1.本发明涉及三维机织物技术领域,具体涉及一种变直径三维机织管状织物的设计与织造方法,该三维机织物及其复合材料可应用于航空航天、流体运输等领域。
背景技术:
2.三维机织管状织物,与不同性能的基体复合,制备成复合材料管状结构件,具有力学性能好、生产成本低的优点。但目前的三维机织管状结构件多为普通圆管,不能适应各领域对变直径管状结构件的需求。现有的变直径三维机织管状织物的制备技术有改装织机和直接剪断纱线两种方式。改装织机需定制钢筘并安装配套的升降装置,通过改变经密的方式改变管径,织物结构完整,力学性能好,但生产成本较高,生产难度大。直接剪断补充纱的方法简单、易行,但织物成型后边缘不整齐、易脱散,且纱线剪断处出现应力集中点,整体力学性能变差。
技术实现要素:
3.本发明针对现有技术的不足,提供一种利用普通织机织造变直径三维机织管状织物的方法。该织物由基础纱(经纱1)和补充纱(经纱2)两部分构成,采用“压扁
‑
织造
‑
还原”的织造方法,通过逐渐减少补充纱(经纱2)的方式实现三维机织管直径的变化,补充纱(经纱2)剪断后弯折成为纬纱,打入织物进行固结。该织造方法通过用补充纱(经纱2)替代纬纱的技术特点,解决了变直径三维机织管状织物边缘由于剪断纱线,织物成型时边缘不整齐、易脱散和性能变差的问题,弥补了变直径三维机织管状织物边缘力学性能差的缺点,具有不易脱散、整体性好的优势,满足了航空航天、流体运输等领域对变直径复合材料结构件的要求。
4.为实现上述发明目的,本发明提供以下技术方案:
5.利用普通织机织造变直径三维机织管状织物的方法,包括如下步骤:
6.(1)上机准备:根据织物要求设计管状织物的纹板图和经向截面图,根据三维机织管状织物的最大直径计算经纱根数,并预制所有经纱,包括基础纱(经纱1)和补充纱(经纱2),所述补充纱(经纱2)位于基础纱(经纱1)的左右两侧,左右两侧补充纱(经纱2)的股数相同,预制后根据纹板图选择穿综方法和合适筘号的钢筘,进行穿综、穿筘操作;
7.(2)织造:在织物两侧同时剪断一股补充纱(经纱2),对剪断后的补充纱(经纱2)进行弯折,作为下一组织循环的纬纱打入织物中进行固结,重复以上操作至全部补充纱(经纱2)剪完,织造完成。
8.作为一种优选技术方案,步骤(1)中,织物的纱线细度为80~800tex。
9.作为一种优选技术方案,步骤(1)中,织物所用钢筘号数为20~60号。
10.作为一种优选技术方案,织物的织物组织为平纹、斜纹、缎纹中的至少一种。
11.作为一种优选技术方案,步骤(2)中,所选用织物组织的组织循环经纱数为偶数。
12.作为一种优选技术方案,织物左右两侧的补充纱(经纱2)剪断后依次交替弯折成
为纬纱进行打纬,每股补充纱(经纱2)作为纬纱打纬两次,两侧补充纱(经纱2)每打纬4次,在织物左右两侧再各剪断一股补充纱(经纱2),重复上述操作。
13.本发明所述方法中,同时织造上下两层织物,通过补充纱(经纱2)连结,同时剪断的两股补充纱(经纱2)需一股来自上层织物,一股来自下层织物。将来自下层织物的补充纱(经纱2)打入上层,来自上层织物的补充纱(经纱2)打入下层,再将打入下层织物的补充纱(经纱2)打入上层,打入上层织物的补充纱(经纱2)打入下层,即每股补充纱(经纱2)作为纬纱打纬两次。
14.本发明的织物锥度与纬纱密度和每次剪断的补充纱(经纱2)根数有关,增大纬密或增加每次剪断补充纱(经纱2)根数,可以增大织物的锥度。
15.较现有技术相比,本发明具有以下优点:
16.本发明的制备方法无需改造织机,在多臂织机、剑杆织机的等普通织机上即可织造出变直径三维机织管状织物。通过将补充纱(经纱2)作为纬纱打入织物的方式,提高了材料的整体性,节约了纱线原料,降低了生产成本,具有较好的社会效益。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
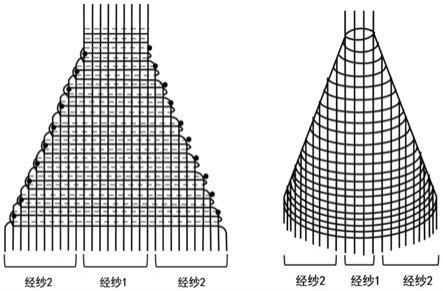
18.图1为织造方法示意图;
19.图2为实施例1中的织物上机图;
20.图3为实施例1中织物的经向截面图;
21.图4为实施例1中补充纱(经纱2)弯折和固结示意图;
22.图5为实施例1中织造出的的织物实物图。
具体实施方式
23.下述非限制性实施例的描述仅说明本发明的基本原理和主要特征,不以任何方式限制本发明的变化。本发明的变化和改进均属于本发明要求保护的范围。下面结合附图与具体实施例对本发明技术方案作进一步阐述。
24.实施例1
25.一种变直径三维机织管状织物,设计织物大端直径为60mm,小端直径为40mm,高为240mm,锥度为1:12,经纱密度为220根/10cm,纬纱密度为30根/10cm,锥度为1:12,选择细度为400tex的大麻纱线作为经纬纱。该织物的织造方法包括以下步骤:
26.(1)上机准备
27.a.设计织物的纹板图,并根据纹板图画出织物上机图(如图2所示)。在普通织机上织造管状织物,需同时织造上下两层织物,并以纬纱相连,且织物管壁厚度为一层,设计织物组织为双层平纹组织,每组织循环经纱数为4。
28.b.画出织物的经向截面图(如图3所示),黑色圆圈代表纬纱,纬纱a和纬纱b需相连,纬纱c和纬纱d需相连,从而将管状织物两侧封闭。
29.c.计算经纱根数:织物层数为2层,每层2股经纱,根据织物大端尺寸和经纬纱密度计算出共需54个经纱循环,总经根数为216根;织物小端设计为42个经纱循环,即基础纱(经纱1)168根;计算可得补充纱(经纱2)左右两侧各24根,共48根。
30.d.按照补充纱(经纱2)24根
‑
基础纱(经纱1)168根
‑
补充纱(经纱2)24根的顺序,预置全部216根经纱(如图1所示)。
31.e.穿综:根据设计好的穿综图采用顺穿法进行穿筘,共用到4片综框。
32.f.穿筘:根据设计好的穿筘图进行穿筘,筘号为55号,每筘穿4根经纱。
33.(2)织造
34.a.根据组织图,穿入第一二页综的纱线织造上层织物,穿入第三四页综的纱线织造下层织物。在织物左侧剪断一根来自第一页综的补充纱a1,在右侧剪断一根来自第四页综的补充纱b4,并预留出大于两倍织物幅宽的长度。将来自下层织物的补充纱b4弯折并打入上层织物,来自上层织物的补充纱a1打入下层织物(如图4所示);再将a1打入上层织物,将b4打入下层织物,将织物两侧封闭。
35.b.在左侧剪断一根来自第二页综的补充纱a2,在右侧剪断一根来自第四页综的补充纱b3;将来自下层织物的补充纱b3弯折并打入上层织物,来自上层织物的补充纱a2打入下层织物;再将a2打入上层织物,将b3打入下层织物。
36.c.在左侧剪断一根来自第三页综的补充纱a3,在右侧剪断一根来自第四页综的补充纱b2,将来自上层织物的补充纱b2弯折并打入下层织物,来自下层织物的补充纱a3打入上层织物;再将a3打入上层织物,将b2打入下层织物。
37.d.在左侧剪断一根来自第三页综的补充纱a4,在右侧剪断一根来自第四页综的补充纱b1,将来自上层织物的补充纱b1弯折并打入下层织物,来自下层织物的补充纱a4打入上层织物;再将a4打入上层织物,将b1打入下层织物。
38.e.重复a
‑
d操作,至48根补充纱(经纱2)全部剪完,织造完成。
39.f.下机后,使用模具将织物撑开,对补充纱(经纱2)进行修剪,得到变直径三维机织管状织物(如图5所示),织物大端直径为60mm,小端直径为40mm,高为240mm,锥度为1:12。
40.本实例中,每次剪断补充纱(经纱2)数量为左右各一根,其目的是:保证经纬纱细度一致,织物结构均匀。
41.本实例中每次剪断的左右两根补充纱(经纱2)均一根来自上层织物,一根来自下层织物,织造时将来自上层织物的补充纱(经纱2)打入下层织物,将来自下层织物的补充纱(经纱2)打入上层织物,从而实现两层织物的连接。
42.织造过程中,由于需同时织造双层织物,经密较大,易出现开口不清的问题,可以采用提高后梁的方法进行改善。
43.实施例2
44.一种变直径三维机织管状织物,设计织物大端直径为600mm,小端直径为400mm,高为2400mm,锥度为1:12,经纱密度为220根/10cm,纬纱密度为30根/10cm,锥度为1:12,选择细度为400tex的大麻纱线作为经纬纱。该织物的织造方法如下:
45.织物上机准备步骤和织造方法与实施例1中相同,区别在于:
46.织物整体尺寸扩大10倍,根据织物大端尺寸和经纬纱密度,计算出共需540个经纱循环,总经根数为2160根,其中基础纱(经纱1)1680根,补充纱(经纱2)480根。经纱预置顺序
为:补充纱(经纱2)240根
‑
基础纱(经纱1)1680根
‑
补充纱(经纱2)240根。
47.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

