1.本实用新型涉及磨边轮技术领域,尤其涉及一种多功能磨边轮。
背景技术:
2.金刚石磨边轮修边轮主要用于修正瓷砖四边的垂直度并获得设定的尺寸,是各种规格陶瓷水晶砖、陶瓷砖、抛光砖磨边的必需工具。
3.常见的磨边机在磨切待加工料的边缘或者表面时,通常会将硬度不同的磨轮前后依次设置,硬度高的磨轮磨切能力强,放置在前面用于粗加工,硬度低的磨轮磨切能力相对较弱,放置在后面用于精加工,这种结构的磨边机需要设置至少两套磨切驱动装置以分别驱动两个不同的磨切轮,故其制作成本比较高,工作时能耗也比较大。
4.金刚石磨边轮刚性较强,缓冲性能弱,磨边轮在使用的过程中容易产生大量的噪音或者是使工件崩边。
技术实现要素:
5.本实用新型所要解决的技术问题在于,提供一种多功能磨边轮,加工效率高,加工质量和缓冲性能好,噪音低。
6.本实用新型还要解决的技术问题在于,提供一种多功能磨边轮,生产效率高,且有效排走碎屑和水。
7.为了解决上述技术问题,本实用新型提供了一种多功能磨边轮,包括基板、第一磨头和第二磨头,所述基板设有第一侧面、第二侧面和第三侧面,所述第一侧面和第二侧面相对设置,所述第三侧面连接在第一侧面和第二侧面之间,并围绕着第一侧面和第二侧面;若干个第一磨头设置在第一侧面的边缘上并排列成环状结构,相邻第一磨头之间形成第一v形槽,所述第一v形槽的开口夹角为10~20
°
;若干个第二磨头设置在第一侧面上并排列成环状结构,其中第二磨头位于第一磨头的内侧;所述第一磨头由金属结合剂金刚石制成,用于粗磨;所述第二磨头由树脂结合剂金刚石制成,用于精磨,所述第一磨头和第二磨头之间填充有注塑材料。
8.作为上述方案的改进,所述第一侧面设有第一凹陷区域和第二凹陷区域,所述第一凹陷区域设于第一侧面的边缘并与第三侧面连接,若干个第一磨头固定在第一凹陷区域并拼接成圆环形结构;所述第二凹陷区域设于第一凹陷区域的内侧,若干个第二磨头固定在第二凹陷区域并拼接成圆环形结构;其中,第一凹陷区域和第二凹陷区域之间设有环形凸起,所述环形凸起将第一磨头和第二磨头隔开以形成注塑空间,所述注塑材料填充在注塑空间内。
9.作为上述方案的改进,所述第一凹陷区域的凹陷深度为h1,基板的厚度为h,第一磨头的厚度为k1,其中,h1=(5%~15%)*h,h1=(8%~30%)*k1。
10.作为上述方案的改进,所述第二凹陷区域的凹陷深度为h2,第二磨头的厚度为k2,其中,h2=(5%~15%)*h,h2=(8%~30%)*k2。
11.作为上述方案的改进,第一磨头和第二磨头之间的距离为w,其中,w=(8%~20%)*k1,k1=k2。
12.作为上述方案的改进,所述基板设有注塑孔和出塑孔,所述注塑孔从第三侧面延伸到基板的内部,所述出塑孔从环形凸起的表面延伸到基板的内部,其中,所述注塑孔和出塑孔之间连通形成注塑通道。
13.作为上述方案的改进,所述注塑材料为塑料、硅胶或橡胶。
14.作为上述方案的改进,所述基板的中心设有用于配合磨边机安装的安装孔。
15.作为上述方案的改进,所述基板还设有用于定位螺栓的定位孔。
16.实施本实用新型,具有如下有益效果:
17.本实用新型提供的一种低噪音金刚石磨边轮,在基板的第一侧面设置第一磨头和第二磨头,以形成双磨头结构,其中,第一磨头用于粗磨,第二磨头用于精磨,通过磨边机上同一磨切驱动装置进行驱动,同一个磨边轮即可进行粗磨,又可进行精磨,有效提高磨边轮的磨边效率,既降低了陶瓷磨边机器本身的费用,也降低了磨边机的工作能耗,在保证加工质量的基础上,提高了加工效率。
18.此外,本实用新型在第一磨头和第二磨头之间填充注塑材料,通过注塑材料间距吸收第一磨头和第二磨头上的震动,避免磨削力的矢量和直接作用在基板的中心,有效地转移了第一磨头和第二磨头的冲击力,起到良好的防震和防裂作用,从而降低磨边轮的噪音。
19.其次,本实用新型的基板设有注塑孔和出塑孔其中,所述注塑孔从第三侧面延伸到基板的内部,所述出塑孔从环形凸起的表面延伸到基板的内部,其中,所述注塑孔和出塑孔之间连通形成注塑通道,注塑材料从注塑孔注入到基板内,注塑材料沿着注塑通道从出塑孔出来并填充到注塑空间,可以在填充注塑材的同时安装固定第一磨头和第二磨头,以提高生产效率。
20.进一步地,本实用新型通过在第一磨头之间设置10~20
°
开口的第一v形槽,以增加第一磨头之间的排屑面积,有利于排屑,防止堵塞,在相同的安装设备,相同的使用环境下,所需的电流减少,使用寿命延长。
附图说明
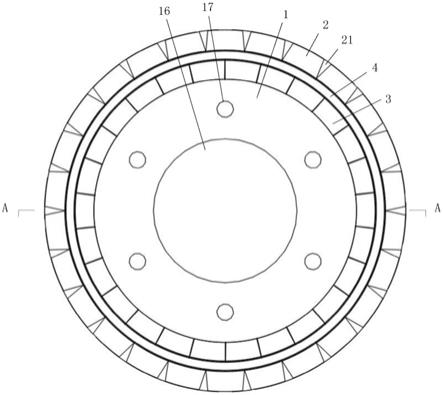
21.图1是本实用新型磨边轮的立体图;
22.图2是图1中aa处的剖视图。
23.图3是本实用新型基板的立体图;
24.图4是本实用新型基板的主视图。
具体实施方式
25.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。
26.参见图1至图4,本实用新型提供的一种多功能磨边轮,包括基板1、第一磨头2和第二磨头3,所述基板1设有第一侧面11、第二侧面12和第三侧面13,所述第一侧面11和第二侧面12相对设置,所述第三侧面13连接在第一侧面11和第二侧面12之间,并围绕着第一侧面
11和第二侧面12;若干个第一磨头2设置在第一侧面11的边缘上并排列成环状结构,相邻第一磨头2之间形成第一v形槽21,所述第一v形槽21的开口夹角为10~20
°
;若干个第二磨头3设置在第一侧面11的边缘上并排列成环状结构,其中第二磨头3位于第一磨头2的内侧,所述第一磨头2用于粗磨,所述第二磨头3用于精磨,所述第一磨头2和第二磨头3之间填充有注塑材料4。
27.其中,所述基板1由金属制成,为圆形结构。优选的,所述基板1由不锈钢、铝合金等合金材料制成。
28.为了更好、更容易将所述第一磨头2和第二磨头3安装在所述基板1的第一侧面11上,所述第一侧面11设有第一凹陷区域111和第二凹陷区域112,所述第一凹陷区域111设于第一侧面11的边缘并与第三侧面13连接,若干个第一磨头2固定在第一凹陷区域111并拼接成圆环形结构;所述第二凹陷区域112设于第一凹陷区域111的内侧,若干个第二磨头3固定在第二凹陷区域112并拼接成圆环形结构;其中,第一凹陷区域111和第二凹陷区域112之间设有环形凸起113,所述环形凸起113将第一磨头2和第二磨头3隔开以形成注塑空间,所述注塑材料4填充在注塑空间内。
29.具体的,将焊剂涂于第一凹陷区域111和第二凹陷区域112,并将与第一磨头2形状相配的焊片置于涂有焊剂的第一凹陷区域111上,将与第二磨头3形状相配的焊片置于涂有焊剂的第二凹陷区域112上,然后加热基板1,将第一磨头2按顺序排列在第一侧面11的第一凹陷区域111上,将第二磨头3按顺序排列在第一侧面11的第二凹陷区域112上。
30.其中,第一凹陷区域111和第二凹陷区域121的凹陷深度对于第一磨头2和第二磨头3的安装以及注塑材料4的填充起着重要的影响。若第一凹陷区域111的凹陷深度太浅,则第一磨头2与基板1的接触面积减少,不便于第一磨头2的安装固定;同样的,若第二凹陷区域112的凹陷深度太浅,则第二磨头3与基板1的接触面积减少,不便于第二磨头3的安装固定;若第一凹陷区域111和第二凹陷区域112的凹陷深度太深,则影响第一磨头2和第二磨头3的安装,还减少注塑空间,减少注塑材料4的占比,从而影响磨边轮的缓冲和消音效果。
31.此外,第一磨头2和第二磨头3之间的距离相当于环形凸起的宽度,若第一磨头2和第二磨头3之间的距离太小,则注塑空间减少,注塑材料4的占比也减少,从而影响磨边轮的缓冲和消音效果;若第一磨头2和第二磨头3之间的距离太大,则增加注塑材料4的用量,同时影响第一磨头2和第二磨头3的研磨效果。
32.优选的,第一凹陷区域111的凹陷深度为h1,第二凹陷区域121的凹陷深度为h2,基板1的厚度为h,第一磨头2的厚度为k1,第二磨头3的厚度为k2,其中,h1=(5%~15%)*h,h1=(8%~30%)*k1。
33.其中,第二凹陷区域121的凹陷深度与第一凹陷区域111的凹陷深度相同或不同,其中,h2=(5%~15%)*h,h2=(8%~30%)*k2。
34.优选的,第二凹陷区域121的凹陷深度等于第一凹陷区域111的凹陷深度,且第一磨头2的厚度等于第二磨头3的厚度,即h1=h2,k1=k2。
35.优选的,第一磨头2和第二磨头3之间的距离为w,其中,w=(8%~20%)*k1,其中,k1=k2。
36.需要说明的是,注塑材料4可以从注塑空间直接注入到第一磨头2和第二磨头3之间的空隙里,但这样只能在第一磨头2和第二磨头3都安装固定好才能进行注塑,效率较低。
为了提高生产效率,简化注塑工艺,本技术的基板1设有注塑孔14和出塑孔15。其中,所述注塑孔14从第三侧面13延伸到基板1的内部,所述出塑孔15从环形凸起的表面11延伸到基板1的内部,其中,所述注塑孔14和出塑孔15之间连通形成注塑通道18。
37.具体的,本技术可以将安装固定第一磨头2或第二磨头3,与填充注塑材料4同时进行。其中,注塑材料4从注塑孔14注入到基板1内,注塑材料4沿着注塑通道18从出塑孔15出来并填充到注塑空间,可以在填充注塑材4的同时安装固定第一磨头2和第二磨头3,以提高生产效率。优选的,所述注塑材料4为塑料、硅胶或橡胶。
38.需要说明的是,磨边轮在研磨陶瓷、石材、玻璃等材料时,会产生很多的粉尘和碎屑,为了顺利地将碎屑排走,防止堵塞,相邻第一磨头2之间形成第一v形槽21,以增加第一磨头2之间的排屑面积,有利于排屑,防止堵塞,在相同的安装设备,相同的使用环境下,所需的电流减少,使用寿命延长。其中,所述第一v形槽21还可以作为排水槽。
39.优选的,所述第一v形槽21的开口夹角为10~20
°
;若第一v形槽21的开口夹角小于10
°
,则开口夹角过小,无法排走碎屑等;若开口夹角大于20
°
,则开口夹角过大,第一磨头2之间的缝隙过大,反而容易藏纳碎屑等杂质,而且第一磨头2之间的缝隙过大的话,会影响磨边轮的研磨质量。
40.其中,所述基板1的中心设有安装孔16,用于配合磨边机等设备的安装连接。所述基板1还设有定位孔17,用于金刚石磨边轮安装时的螺栓定位使用,使安装更稳固。
41.具体的,所述第一磨头2由金属结合剂金刚石制成,起粗磨边作用;所述第二磨头3由树脂结合剂金刚石制成,起精磨边作用。
42.本实用新型提供的一种低噪音金刚石磨边轮,在基板1的第一侧面11设置第一磨头2和第二磨头3,以形成双磨头结构,其中,第一磨头2用于粗磨,第二磨头3用于精磨,通过磨边机上同一磨切驱动装置进行驱动,同一个磨边轮即可进行粗磨,又可进行精磨,有效提高磨边轮的磨边效率,既降低了陶瓷磨边机器本身的费用,也降低了磨边机的工作能耗,在保证加工质量的基础上,提高了加工效率。
43.此外,本实用新型在第一磨头2和第二磨头3之间填充注塑材料4,通过注塑材料4间距吸收第一磨头2和第二磨头3上的震动,避免磨削力的矢量和直接作用在基板1的中心,有效地转移了第一磨头2和第二磨头3的冲击力,起到良好的防震和防裂作用,从而降低磨边轮的噪音。
44.其次,本实用新型的基板1设有注塑孔14和出塑孔15其中,所述注塑孔14从第三侧面13延伸到基板1的内部,所述出塑孔15从环形凸起的表面11延伸到基板1的内部,其中,所述注塑孔14和出塑孔15之间连通形成注塑通道18,注塑材料4从注塑孔14注入到基板1内,注塑材料4沿着注塑通道18从出塑孔15出来并填充到注塑空间,可以在填充注塑材4的同时安装固定第一磨头2和第二磨头3,以提高生产效率。
45.进一步地,本实用新型通过在第一磨头2之间设置10~20
°
开口的第一v形槽21,以增加第一磨头2之间的排屑面积,有利于排屑,防止堵塞,在相同的安装设备,相同的使用环境下,所需的电流减少,使用寿命延长。
46.以上所揭露的仅为本实用新型一种较佳实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,仍属本实用新型所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

