1.本发明属于热加工领域,具体涉及一种用于改善马氏体不锈钢棒材艾氏冲击的方法。
背景技术:
2.s/sjv是一种马氏体不锈钢。该不锈钢具有较高的中温热强性能、抗蠕变性能、热稳定性以及良好的疲劳性能和耐腐蚀性能,满意的焊接性能和成形性能。适用于制造航空发动机用叶片、机匣、隔圈等零部件。
3.艾氏冲击是反映棒材强度和塑性匹配情况的综合性能指标。当热处理工艺不当时,会出现合金艾氏冲击值不合格(≤40j)的问题,会显著降低材料的力学性能,原有制度合格率不足50%。
技术实现要素:
4.本发明创造的目的是提供一种用于改善马氏体不锈钢棒材艾氏冲击的方法,改善棒料组织,在合金强度、塑性基本保持不变的同时,大幅提升棒料的艾氏冲击水平。
5.为实现上述目的,采用如下技术方案:
6.一种用于改善马氏体不锈钢棒材艾氏冲击的方法,包括如下步骤:
7.将圆柱形长棒的试样放入不锈钢套管,并放置于淬火炉中进行第一次保温;
8.将第一次保温冷却后的试样放置于回火炉中进行第二次保温;
9.对第二次保温冷却后的试样进行精加工,得到拉伸试样和艾氏冲击试样。
10.进一步的,所述圆柱形长棒的试样标称尺寸为
11.进一步的,第一次保温时,先将淬火炉加热到1030~1070℃,多根所述不锈钢套管单层摆放,间隔大于20mm。
12.进一步的,所述第一次保温的时间包括基础保温时间30min和根据工件的厚度确定的保温时间,根据工件的厚度确定的保温时间为:每毫米工件厚度对应保温时间2min~3min。
13.进一步的,第二次保温时,先将回火炉加热到330~370℃,将试样放置于回火炉中,单层摆放,间隔大于20mm。
14.进一步的,所述第二次保温的时间包括基础保温时间和根据工件的厚度确定的保温时间;
15.基础保温时间为2~3小时,根据工件的厚度确定的保温时间为:每毫米工件厚度对应保温时间1min。
16.进一步的,第一次保温结束与第二次保温开始的时间间隔小于4小时。
17.进一步的,对第二次保温冷却后的试样进行精加工,得到艾氏冲击试样的方式为:艾氏冲击试样缺口进行磨加工。
18.进一步的,所述工件的厚度为:由所述试样最终加工而成的工件的目标厚度。
19.进一步的,所述圆柱形长棒的试样由棒料切割而成。
20.本发明的有益效果如下:
21.1、本发明实施例提供的用于马氏体不锈钢棒料的处理方法,改善了奥氏体的量和板条马氏体内部孪晶亚结构,提升棒料的艾氏冲击水平,合格率100%。
22.2、本发明实施例提供的用于马氏体不锈钢棒料的处理方法,处理方法步骤简单,改善了材料的韧性,提升了艾氏冲击水平。
附图说明
23.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
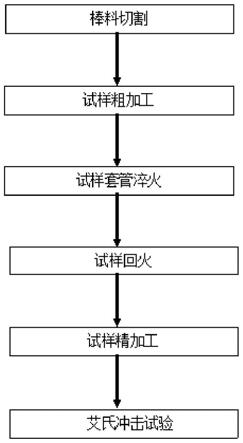
24.图1为本发明实施例提供的用于马氏体不锈钢棒料的处理方法流程图。
具体实施方式
25.下面将参考附图并结合实施例来详细说明本发明。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
26.以下详细说明均是示例性的说明,旨在对本发明提供进一步的详细说明。除非另有指明,本发明所采用的所有技术术语与本技术所属领域的一般技术人员的通常理解的含义相同。本发明所使用的术语仅是为了描述具体实施方式,而并非意图限制根据本发明的示例性实施方式。
27.本发明实施例提供了一种用于改善马氏体不锈钢棒材艾氏冲击的方法,包括:将圆柱形长棒的试样放入不锈钢套管,并放置于淬火炉中进行第一次保温;将第一次保温冷却后的试样放置于回火炉中进行第二次保温;对第二次保温冷却后的试样进行精加工,得到拉伸试样和艾氏冲击试样。
28.本发明实施例提供的用于马氏体不锈钢棒料的处理方法,针对s/sjv马氏体不锈钢,改善了奥氏体的量和板条马氏体内部孪晶亚结构,提升棒料的艾氏冲击水平,合格率100%。
29.下面结合具体的实施例进行具体介绍。
30.实施例一
31.步骤1:棒料切割
32.对棒料进行切割,切取长度为150mm
±
1mm的棒料段。
33.步骤2:试样粗加工
34.对棒料进行切割,加工成数根圆柱形长棒,标称尺寸为
35.步骤3:试样套管淬火
36.将淬火炉加热到1030℃,将试样放入不锈钢套管并放置于淬火炉中,单层摆放,间隔大于20mm,第一次保温,第一次保温时间由基础保温时间30min 根据工件的厚度确定的保温时间2min/mm构成,即工件的厚度每1mm对应保温时间为2分钟。工件的厚度为:由该试样最终加工而成的工件的目标厚度。本实施例中,保温60min,保温结束后,将试样从炉中取出,放置于料架上,在空气中冷却。
37.步骤4:试样回火
38.将回火炉加热到330℃,将试样放置于炉中,单层摆放,间隔大于20mm,第二次保温,第二次保温时间由基础保温时间2小时 根据工件的厚度确定的保温时间1min/mm构成,即工件的厚度每1mm对应保温时间为1分钟。保温135min,结束后,将试样从炉中取出,放置于料架上,在空气中冷却。淬火结束后与回火开始的时间间隔小于4小时。
39.步骤5:试样精加工
40.对试样进行精加工,按照标准试验方法规定加工成拉伸试样和艾氏冲击试样,其中艾氏冲击试样缺口进行磨加工。
41.步骤6:力学性能试验
42.在拉伸试验机和艾氏冲击试验机上进行拉伸和艾氏冲击试验,试验结果见表1。
43.表1力学性能试验结果
[0044][0045]
实施例二
[0046]
步骤1:棒料切割
[0047]
对棒料进行切割,切取长度为150mm
±
1mm的棒料段。
[0048]
步骤2:试样粗加工
[0049]
对棒料进行切割,加工成数根圆柱形长棒,标称尺寸为
[0050]
步骤3:试样套管淬火
[0051]
将淬火炉加热到1050℃,将试样放入不锈钢套管并放置于淬火炉中,单层摆放,间隔大于20mm,第一次保温,第一次保温时间由基础保温时间30min 根据工件的厚度确定的保温时间2.5min/mm构成,即工件的厚度每1mm对应保温时间为2.5分钟。工件的厚度为:由该试样最终加工而成的工件的厚度。本实施例中,保温时间68min,保温结束后,将试样从炉中取出,放置于料架上,在空气中冷却。
[0052]
步骤4:试样回火
[0053]
将回火炉加热到350℃,将试样放置于炉中,单层摆放,间隔大于20mm,第二次保温,第二次保温时间由基础保温时间2.5小时 根据工件的厚度确定的保温时间1min/mm构成,即工件的厚度每1mm对应保温时间为1分钟。保温时间165min,保温结束后,将试样从炉中取出,放置于料架上,在空气中冷却。淬火结束后与回火开始的时间间隔小于4小时。
[0054]
步骤5:试样精加工
[0055]
对试样进行精加工,按照标准试验方法规定加工成拉伸试样和艾氏冲击试样,其中艾氏冲击试样缺口进行磨加工。
[0056]
步骤6:力学性能试验
[0057]
在拉伸试验机和艾氏冲击试验机上进行拉伸和艾氏冲击试验,试验结果见表2。
[0058]
表2力学性能试验结果
[0059][0060]
实施例三
[0061]
步骤1:棒料切割
[0062]
对棒料进行切割,切取长度为150mm
±
1mm的棒料段。
[0063]
步骤2:试样粗加工
[0064]
对棒料进行切割,加工成数根圆柱形长棒,标称尺寸为
[0065]
步骤3:试样套管淬火
[0066]
将淬火炉加热到1070℃,将试样放入不锈钢套管并放置于淬火炉中,单层摆放,间隔大于20mm,第一次保温,第一次保温时间由基础保温时间30min 根据工件的厚度确定的保温时间3min/mm构成,即工件的厚度每1mm对应保温时间为3分钟。工件的厚度为:由该试样最终加工而成的工件的厚度。本实施例中,保温时间为75min,保温结束后,将试样从炉中取出,放置于料架上,在空气中冷却。
[0067]
步骤4:试样回火
[0068]
将回火炉加热到370℃,将试样放置于炉中,单层摆放,间隔大于20mm,第二次保温,第二次保温时间由基础保温时间3小时 根据工件的厚度确定的保温时间1min/mm构成,即工件的厚度每1mm对应保温时间为1分钟。保温时间为195min,保温结束后,将试样从炉中取出,放置于料架上,在空气中冷却。淬火结束后与回火开始的时间间隔小于4小时。
[0069]
步骤5:试样精加工
[0070]
对试样进行精加工,按照标准试验方法规定加工成拉伸试样和艾氏冲击试样,其中艾氏冲击试样缺口进行磨加工。
[0071]
步骤6:力学性能试验
[0072]
在拉伸试验机和艾氏冲击试验机上进行拉伸和艾氏冲击试验,试验结果见表3。
[0073]
表3力学性能试验结果
[0074][0075]
由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

