一种热轧h型钢穿水冷却机
技术领域
1.本发明创造属于热轧型钢领域,尤其是涉及一种热轧h型钢穿水冷却机。
背景技术:
2.做为一种节材环保型的型材,h型钢在我国经济建设中得到了广泛的应用,随着我国钢铁行业结构调整和供给侧改革的深入发展,热轧h型钢不断向更大更薄的方向发展,开发热轧大型和超大型h型钢已经提上议事日程。但是超大h型钢高温状态下,在自重的作用下会产生弯曲。高温状态下热轧h型钢因轧制二细化的金属金相组织可以再次结晶长大,使得金属性能变坏。而传统工艺在精轧出口是不能冷却的,主要是因为,轧件内部存在着轧制过程中因变形不均匀而存在的内应力以及冷却不均匀会造成冷却应力引起轧件翘曲或扭转变形,造成报废。
技术实现要素:
3.有鉴于此,本发明创造提出一种热轧h型钢穿水冷却机以解决传统工艺在精轧出口不能冷却的,轧件因内应力以及冷却不均匀造成冷却应力引起轧件翘曲或扭转变形,造成报废的问题。
4.为达到上述目的,本发明创造的技术方案是这样实现的:
5.一种热轧h型钢穿水冷却机,包括驱动电机、齿轮箱、万向轴、夹送辊组、箱体,驱动电机的输出端通过联轴器与齿轮箱相连,夹送辊组包括上夹送辊、下夹送辊,上夹送辊、下夹送辊均设置在箱体内,上夹送辊、下夹送辊相对设置,上夹送辊、下夹送辊均通过转轴与箱体转动连接,每个转轴的一端均通过箱体预留的通孔伸出到箱体外部,转轴的一端通过连接轴与齿轮箱相连,箱体上开有进水口和出水口,箱体与夹送辊平行的两侧均开有用于使h型钢出入的开口。
6.进一步的,连接轴为万向轴。
7.进一步的,夹送辊组有多个,多个夹送辊组均设置于箱体内部,多个夹送辊组之间间隔设置。
8.进一步的,箱体为四面封闭的矩形管状。
9.进一步的,上夹送辊、下夹送辊上均设有空槽。
10.进一步的,箱体内的水位不低于上夹送辊的中心线。
11.相对于现有技术,本发明创造具有以下优势:本发明创造为轧件高温段机械限制全截面浸水冷却,可快速均匀降低轧件的温度,打断金属晶粒长大的进程;冷却过程是在轧件受到机械限制的条件下进行的可防止轧件的冷却变形。降低了冷床入口轧件的温度,可减少冷床长度,减少投资。提高了冷床的产能。
附图说明
12.构成本发明创造的一部分的附图用来提供对本发明创造的进一步理解,本发明创
造的示意性实施例及其说明用于解释本发明创造,并不构成对本发明创造的不当限定。在附图中:
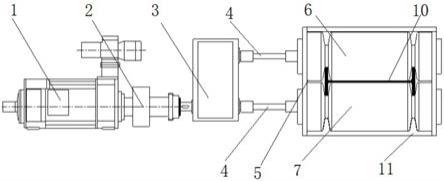
13.图1为本发明创造实施例所述的一种热轧h型钢穿水冷却机剖面示意图;
14.图2为本发明创造实施例所述的一种热轧h型钢穿水冷却机局部示意图;
15.图3为本发明创造实施例所述的一种热轧h型钢穿水冷却机俯视示意图。
16.附图标记说明:
[0017]1‑
驱动电机;2
‑
联轴器;3
‑
齿轮箱;4
‑
万向轴;5
‑
夹送辊组;6
‑
上夹送辊;7
‑
下夹送辊;8
‑
进水口;9
‑
出水口;10
‑
h型钢;11
‑
箱体。
具体实施方式
[0018]
需要说明的是,在不冲突的情况下,本发明创造中的实施例及实施例中的特征可以相互组合。
[0019]
在本发明创造的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明创造和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明创造的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明创造的描述中,除非另有说明,“多个”的含义是两个或两个以上。
[0020]
在本发明创造的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明创造中的具体含义。
[0021]
下面将参考附图并结合实施例来详细说明本发明创造。
[0022]
如图1至图3所示,一种热轧h型钢穿水冷却机,包括驱动电机1、齿轮箱3、万向轴4、夹送辊组5、箱体11,驱动电机1的输出端通过联轴器2与齿轮箱3相连,夹送辊组5包括上夹送辊6、下夹送辊7,上夹送辊6、下夹送辊7均设置在箱体11内,上夹送辊6、下夹送辊7相对设置,上夹送辊6、下夹送辊7均通过转轴与箱体11转动连接,每个转轴的一端均通过箱体11预留的通孔伸出到箱体11外部,转轴的一端通过连接轴与齿轮箱3相连,箱体11上开有进水口8和出水口9。工作时由箱体11下部的进水口8进水,同时,箱体11内的水由箱体11两端的夹送辊孔槽和间隙处溢出,水量平衡时,箱内水位不低于上夹送辊6中心线,箱体11与夹送辊平行的两侧均开有用于使h型钢10出入的开口。
[0023]
如图1至图3所示,连接轴为万向轴4。
[0024]
如图1至图3所示,夹送辊组5有多个,多个夹送辊组5均设置于箱体11内部,多个夹送辊组5之间间隔设置。
[0025]
如图1至图3所示,箱体11为四面封闭的矩形管状。
[0026]
如图1至图3所示,上夹送辊6、下夹送辊7上均设有空槽。
[0027]
如图1至图3所示,箱体11内的水位不低于上夹送辊6的中心线。
[0028]
一种热轧h型钢10穿水冷却机布置在热轧型钢生产线精轧机出口,高温h型钢10出轧机后沿夹送辊孔槽进入箱内,通过箱内夹送辊和出口夹送辊穿出。
[0029]
高温h型钢10在箱内完全浸泡在水中,与水介质发生热交换。h型钢10在箱内受夹送辊约束,可防止h型在热交换过程中产生变形。快速冷却后的h型钢10,可减少表面氧化铁皮量,防止内部晶粒长大,改善金相组织结构,提高h型钢10的强度。
[0030]
本发明创造为轧件高温段机械限制全截面浸水冷却,可快速均匀降低轧件的温度,打断金属晶粒长大的进程;冷却过程是在轧件受到机械限制的条件下进行的可防止轧件的冷却变形。降低了冷床入口轧件的温度,可减少冷床长度,减少投资。提高了冷床的产能。
[0031]
以上所述仅为本发明创造的较佳实施例而已,并不用以限制本发明创造,凡在本发明创造的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明创造的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

