
背景技术:
2.灯镜本身既是一面镜子,又是一盏灯,可以理解为镜前灯和镜子的结合。不同于灯镜,镜灯是与镜子分离的一种灯,光源从侧面或顶部投射下来,会形成有暗部或阴影,达不到最佳的照明效果。而灯镜的光源是从镜子里面透出来,属于正面光源,能够有效的解决暗部或阴影的问题。现有的灯镜多数是通过设置磨砂透光窗口作为透光通道,在对镜子进行加工时,需要通过喷砂在镜子上形成磨砂透光窗口,一般情况下,多是通过在镜子两面覆膜进行保护,并在保护膜上留出喷砂的加工窗口。但是这一方式存在较多的缺陷:保护膜需要有一定的厚度,并且喷砂的流速不宜过大,否则喷砂容易穿过保护膜损坏镜面;加工窗口与保护膜的过渡处由于保护膜损坏、卷边,容易导致磨砂透光窗口的边缘出现损坏,尤其是在加工超窄边的灯镜时,灯镜的覆膜面较小,更容易出现损坏。
技术实现要素:
3.为了克服现有技术存在的缺陷,本发明提供一种超窄边灯镜磨砂透光窗口加工设备。
4.本发明解决其技术问题所采用的技术方案是:一种超窄边灯镜磨砂透光窗口加工设备,包括喷砂箱体、喷砂机构、输送机构和保护夹具,所述喷砂机构设置在喷砂箱体内部、用于对镜片进行喷砂加工,输送机构用于将待加工镜片输送到喷砂箱体内部、并将完成加工的镜片输送出喷砂箱体,所述镜片上设有待喷砂加工区域,所述保护夹具包括防护夹板和背面夹持块,防护夹板和背面夹持块分别夹持在镜片的待加工面和背面,防护夹板上设有镜面的待喷砂加工区域相匹配的定位窗口。
5.作为优选,所述防护夹板为磁性金属,所述背面夹持块为磁性件,防护夹板和背面夹持块通过磁吸相互固定在镜片的待加工面和背面上。
6.作为优选,所述防护夹板的侧边设有定位挡块,定位挡块抵靠在镜片的外侧边上,所述镜片的待加工面上贴附有保护薄膜,保护薄膜上设有与待喷砂加工区域相对的防护窗口。
7.作为优选,所述背面夹持块的外部套设有弹性防护套,所述弹性防护套由弹性硅胶制成。
8.作为优选,所述背面夹持块为方块状,背面夹持块两个夹持面侧边缘均设有弧形面,并且夹持面的长度不小于定位窗口的宽度。
9.作为优选,所述输送机构包括用于承托防护夹具底部的底部输送带和用于承托保护夹具背面的背部导向同步带,所述底部输送带位于靠近喷砂机构一侧,并且向背部导向同步带一侧倾斜,背部导向同步带向远离底部输送带一侧倾斜,底部输送带与背部导向同
步带间形成一个向远离喷砂机构一侧倾斜的直角托槽。
10.作为优选,所述底部输送带上间隔设置有多组弹性缓冲垫块。
11.作为优选,所述喷砂机构包括喷砂枪、喷枪调节支架和供砂组件,所述喷砂枪通过喷枪调节支架设置在喷砂箱体内,并且通过管路与供砂组件连接,所述喷砂箱体底部设有喷砂回收槽,喷砂回收槽底部通过回收抽吸管与供砂组件连接。
12.作为优选,所述喷砂箱体顶部设有负压吸尘机构,所述负压吸尘机构包括多组吸尘软管和多组设置在喷砂箱体顶部的吸尘口,吸尘软管和吸尘口分别与外部的负压发生装置连接,吸尘软管自由端通过挠性调节臂与喷砂箱体侧壁连接。
13.作为优选,所述喷砂箱体两侧相对输送机构设有进料口和出料口,所述进料口和出料空上均设有防尘毛刷。
14.本发明的有益效果是:通过防护夹板对镜片除待喷砂加工区域外的其他区域进行保护,相较于现有技术中,通过单一的保护膜对镜片进行保护,采用防护夹板能够有效的避免高速砂粒损坏镜片非加工区域,无需对喷砂速度进行精准控制,能够适应于超窄边灯镜的加工。
附图说明
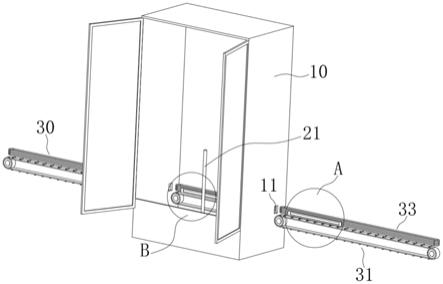
15.图1为本发明实施例的立体图;
16.图2为图1中a处的放大示意图;
17.图3为图1中b处的放大示意图;
18.图4为本发明实施例的侧视图;
19.图5为图4中c处的放大示意图;
20.图6为本发明实施例中保护夹具夹持镜片的立体图一;
21.图7为本发明实施例中保护夹具夹持镜片的立体图二;
22.图8为图7中d处的放大示意图;
23.图9为本发明实施例中保护夹具与镜片的分解示意图。
24.图中,10、喷砂箱体;11、进料口;21、喷枪调节支架;30、输送机构;31、底部输送带;32、弹性缓冲垫块;33、背部导向同步带;41、防护夹板;42、定位窗口;43、定位挡块;44、背面夹持块;45、弧形面;60、镜片;61、待喷砂加工区域。
具体实施方式
25.下面结合附图对本发明的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
26.如附图1-9所示,本发明提供的一种超窄边灯镜磨砂透光窗口加工设备,包括喷砂箱体10、喷砂机构、输送机构30和保护夹具,喷砂机构设置在喷砂箱体10内部、用于对镜片60进行喷砂加工,输送机构30用于将待加工镜片60输送到喷砂箱体10内部、并将完成加工的镜片60输送出喷砂箱体10,镜片60的待加工面上设有待喷砂加工区域61,保护夹具包括防护夹板41和背面夹持块44,防护夹板41和背面夹持块44分别夹持在镜片60的待加工面和背面,防护夹板41上设有镜面的待喷砂加工区域61相匹配的定位窗口42。
27.具体的,在进行加工前,先将防护夹板41和背面夹持块44分别夹持固定在待加工镜片60的待加工面和背面,使定位窗口42与镜片60的待喷砂加工区域61相对,完成防护夹具的安装后,再将镜片60放置到输送机构30上,通过输送机构30将镜片60输送到喷砂箱体10中,喷砂机构对镜片60进行喷砂加工,在进行喷砂时,防护夹板41盖覆在镜片60的待加工面上,高速砂粒穿过定位窗口42对镜片60的待喷砂加工区域61进加工,通过防护夹板41对镜片60除待喷砂加工区域61外的其他区域进行保护,相较于现有技术中,通过单一的保护膜对镜片60进行保护,采用防护夹板41能够有效的避免高速砂粒损坏镜片60非加工区域,无需对喷砂速度进行精准控制,能够适应于超窄边灯镜的加工。
28.进一步的,防护夹板41为磁性金属,背面夹持块44为磁性件,防护夹板41和背面夹持块44通过磁吸相互固定在镜片60的待加工面和背面上,相较于通过机械结构固定,通过磁吸固定防护夹板41和背面夹持块44,能够提高防护夹具的安装速度,并且能够避免夹持压力过大损坏镜片60。
29.进一步的,防护夹板41的侧边设有定位挡块43,定位挡块43抵靠在镜片60的外侧边上,镜片60的待加工面上贴附有保护薄膜,保护薄膜上设有与待喷砂加工区域61相对的防护窗口,在安装防护夹具时,先将镜片60放置在防护夹板41上,并且使镜片60下边缘的外侧抵靠在定位挡块43上,再将背面夹持块44放置在镜片60背面,背面夹持块44通过磁吸与防护夹板41相互固定在镜片60两侧,需要说明的是,这里设置保护薄膜的主要用途是隔离喷砂形成的粉尘,避免其粘覆在镜片60上。
30.进一步的,背面夹持块44的外部套设有用于避免损坏镜片60的弹性防护套,弹性防护套由弹性硅胶制成,背面夹持块44为方块状,背面夹持块44两个夹持面侧边缘均设有弧形面45,并且夹持面的长度不小于定位窗口42的宽度,设置弧形面45能够在背面夹持块44与镜片60间形成一定间隙,便于操作员取放背面夹持块44。
31.进一步的,输送机构30包括用于承托防护夹具底部的底部输送带31和用于承托保护夹具背面的背部导向同步带33,底部输送带31位于靠近喷砂机构一侧,并且向背部导向同步带33一侧倾斜,底部输送带31上间隔设置有多组弹性缓冲垫块32,通过弹性缓冲垫块32承托防护夹具底部,背部导向同步带33向远离底部输送带31一侧倾斜,底部输送带31与背部导向同步带33间形成一个向远离喷砂机构一侧倾斜的直角托槽,防护夹具和镜片60被承托在直角托槽中,并在输送机构30的输送下向前输送,即防护夹具和镜片60在输送过程呈倾斜状态,在受到砂粒冲击时,冲击力通过背部导向同步朝多个方向分散,同时防护夹具和镜片60的自身重力和喷砂的冲击力将镜片60固定在底部输送带31和背部导向同步带33上,无需设置额外的固定机构。
32.进一步的,喷砂机构包括喷砂枪、喷枪调节支架21和供砂组件,喷砂枪通过喷枪调节支架21设置在喷砂箱体10内,并且通过管路与供砂组件连接,喷砂箱体10底部设有喷砂回收槽,喷砂回收槽底部通过回收抽吸管与供砂组件连接,喷砂箱体10顶部设有负压吸尘机构,负压吸尘机构包括多组吸尘软管和多组设置在喷砂箱体10顶部的吸尘口,吸尘软管和吸尘口分别与外部的负压发生装置连接,吸尘软管自由端通过挠性调节臂与喷砂箱体10侧壁连接,通过调节挠性调节臂,能够将吸尘软管自由端的吸尘口尽可能的靠近加工区域、适应不同尺寸或不同加工区域的镜片60,提高吸尘效果,喷砂箱体10两侧相对输送机构30设有进料口11和出料口,进料口11和出料空上均设有防尘毛刷,通过防尘毛刷去除防护夹
具或镜片60上粘覆的砂粒。
33.以上结合附图对本发明的实施方式作了详细说明,但本发明不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本发明原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

