1.本发明涉及电脑绣花机部件领域,尤其涉及一种电脑绣花机弹簧钢布夹子装卸装置及其使用方法,主要适用于解决弹簧钢布夹子安装与拆卸费时费力的问题。
背景技术:
2.电脑绣花机是一种能够大批量、高效率地自动绣花的机电一体化设备。绣花之前,绣品布料需要铺放在绣花机的移框上,并采用弹簧钢布夹子使其处于绷直夹紧状态;在绣花过程中,布料内张力会越来越大,为了保持夹紧布料,弹簧钢布夹子的刚度就要很大。目前,弹簧钢布夹子的装卸主要依靠人工,需要很大的力量才能安装或拆卸这种弹簧钢布夹子;而且,对于大型电脑绣花机,移框长达数十米,单台绣花机使用的弹簧钢布夹子多达200个,这样重复并繁重的劳动给绣花机操作工带来了不便。
技术实现要素:
3.本发明的目的是克服现有技术中存在的弹簧钢布夹子装卸费时费力的缺陷与问题,提供一种自动化程度高的电脑绣花机弹簧钢布夹子装卸装置及其使用方法。
4.为实现以上目的,本发明的技术解决方案是:一种电脑绣花机弹簧钢布夹子装卸装置,该装卸装置包括行走机构与装卸机构;所述行走机构包括机架、一对主动轮、一对从动轮与双轴直流电机,所述机架前端的底部安装有一对从动轮,从动轮的外周面与绣花机的移框的上表面相接触,机架后端的底部安装有一对主动轮,主动轮的外周面与绣花机的移框的上表面相接触,所述双轴直流电机安装在机架的后端,双轴直流电机的两轴分别与一对主动轮相连接;所述装卸机构包括舵机、传动轴与装卸夹头,所述传动轴安装在机架上,传动轴上套装有减速大齿轮,减速大齿轮与减速小齿轮相啮合,减速小齿轮与舵机的输出端传动连接,舵机安装在机架上,所述传动轴的一端与一号曲柄的一端相连接,一号曲柄的另一端通过固定销与一号连杆的连杆小头相连接,一号连杆的连杆大头与连杆轴相连接,所述传动轴的另一端与二号曲柄的一端相连接,二号曲柄的另一端通过固定销与二号连杆的连杆小头相连接,二号连杆的连杆大头与连杆轴相连接,所述连杆轴的两端分别穿过机架上的弧形槽轨道后通过螺母限位,连杆轴的外表面与弧形槽轨道的内表面相切,所述装卸夹头包括连接端与卡槽端,所述连接端沿其长度方向开设有安装孔,连接端通过安装孔套装在连杆轴上,所述卡槽端沿其长度方向开设有用于卡住弹簧钢布夹子的卡台的凹槽。
5.所述机架为长方形框体结构,机架包括两块纵板及两块纵板之间从前往后依次设置的一号横板、一号安装板、二号安装板、二号横板,所述纵板沿移框的长度方向布置,所述一号横板、一号安装板、二号安装板、二号横板都沿移框的宽度方向布置,一对所述主动轮位于二号横板与二号安装板之间,所述一号横板的底部开设有倒u型凹槽,一对所述从动轮分别安装在倒u型凹槽的两侧壁上,所述舵机通过舵机支架固定在一号安装板上,所述双轴直流电机通过电机支架固定在二号安装板上。
6.所述纵板的长度大于弹簧钢布夹子长度的二分之一。
7.所述一号横板、一号安装板、二号安装板、二号横板一端的底部安装有一号安装块,所述一号安装块的底部安装有一号限位导向轮,一号限位导向轮的外周面与移框的方形凹槽的侧壁相接触,所述一号横板、一号安装板、二号安装板、二号横板另一端的底部安装有二号安装块,所述二号安装块为t字型结构,二号安装块包括竖向部与横向部,所述横向部的底部安装有二号限位导向轮,二号限位导向轮的外周面与移框的侧面相接触,所述竖向部的顶部与一号横板、一号安装板、二号安装板、二号横板另一端的底部相连接,竖向部的底部安装有三号安装块,所述三号安装块的端部安装有三号限位导向轮,三号限位导向轮的外周面与移框的下表面相接触。
8.所述一号横板、一号安装板、二号安装板上都开设有弧形槽轨道,所述连杆轴的一端穿过一号安装板上的弧形槽轨道、一号横板上的弧形槽轨道后通过螺母限位,所述连杆轴的另一端穿过二号安装板上的弧形槽轨道后通过螺母限位。
9.所述传动轴的一端与位于一号安装板与二号安装板之间的一号曲柄相连接,传动轴的另一端穿过一号安装板后与位于一号横板与一号安装板之间的二号曲柄相连接。
10.所述弧形槽轨道的弧度为85度~90度。
11.所述装卸装置还包括电池与控制电路板,所述电池、控制电路板均安装在水平垫板上,水平垫板安装在机架上,所述电池与控制电路板电连接,所述控制电路板分别与双轴直流电机、舵机电连接。
12.一种电脑绣花机弹簧钢布夹子装卸装置的使用方法,所述使用方法包括以下步骤:s1、当连杆轴和装卸夹头处于弧形槽轨道的起始位时,控制舵机旋转,舵机带动减速小齿轮旋转,减速小齿轮带动减速大齿轮旋转,减速大齿轮带动传动轴旋转,传动轴同时带动一号曲柄、二号曲柄旋转,一号曲柄、二号曲柄分别带动一号连杆、二号连杆运动,一号连杆、二号连杆共同带动连杆轴在弧形槽轨道上运动,装卸夹头随连杆轴一起运动,在此过程中,弹簧钢布夹子的卡台受到作用力,带动弹簧钢布夹子绕其一侧卷边与移框的圆形凹槽的接触点旋转,同时,在弹簧钢布夹子的卡台与装卸夹头的相互作用力下,装卸夹头与连杆轴产生相对转动,当连杆轴和装卸夹头到达弧形槽轨道的终止位时,舵机停止旋转,此时,完成弹簧钢布夹子的安装;s2、弹簧钢布夹子安装结束后,控制双轴直流电机旋转,双轴直流电机带动主动轮转动,从而带动装卸机构在移框上移动,在此过程中,当装卸夹头松开已完成安装的弹簧钢布夹子的卡台时,控制舵机旋转,从而带动连杆轴和装卸夹头回到弧形槽轨道的起始位;当装卸夹头卡住下一个弹簧钢布夹子的卡台时,控制双轴直流电机停止工作,准备安装下一个弹簧钢布夹子。
13.一种电脑绣花机弹簧钢布夹子装卸装置的使用方法,所述使用方法包括以下步骤:s1、当连杆轴和装卸夹头处于弧形槽轨道的终止位时,控制舵机旋转,舵机带动减速小齿轮旋转,减速小齿轮带动减速大齿轮旋转,减速大齿轮带动传动轴旋转,传动轴同时带动一号曲柄、二号曲柄旋转,一号曲柄、二号曲柄分别带动一号连杆、二号连杆运动,一号连杆、二号连杆共同带动连杆轴在弧形槽轨道上运动,装卸夹头随连杆轴一起运动,在此过
程中,弹簧钢布夹子的卡台受到作用力,带动弹簧钢布夹子绕其一侧卷边与移框的圆形凹槽的接触点旋转,同时,在弹簧钢布夹子的卡台与装卸夹头的相互作用力下,装卸夹头与连杆轴产生相对转动,当连杆轴和装卸夹头到达弧形槽轨道的起始位时,舵机停止旋转,此时,完成弹簧钢布夹子的拆卸;s2、弹簧钢布夹子拆卸结束后,控制双轴直流电机旋转,双轴直流电机带动主动轮转动,从而带动装卸机构在移框上移动,在此过程中,当装卸夹头松开已完成拆卸的弹簧钢布夹子的卡台时,控制舵机旋转,从而带动连杆轴和装卸夹头回到弧形槽轨道的终止位;当装卸夹头卡住下一个弹簧钢布夹子的卡台时,控制双轴直流电机停止工作,准备拆卸下一个弹簧钢布夹子。
14.与现有技术相比,本发明的有益效果为:1、本发明一种电脑绣花机弹簧钢布夹子装卸装置及其使用方法中,充分利用已有的弹簧钢布夹子的结构特点,并在合理分析了弹簧钢布夹子装卸时运动特点的基础上,合理创新应用了曲柄连杆机构,提出一种双曲柄连杆装卸机构,以此来实现弹簧钢布夹子的自动化装卸;该设计可在大型绣花机的移框上移动,实现弹簧钢布夹子的连续安装与拆卸,在一定程度上节省了人力,同时,也为电脑绣花机绣花行业自动化、智能化提供了一种可能性。因此,本发明自动化程度高。
15.2、本发明一种电脑绣花机弹簧钢布夹子装卸装置及其使用方法中,机架为长方形框体结构,机架包括两块纵板及两块纵板之间从前往后依次设置的一号横板、一号安装板、二号安装板、二号横板,纵板的长度大于弹簧钢布夹子长度的二分之一,上述结构的机架不仅便于各部件的安装与拆卸,而且重量轻、稳定性好;一号限位导向轮的外周面与移框的方形凹槽的侧壁相接触,二号限位导向轮的外周面与移框的侧面相接触,三号限位导向轮的外周面与移框的下表面相接触,采用限位导向轮,不仅限制装卸装置在移框高度、宽度方向上的位移,保证装卸装置的稳定性,而且在移框长度方向上进行导向,便于装卸装置在移框上移动;连杆轴的一端穿过一号安装板上的弧形槽轨道、一号横板上的弧形槽轨道后通过螺母限位,连杆轴的另一端穿过二号安装板上的弧形槽轨道后通过螺母限位,提高了连杆轴运动的稳定性。因此,本发明安装与拆卸简便、重量轻、稳定性好、可靠性高。
附图说明
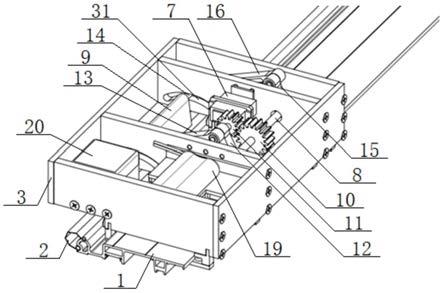
16.图1是本发明的结构示意图。
17.图2是本发明中行走机构的结构示意图。
18.图3是图1中机架的结构示意图。
19.图4是本发明的侧视图。
20.图5是图1中装卸夹头的结构示意图。
21.图6是本发明中弹簧钢布夹子的安装控制流程图。
22.图7是本发明中弹簧钢布夹子的安装过程示意图。
23.图8是本发明中弹簧钢布夹子的拆卸控制流程图。
24.图9是本发明中弹簧钢布夹子的拆卸过程示意图。
25.图中:移框1、方形凹槽101、弹簧钢布夹子2、卡台21、机架3、弧形槽轨道31、纵板32、一号横板33、倒u型凹槽331、一号安装板34、二号安装板35、二号横板36、一号安装块37、
一号限位导向轮38、二号安装块39、二号限位导向轮310、三号安装块311、三号限位导向轮312、起始位313、终止位314、主动轮4、从动轮5、双轴直流电机6、舵机7、传动轴8、装卸夹头9、连接端91、安装孔911、卡槽端92、凹槽921、减速大齿轮10、减速小齿轮11、一号曲柄12、一号连杆13、连杆轴14、二号曲柄15、二号连杆16、舵机支架17、电机支架18、电池19、控制电路板20、水平垫板21。
具体实施方式
26.以下结合附图说明和具体实施方式对本发明作进一步详细的说明。
27.参见图1至图9,一种电脑绣花机弹簧钢布夹子装卸装置,该装卸装置包括行走机构与装卸机构;所述行走机构包括机架3、一对主动轮4、一对从动轮5与双轴直流电机6,所述机架3前端的底部安装有一对从动轮5,从动轮5的外周面与绣花机的移框1的上表面相接触,机架3后端的底部安装有一对主动轮4,主动轮4的外周面与绣花机的移框1的上表面相接触,所述双轴直流电机6安装在机架3的后端,双轴直流电机6的两轴分别与一对主动轮4相连接;所述装卸机构包括舵机7、传动轴8与装卸夹头9,所述传动轴8安装在机架3上,传动轴8上套装有减速大齿轮10,减速大齿轮10与减速小齿轮11相啮合,减速小齿轮11与舵机7的输出端传动连接,舵机7安装在机架3上,所述传动轴8的一端与一号曲柄12的一端相连接,一号曲柄12的另一端通过固定销与一号连杆13的连杆小头相连接,一号连杆13的连杆大头与连杆轴14相连接,所述传动轴8的另一端与二号曲柄15的一端相连接,二号曲柄15的另一端通过固定销与二号连杆16的连杆小头相连接,二号连杆16的连杆大头与连杆轴14相连接,所述连杆轴14的两端分别穿过机架3上的弧形槽轨道31后通过螺母限位,连杆轴14的外表面与弧形槽轨道31的内表面相切,所述装卸夹头9包括连接端91与卡槽端92,所述连接端91沿其长度方向开设有安装孔911,连接端91通过安装孔911套装在连杆轴14上,所述卡槽端92沿其长度方向开设有用于卡住弹簧钢布夹子2的卡台21的凹槽921。
28.所述机架3为长方形框体结构,机架3包括两块纵板32及两块纵板32之间从前往后依次设置的一号横板33、一号安装板34、二号安装板35、二号横板36,所述纵板32沿移框1的长度方向布置,所述一号横板33、一号安装板34、二号安装板35、二号横板36都沿移框1的宽度方向布置,一对所述主动轮4位于二号横板36与二号安装板35之间,所述一号横板33的底部开设有倒u型凹槽331,一对所述从动轮5分别安装在倒u型凹槽331的两侧壁上,所述舵机7通过舵机支架17固定在一号安装板34上,所述双轴直流电机6通过电机支架18固定在二号安装板35上。
29.所述纵板32的长度大于弹簧钢布夹子2长度的二分之一。
30.所述一号横板33、一号安装板34、二号安装板35、二号横板36一端的底部安装有一号安装块37,所述一号安装块37的底部安装有一号限位导向轮38,一号限位导向轮38的外周面与移框1的方形凹槽101的侧壁相接触,所述一号横板33、一号安装板34、二号安装板35、二号横板36另一端的底部安装有二号安装块39,所述二号安装块39为t字型结构,二号安装块39包括竖向部与横向部,所述横向部的底部安装有二号限位导向轮310,二号限位导向轮310的外周面与移框1的侧面相接触,所述竖向部的顶部与一号横板33、一号安装板34、
二号安装板35、二号横板36另一端的底部相连接,竖向部的底部安装有三号安装块311,所述三号安装块311的端部安装有三号限位导向轮312,三号限位导向轮312的外周面与移框1的下表面相接触。
31.所述一号横板33、一号安装板34、二号安装板35上都开设有弧形槽轨道31,所述连杆轴14的一端穿过一号安装板34上的弧形槽轨道31、一号横板33上的弧形槽轨道31后通过螺母限位,所述连杆轴14的另一端穿过二号安装板35上的弧形槽轨道31后通过螺母限位。
32.所述传动轴8的一端与位于一号安装板34与二号安装板35之间的一号曲柄12相连接,传动轴8的另一端穿过一号安装板34后与位于一号横板33与一号安装板34之间的二号曲柄15相连接。
33.所述弧形槽轨道31的弧度为85度~90度。
34.所述装卸装置还包括电池19与控制电路板20,所述电池19、控制电路板20均安装在水平垫板21上,水平垫板21安装在机架3上,所述电池19与控制电路板20电连接,所述控制电路板20分别与双轴直流电机6、舵机7电连接。
35.一种电脑绣花机弹簧钢布夹子装卸装置的使用方法,所述使用方法包括以下步骤:s1、当连杆轴14和装卸夹头9处于弧形槽轨道31的起始位313时,控制舵机7旋转,舵机7带动减速小齿轮11旋转,减速小齿轮11带动减速大齿轮10旋转,减速大齿轮10带动传动轴8旋转,传动轴8同时带动一号曲柄12、二号曲柄15旋转,一号曲柄12、二号曲柄15分别带动一号连杆13、二号连杆16运动,一号连杆13、二号连杆16共同带动连杆轴14在弧形槽轨道31上运动,装卸夹头9随连杆轴14一起运动,在此过程中,弹簧钢布夹子2的卡台21受到作用力,带动弹簧钢布夹子2绕其一侧卷边与移框1的圆形凹槽的接触点旋转,同时,在弹簧钢布夹子2的卡台21与装卸夹头9的相互作用力下,装卸夹头9与连杆轴14产生相对转动,当连杆轴14和装卸夹头9到达弧形槽轨道31的终止位314时,舵机7停止旋转,此时,完成弹簧钢布夹子2的安装;s2、弹簧钢布夹子2安装结束后,控制双轴直流电机6旋转,双轴直流电机6带动主动轮4转动,从而带动装卸机构在移框1上移动,在此过程中,当装卸夹头9松开已完成安装的弹簧钢布夹子2的卡台21时,控制舵机7旋转,从而带动连杆轴14和装卸夹头9回到弧形槽轨道31的起始位313;当装卸夹头9卡住下一个弹簧钢布夹子2的卡台21时,控制双轴直流电机6停止工作,准备安装下一个弹簧钢布夹子2。
36.一种电脑绣花机弹簧钢布夹子装卸装置的使用方法,所述使用方法包括以下步骤:s1、当连杆轴14和装卸夹头9处于弧形槽轨道31的终止位314时,控制舵机7旋转,舵机7带动减速小齿轮11旋转,减速小齿轮11带动减速大齿轮10旋转,减速大齿轮10带动传动轴8旋转,传动轴8同时带动一号曲柄12、二号曲柄15旋转,一号曲柄12、二号曲柄15分别带动一号连杆13、二号连杆16运动,一号连杆13、二号连杆16共同带动连杆轴14在弧形槽轨道31上运动,装卸夹头9随连杆轴14一起运动,在此过程中,弹簧钢布夹子2的卡台21受到作用力,带动弹簧钢布夹子2绕其一侧卷边与移框1的圆形凹槽的接触点旋转,同时,在弹簧钢布夹子2的卡台21与装卸夹头9的相互作用力下,装卸夹头9与连杆轴14产生相对转动,当连杆轴14和装卸夹头9到达弧形槽轨道31的起始位313时,舵机7停止旋转,此时,完成弹簧钢
布夹子2的拆卸;s2、弹簧钢布夹子2拆卸结束后,控制双轴直流电机6旋转,双轴直流电机6带动主动轮4转动,从而带动装卸机构在移框1上移动,在此过程中,当装卸夹头9松开已完成拆卸的弹簧钢布夹子2的卡台21时,控制舵机7旋转,从而带动连杆轴14和装卸夹头9回到弧形槽轨道31的终止位314;当装卸夹头9卡住下一个弹簧钢布夹子2的卡台21时,控制双轴直流电机6停止工作,准备拆卸下一个弹簧钢布夹子2。
37.本发明的原理说明如下:本设计提供一种能在数十米长的移框上实现弹簧钢布夹子的自动化、连续化安装或拆卸的弹簧钢布夹子装卸装置。该装置工作于绣花机的移框上,与工人一起协作装卸,可以实现连续的省力装卸弹簧钢布夹子;装卸完毕,该装置脱离绣花机的移框,不会影响绣花机的移框动态特性。
38.本设计在分析了弹簧钢布夹子装卸时运动特点的基础上,通过曲柄连杆理论计算确定了曲柄、连杆的长度及其装配位置;由于连杆轴具有一定长度,为避免单侧曲柄连杆带动连杆轴运动时连杆轴倾斜,本设计在连杆轴的另一端增加了另一组曲柄连杆机构,形成双曲柄连杆机构;为解决两组曲柄连杆运动同步问题,本设计采用一个舵机驱动,两组曲柄连杆机构之间通过传动轴、减速大齿轮、减速小齿轮进行连接和传动。
39.弹簧钢布夹子安装前的初始姿态如图4所示,其远离弹簧钢布夹子卡台的一侧卷边与移框的圆形凹槽相配合。装卸夹头的卡槽端的长度方向上有一条宽2mm、深8mm的凹槽,工作时卡入弹簧钢布夹子的卡台,在相互作用力作用下推动弹簧钢布夹子绕定点旋转,完成装卸工作;装卸夹头的连接端与连杆轴形成间隙配合,工作时其与连杆轴可以发生相对转动;装卸夹头具有一定高度,增加了双曲柄连杆装卸机构作用于弹簧钢布夹子的作用力臂,节省了力。
40.机架外形结构为长方形框体,其长度大于弹簧钢布夹子长度的二分之一,宽度与绣花机的移框宽度相配合,可以限制省力装卸装置工作时在移框宽度方向的位移,保证省力装卸装置的稳定性。本设计分析了弹簧钢布夹子装卸时的运动特点,并据此确定了弧形槽轨道的大小及位置,满足装卸弹簧钢布夹子所需运动轨迹要求。12个限位导向轮通过螺钉固定在机架上,其轮面分别接触于移框的下表面、移框侧面以及移框方形凹槽侧面,以此限制装卸装置在移框高度、宽度方向上的位移,保证装卸装置的稳定性;同时,12个限位导向轮在移框长度方向上进行导向,便于装卸装置在移框上移动。
41.装卸装置工作时进入调整准备阶段,判断连杆轴和装卸夹头是否处于起始位(终止位);当连杆轴和装卸夹头处于起始位(终止位),开始执行安装(拆卸),安装(拆卸)结束后,装卸装置离开安装(拆卸)工位进入切换工位,此时舵机旋转使连杆轴和装卸夹头回到起始位(终止位),开始安装下一个弹簧钢布夹子。当到达移框末端,装卸装置停止工作。
42.实施例1:参见图1至图9,一种电脑绣花机弹簧钢布夹子装卸装置,包括行走机构与装卸机构;所述行走机构包括机架3、一对主动轮4、一对从动轮5与双轴直流电机6,所述机架3前端的底部安装有一对从动轮5,从动轮5的外周面与绣花机的移框1的上表面相接触,机架3后端的底部安装有一对主动轮4,主动轮4的外周面与绣花机的移框1的上表面相接触,所述双轴直流电机6安装在机架3的后端,双轴直流电机6的两轴分别与一对主动轮4相连接;所述
装卸机构包括舵机7、传动轴8与装卸夹头9,所述传动轴8安装在机架3上,传动轴8上套装有减速大齿轮10,减速大齿轮10与减速小齿轮11相啮合,减速小齿轮11与舵机7的输出端传动连接,舵机7安装在机架3上,所述传动轴8的一端与一号曲柄12的一端相连接,一号曲柄12的另一端通过固定销与一号连杆13的连杆小头相连接,一号连杆13的连杆大头与连杆轴14相连接(过盈配合),所述传动轴8的另一端与二号曲柄15的一端相连接,二号曲柄15的另一端通过固定销与二号连杆16的连杆小头相连接,二号连杆16的连杆大头与连杆轴14相连接(过盈配合),所述连杆轴14的两端分别穿过机架3上的弧形槽轨道31后通过螺母限位,连杆轴14的外表面与弧形槽轨道31的内表面相切,所述装卸夹头9包括连接端91与卡槽端92,所述连接端91沿其长度方向开设有安装孔911,连接端91通过安装孔911套装在连杆轴14上,所述卡槽端92沿其长度方向开设有用于卡住弹簧钢布夹子2的卡台21的凹槽921;所述弧形槽轨道31的弧度为85度~90度;所述装卸装置还包括电池19与控制电路板20,所述电池19、控制电路板20均安装在水平垫板21上,水平垫板21安装在机架3上,所述电池19与控制电路板20电连接,所述控制电路板20分别与双轴直流电机6、舵机7电连接。
43.按上述方案,一种电脑绣花机弹簧钢布夹子装卸装置的使用方法,所述使用方法包括以下步骤:s1、当连杆轴14和装卸夹头9处于弧形槽轨道31的起始位313时,控制舵机7旋转,舵机7带动减速小齿轮11旋转,减速小齿轮11带动减速大齿轮10旋转,减速大齿轮10带动传动轴8旋转,传动轴8同时带动一号曲柄12、二号曲柄15旋转,一号曲柄12、二号曲柄15分别带动一号连杆13、二号连杆16运动,一号连杆13、二号连杆16共同带动连杆轴14在弧形槽轨道31上运动,装卸夹头9随连杆轴14一起运动,在此过程中,弹簧钢布夹子2的卡台21受到作用力,带动弹簧钢布夹子2绕其一侧卷边与移框1的圆形凹槽的接触点旋转,同时,在弹簧钢布夹子2的卡台21与装卸夹头9的相互作用力下,装卸夹头9与连杆轴14产生相对转动,当连杆轴14和装卸夹头9到达弧形槽轨道31的终止位314时,舵机7停止旋转,此时,完成弹簧钢布夹子2的安装;s2、弹簧钢布夹子2安装结束后,控制双轴直流电机6旋转,双轴直流电机6带动主动轮4转动,从而带动装卸机构在移框1上移动,在此过程中,当装卸夹头9松开已完成安装的弹簧钢布夹子2的卡台21时,控制舵机7旋转,从而带动连杆轴14和装卸夹头9回到弧形槽轨道31的起始位313;当装卸夹头9卡住下一个弹簧钢布夹子2的卡台21时,控制双轴直流电机6停止工作,准备安装下一个弹簧钢布夹子2。
44.按上述方案,一种电脑绣花机弹簧钢布夹子装卸装置的使用方法,所述使用方法包括以下步骤:s1、当连杆轴14和装卸夹头9处于弧形槽轨道31的终止位314时,控制舵机7旋转,舵机7带动减速小齿轮11旋转,减速小齿轮11带动减速大齿轮10旋转,减速大齿轮10带动传动轴8旋转,传动轴8同时带动一号曲柄12、二号曲柄15旋转,一号曲柄12、二号曲柄15分别带动一号连杆13、二号连杆16运动,一号连杆13、二号连杆16共同带动连杆轴14在弧形槽轨道31上运动,装卸夹头9随连杆轴14一起运动,在此过程中,弹簧钢布夹子2的卡台21受到作用力,带动弹簧钢布夹子2绕其一侧卷边与移框1的圆形凹槽的接触点旋转,同时,在弹簧钢布夹子2的卡台21与装卸夹头9的相互作用力下,装卸夹头9与连杆轴14产生相对转动,当连杆轴14和装卸夹头9到达弧形槽轨道31的起始位313时,舵机7停止旋转,此时,完成弹簧钢
布夹子2的拆卸;s2、弹簧钢布夹子2拆卸结束后,控制双轴直流电机6旋转,双轴直流电机6带动主动轮4转动,从而带动装卸机构在移框1上移动,在此过程中,当装卸夹头9松开已完成拆卸的弹簧钢布夹子2的卡台21时,控制舵机7旋转,从而带动连杆轴14和装卸夹头9回到弧形槽轨道31的终止位314;当装卸夹头9卡住下一个弹簧钢布夹子2的卡台21时,控制双轴直流电机6停止工作,准备拆卸下一个弹簧钢布夹子2。
45.实施例2:基本内容同实施例1,不同之处在于:所述机架3为长方形框体结构,机架3包括两块纵板32及两块纵板32之间从前往后依次设置的一号横板33、一号安装板34、二号安装板35、二号横板36,所述纵板32沿移框1的长度方向布置,所述一号横板33、一号安装板34、二号安装板35、二号横板36都沿移框1的宽度方向布置,一对所述主动轮4位于二号横板36与二号安装板35之间,所述一号横板33的底部开设有倒u型凹槽331,一对所述从动轮5分别安装在倒u型凹槽331的两侧壁上,所述舵机7通过舵机支架17固定在一号安装板34上,所述双轴直流电机6通过电机支架18固定在二号安装板35上;所述纵板32的长度大于弹簧钢布夹子2长度的二分之一;所述一号横板33、一号安装板34、二号安装板35、二号横板36一端的底部安装有一号安装块37,所述一号安装块37的底部安装有一号限位导向轮38,一号限位导向轮38的外周面与移框1的方形凹槽101的侧壁相接触,所述一号横板33、一号安装板34、二号安装板35、二号横板36另一端的底部安装有二号安装块39,所述二号安装块39为t字型结构,二号安装块39包括竖向部与横向部,所述横向部的底部安装有二号限位导向轮310,二号限位导向轮310的外周面与移框1的侧面相接触,所述竖向部的顶部与一号横板33、一号安装板34、二号安装板35、二号横板36另一端的底部相连接,竖向部的底部安装有三号安装块311,所述三号安装块311的端部安装有三号限位导向轮312,三号限位导向轮312的外周面与移框1的下表面相接触;所述一号横板33、一号安装板34、二号安装板35上都开设有弧形槽轨道31,所述连杆轴14的一端穿过一号安装板34上的弧形槽轨道31、一号横板33上的弧形槽轨道31后通过螺母限位,所述连杆轴14的另一端穿过二号安装板35上的弧形槽轨道31后通过螺母限位(限制连杆轴14在移框1长度方向上的位移);所述传动轴8的一端与位于一号安装板34与二号安装板35之间的一号曲柄12相连接,传动轴8的另一端穿过一号安装板34后与位于一号横板33与一号安装板34之间的二号曲柄15相连接。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

