1.本实用新型属于焊接设备技术领域,具体涉及一种多丝埋弧焊设备。
背景技术:
2.埋弧焊作为最早获得应用的机械化焊接方法,是焊接生产中应用最广泛的工艺方法之一。由于焊接熔深大、生产效率高、机械化程度高,因而特别适用于中厚板长焊缝的焊接。在船舶压力容器、化工、桥梁、工程机械、冶金机械 以及海洋结构、核电设备等制造中,埋弧焊都是主要焊接生产手段。
3.超过90mm的中厚板的焊接在实际成产应用中越来越多,原有单丝埋弧焊和双丝埋弧焊虽可实现厚板的焊接,但厚板的多层多道焊接导致热输入量过大令焊缝组织晶粒粗大,降低了接头的力学性能。随着科技的发展,对生产效益的要求提高,埋弧自动焊已衍生出了多种形式,其中多丝和带极埋弧焊与单丝埋弧焊相比,大幅提高了焊接速度,提高了熔敷效率,增加了电弧功率,改善了焊缝质量。相对单丝埋弧焊,其特点在于焊接时将所需的能量分配到不同的焊丝上,因此使用相对较小的焊接电流和较大的焊接速度就可实现焊道的一次成形,在实际焊接过程中,可通过调节焊丝之间的排列方式、焊丝间距、焊丝倾角与电弧功率等来获得所需的焊缝形状与尺寸,多丝相辅相成,显著提高焊接生产效率和焊缝质量。
4.集成冷丝埋弧焊(ice
tm
)是在两根平行的热丝中间插入一根冷丝,利用热丝多余的热量来熔化焊丝。在焊接时。两根热丝由一个直流电机驱动以相同速度送丝,冷丝由一个独立的送丝机送丝,冷丝送丝速度可独立控制。该方法可大幅度提高焊接生产效率,增加焊接速度,降低焊剂消耗,实现高效高质量的低成本焊接。但该方法核心技术受限于国外,设备成本较高,此外,对于较大厚板时因冷丝消耗部分焊接热输入,导致焊接过程仍需多层多道,降低焊接效率。
技术实现要素:
5.本实用新型的目的是为了克服现有技术的不足,提供一种新型埋弧焊接设备,该设备在两根与主电源连接的焊丝后方加入了一根不连接主电源的焊丝为冷丝,前方两焊丝形成电弧会对后方焊丝预热,同时附加的超声作用于冷丝,冷丝在超声作用下高速振动 ,进入熔池后搅动熔池,细化了晶粒,提高了焊缝的力学性能,实现了超声辅助集成冷丝功能。该焊枪可以在相同的熔覆效率下,达到最小的热输入,减少了因为埋弧焊热输入高,加热速度快,局部过热而造成的焊缝组织相变恶化,对大电流,快速焊接的埋弧焊尤为重要,能明显提升接头组织的力学性能并减小焊缝变形量,提高产品质量。
6.为实现上述目的,本实用新型采用的技术方案是:一种集成冷丝埋弧焊接装置,包括两根起弧焊丝和一根冷丝,所述冷丝在高速振动下,进入起弧焊丝形成的熔池中。
7.作为本实用新型的一种优选方式,所述冷丝与超声振动装置连接。
8.进一步优选地,所述超声振动装置包括超声波发生器、换能器和变幅杆,所述变幅
杆与冷丝横向连接。
9.进一步优选地,所述换能器为偏心轮电机。
10.作为本实用新型的优选方式,所述两根起弧焊丝沿焊缝方向或垂直焊缝方向布置。
11.进一步优选地,所述冷丝位于两根起弧焊丝的后方。
12.进一步优选地,所述冷丝的送丝管下部呈弧形弯曲,其末端靠近起弧焊丝的导电咀。
13.与传统的埋弧焊枪相比,本实用新型的集成冷丝埋弧焊接装置有益效果如下:
14.(1)焊接电弧为双丝单电弧,两根焊丝经过同一导电咀导出,焊丝间距较小时,由于焊接时两根焊丝同时流过同向电流,在两根焊丝与电流产生的磁场的作用下相互吸引,从而形成一个熔池。此时改变焊丝排列方向可以显著控制焊缝成形。焊丝可以放置在焊缝横向或焊缝的轴线方向,当焊丝沿焊接方向排列时,则形成大熔深的窄而深的焊缝;当焊丝垂直焊接方向排列时,则焊缝根部的位置就会改变,形成大熔宽,小熔深的焊缝;焊丝间的距离越大,则焊缝的形状和熔宽熔深变化愈显著。可根据需要将焊丝沿焊接方向以不同角度排列时,则形成不同熔深、熔宽的焊缝。也可调节两根焊丝为不同材质,进行焊接,能有效调节焊缝金属的合金化。
15.(2)冷丝通过超声振动装置的高频振动搅动熔池,细化了晶粒,提高了焊缝的力学性能,并且超声振动对冷丝末端产生的横向剪力使电磁收缩力变小,电弧外扩;并且横向剪力作用于熔滴,加速了其过渡频率,促进了熔滴过渡,从而改变了焊缝的形貌,使焊缝变得平滑。
附图说明
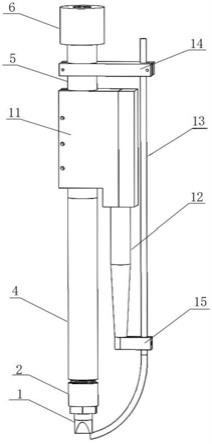
16.图1为本实用新型实施例提供的超声辅助下集成冷丝埋弧焊接装置的立体示意图;
17.图2为本实用新型实施例提供的超声辅助下集成冷丝埋弧焊接装置的主视图;
18.图3是图2中a
‑
a向剖视图;
19.图4为超声振动装置的结构示意图;
20.图5为超声振动装置外壳示意图:a主壳体,b辅壳体;
21.图中,1.双丝导电咀;2.压紧螺母;3.导丝软管固定件;4.枪体下段;5.枪体上段;6.软管固定器底座;7.送丝软管;8.电机;9.超声发生器;10.偏心轮;11.固定外壳;12. 变幅杆;13.陶瓷送丝管;14.夹持块;15 固定块。
具体实施方式
22.为了便于理解本实用新型,下面结合附图和具体实施例,对本实用新型进行更详细的说明。附图中给出了本实用新型的较佳的实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
23.正如背景技术所介绍的,为提高熔覆效率,降低热输入,本实用新型在双丝埋弧焊基础上增加了冷丝以及优化焊缝成型的超声振动装置。两根热丝焊丝引弧后,在自身产生
的磁场作用下相互吸引,形成一个熔池,冷丝在超声作用下高频振动搅动熔池,细化了晶粒,提高了焊缝的力学性能,并且超声振动对焊丝末端产生的横向剪力使电磁收缩力变小,电弧外扩;并且横向剪力作用于熔滴,加速了其过渡频率,促进了熔滴过渡,从而改变了焊缝的形貌,使焊缝变得平滑。
24.本实用新型的提供的其中一个实施例是:一种集成冷丝埋弧焊接装置,其外部结构如图1所示,主要包括枪体、超声振动装置、冷丝装置三部分。超声振动装置通过固定外壳一侧的配合孔与枪体连接,并通过外壳侧壁上的螺丝拧紧固定;冷丝装置通过夹持块14固定于枪体侧面。
25.参考附图1和3,该焊接装置的枪体包括枪体上段5和枪体下段4两部分,两部分采用螺纹连接在一起。枪体下段4最下方为双丝导电咀1,通过压紧螺母2固定在枪体下段4上,压紧螺母2与枪体下段4的外螺纹拧紧固定。
26.在枪体内部,共设置有三个导丝软管固定件3,分别固定在枪体下段4的凹槽内、枪体上段5下方的凹槽内,以及和枪体上段5相连的软管固定器底座6内。软管固定器底座6与枪身上段5通过螺纹连接。三个导丝软管固定件3尺寸相同,其内部有两个贯穿的螺纹孔与两个送丝软管7螺纹配合。两个送丝软管7内分别为两根相互平行的焊丝,与直流电源连接,用于起弧。通过旋转软管固定器底座6,可以带动三个导丝软管固定件3旋转,从而改变两个送丝软管与焊接方向的位置关系,使两根起弧焊丝沿焊接方向布置,或者垂直于焊接方向布置。
27.超声振动装置主要由外壳11、超声发生器9、电机8和变幅杆12组成。如图5(a)、(b)所示,外壳11包括主壳体和辅壳体。主壳体一侧的配合孔与枪体上段5装配,再用三个从上至下等距离的螺丝固定。另一侧内有孔径不一的凹槽,分别与超声发生器9,电机8以及变幅杆12相配合,再由辅壳体与主壳体扣合,将上述结构完全固定。
28.超声发生器9连接直流电,将市电转换成与超声波换能器相匹配的高频交流电信号。换能器采用带有偏心轮的电机8,将电能转换成机械能,具有一个或多个振动频率。偏心轮10用于把电机8产生的振动放大,并传递给变幅杆12。变幅杆12用于把机械振动的质点位移或速度放大,并将超声能量集中在较小的面积上,通过变幅杆12下端横向连接的固定块15,将超声能量传递给冷丝装置。
29.冷丝装置主要包括陶瓷送丝管13和相应的送丝机构。陶瓷送丝管13外部做了增加粗糙度的表面处理,便于夹持固定。陶瓷送丝管13内为不连接电源的冷丝。如图1所示,陶瓷送丝管13下段弯曲,其末端靠近双丝导电咀1,其上端由夹持块14通过配合孔固定于枪体上段5上;下端插入变幅杆12末端横向连接的固定块15,由顶丝顶紧并固定。
30.本实施例的磁场辅助下集成热丝埋弧焊接装置,含有两根起弧焊丝,和一根冷丝,两根起弧焊丝共用同一电源,冷丝不连接电源,位于两根起弧焊丝的后方。焊接时,三根焊丝可采用平行于焊道的方式前后排列实现焊接,也可将两根起弧焊丝的送丝软管整体旋转90度,使两焊丝沿垂直于焊道方向排列,冷丝位于两焊丝中间偏后的位置进行焊接。当全部焊丝平行焊道时,则形成大熔深、窄而深的焊缝;当起弧焊丝沿垂直于焊接方向横向排列时,则焊缝根部的位置就会改变,形成大熔宽,小熔深的焊缝;起弧焊丝间的距离越大,则焊缝的形状和熔宽熔深变化愈显著。也可调节两根起弧焊丝为不同材质,进行焊接,能有效调节焊缝金属的合金化。
31.两根起弧焊丝引弧后,在自身产生的磁场作用下相互吸引,形成一个熔池,冷丝在超声发生与器换能器产生并由变幅杆集中放大的超声能量作用下,高频振动进入熔池并搅动熔池,能够细化晶粒,提高焊缝的力学性能,并且超声振动对焊丝末端产生的横向剪力使电磁收缩力变小,电弧外扩;并且横向剪力作用于熔滴,加速了其过渡频率,促进了熔滴过渡,从而改变了焊缝的形貌,使焊缝变得平滑。
32.本实施例的集成冷丝埋弧焊接装置在焊接过程中,不仅能够降低焊接热输入,减少了板材变形,增加了熔覆效率,减少了合金元素的烧损,同时在超声辅助作用下,使冷丝高频振动搅动熔池,细化了晶粒,降低了焊缝的内应力,促进了熔滴过渡,整体优化了焊缝成形。焊接效率,焊缝质量、美观度都得到显著提高。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

