1.本实用新型涉及金属加工设备技术领域,尤其涉及一种多模式钢板裁切用送料机构。
背景技术:
2.汽车零部件中,铁质部件种类繁多,铁质部件制造过程中,首先需要将钢板裁切成所需的形状,再进行冲压、折弯、焊接等工序。现有的钢板送料机构一般仅具有一种输送模式,仅能输送一种类型的钢板,当需要生产多种类型的铁质部件时,需要为每一种类型的钢板的裁切机单独配备一台送料机构,占用空间资源、物力资源较多。
技术实现要素:
3.本实用新型旨在解决现有技术的不足,而提供一种多模式钢板裁切用送料机构。
4.本实用新型为实现上述目的,采用以下技术方案:
5.一种多模式钢板裁切用送料机构,包括:
6.存料机构,存料机构包括用于支撑矩形钢板的升降支撑部,升降支撑部底座外侧转动套设有转动座,转动座顶部固设有立板,立板顶部靠近升降支撑部的一侧固设有限位板,限位板下方设有用于顶出矩形钢板的顶料气缸;立板一侧设有用于盛放钢板卷的支撑轴;
7.送料驱动机构,送料驱动机构包括皮带输送机,皮带输送机的入料端上方可升降的设有下压辊。
8.进一步的,升降支撑部包括台面,台面由升降驱动装置驱动上升和下降,升降驱动装置包括液压缸。
9.进一步的,台面由多根液压缸直接驱动,液压缸的缸体与升降支撑部的底座固定连接,液压缸的活塞杆与台面固定连接。
10.进一步的,台面远离送料驱动机构的一侧设有导向机构,导向机构包括导向辊,导向辊位于台面顶部的凹槽内,导向辊水平设置且与皮带输送机的输送方向垂直,导向辊两端各转动连有一个摆动臂,摆动臂远离导向辊的一端与凹槽侧壁铰接,凹槽侧壁上固设有电磁铁,摆动臂上与电磁铁配合设有铁块。
11.进一步的,导向机构的数量为多个,多个导向机构的导向辊互相平行设置,多个导向机构的对应摆动臂通过一根连杆连接在一起,连杆与摆动臂铰接。
12.进一步的,限位板插接在立板上的插槽内,立板上设有对应不同钢板厚度的多个插槽。
13.进一步的,限位板底部设有升降限位开关。
14.进一步的,转动座通过插接在地面上的定位板进行定位。
15.进一步的,皮带输送机的底座侧壁底部与转动座配合设有用于切换送料模式的切换限位开关。
16.进一步的,下压辊由两个升降气缸驱动升降,升降气缸的缸体与皮带输送机上方的固定支架固定连接,两个升降气缸的活塞杆端部分别与下压辊的两端转动连接。
17.本实用新型的有益效果是:本实用新型将两种类型的上料机构进行整合,具有多种输送模式,能够分别对矩形钢板和钢板卷执行上料操作,有效缩减了车间的送料设备数量,减少了空间资源、物力资源的占用。
附图说明
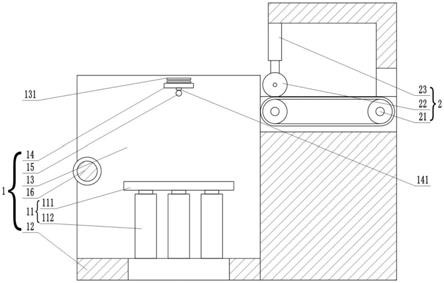
18.图1为本实用新型的主视剖视图;
19.图2为本实用新型的俯视图;
20.图3为导向机构的结构示意图;
21.图中:1
‑
存料机构;11
‑
升降支撑部;111
‑
台面;112
‑
升降驱动装置;12
‑
转动座;121
‑
定位板;13
‑
立板;131
‑
插槽;14
‑
限位板;141
‑
升降限位开关;15
‑
顶料气缸;16
‑
支撑轴;17
‑
导向机构;171
‑
导向辊;172
‑
摆动臂;173
‑
电磁铁;174
‑
铁块;175
‑
连杆;18
‑
切换限位开关;2
‑
送料驱动机构;21
‑
皮带输送机;22
‑
下压辊;23
‑
升降气缸;
22.以下将结合本实用新型的实施例参照附图进行详细叙述。
具体实施方式
23.下面结合附图和实施例对本实用新型作进一步说明:
24.如图所示,一种多模式钢板裁切用送料机构,包括:
25.存料机构1,存料机构1包括用于支撑矩形钢板的升降支撑部11,升降支撑部11底座外侧转动套设有转动座12,转动座12顶部固设有立板13,立板13顶部靠近升降支撑部11的一侧固设有限位板14,限位板14下方设有用于顶出矩形钢板的顶料气缸15;立板13一侧设有用于盛放钢板卷的支撑轴16;
26.送料驱动机构2,送料驱动机构2包括皮带输送机21,皮带输送机21的入料端上方可升降的设有下压辊22。
27.进一步的,升降支撑部11包括台面111,台面111由升降驱动装置112驱动上升和下降,升降驱动装置112包括液压缸。
28.进一步的,台面111由多根液压缸直接驱动,液压缸的缸体与升降支撑部11的底座固定连接,液压缸的活塞杆与台面111固定连接。
29.进一步的,台面111远离送料驱动机构2的一侧设有导向机构17,导向机构17包括导向辊171,导向辊171位于台面111顶部的凹槽内,导向辊171水平设置且与皮带输送机21的输送方向垂直,导向辊171两端各转动连有一个摆动臂172,摆动臂172远离导向辊171的一端与凹槽侧壁铰接,凹槽侧壁上固设有电磁铁173,摆动臂172上与电磁铁173配合设有铁块174。
30.进一步的,导向机构17的数量为多个,多个导向机构17的导向辊171互相平行设置,多个导向机构17的对应摆动臂172通过一根连杆175连接在一起,连杆175与摆动臂172铰接。
31.进一步的,限位板14插接在立板13上的插槽131内,立板13上设有对应不同钢板厚度的多个插槽131。
32.进一步的,限位板14底部设有升降限位开关141。
33.进一步的,转动座12通过插接在地面上的定位板121进行定位。
34.进一步的,皮带输送机21的底座侧壁底部与转动座12配合设有用于切换送料模式的切换限位开关18。
35.进一步的,下压辊22由两个升降气缸23驱动升降,升降气缸23的缸体与皮带输送机21上方的固定支架固定连接,两个升降气缸23的活塞杆端部分别与下压辊22的两端转动连接。
36.本实用新型具有两种输送模式,分别为:
37.矩形钢板输送模式,该模式下,将矩形钢板叠放在台面111上,液压缸顶出带动矩形钢板上升,直到最顶部的钢板触发升降限位开关141,此时顶料气缸15顶出将最顶部的矩形钢板顶到皮带输送机21上,皮带输送机21将对应钢板输送至矩形钢板裁切设备的入料端,顶料气缸15缩回后液压缸再次顶出,如此往复,直到全部矩形钢板输送完毕;
38.钢板卷输送模式,转动转动座12,使支撑轴16置于台面111远离送料驱动机构2的一侧,转动到位时切换限位开关18触发,升降气缸23顶出使下压辊22压在皮带输送机21上,将钢板卷吊装至支撑轴16上将钢板卷的端部经导向辊171导向引至下压辊22与皮带输送机21的贴合处,使两者将钢板卷的端部夹紧,此时皮带输送机21即可启动,将钢板卷输送至条形钢板裁切设备的入料端,直到整个钢板卷均送料完毕。
39.特别的,矩形钢板输送模式下,最后一块矩形钢板输送时,电磁铁173通电与铁块174吸合,从而带动导向辊171上升,将矩形钢板略微顶起,从而降低矩形钢板顶出的阻力;其他矩形钢板输送时,导向辊171均缩回至台面111的凹槽内,以避免台面111与最底部的矩形钢板发生相对滑动。
40.本实用新型具有多种输送模式,能够对多种不同类型的钢板执行上料操作,有效缩减了车间的送料设备数量,减少了空间资源、物力资源的占用。
41.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种改进,或未经改进直接应用于其它场合的,均在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

