1.本实用新型涉及产品装饰技术领域,尤其涉及一种复合膜片及成型件。
背景技术:
2.模内镶件注塑(in molding label,简称iml),其工艺具有非常显著的特点:模内镶件注塑工艺生产的产品表面为一层硬化的透明薄膜,中间为印刷图案层,背面为塑胶层,由于透明薄膜覆盖于印刷图案层上,在使用过程中,首先接触的是透明薄膜,透明薄膜可以保护产品,增加产品表面的耐磨性,防止产品表面被刮花,同时由于印刷图案层上的油墨夹在中间,可避免油墨被刮花,并且可长期保持油墨颜色的鲜明。
3.目前越来越多的电子产品的壳体采用模内镶件注塑工艺制成,随着人们物质消费水平的提高,一些消费人群对电子产品的选择已经不仅仅局限于其本身的功能,越来越多的消费者对产品的外观提出了更高的要求。
4.传统的iml主要是借助膜片内的图案层或者油墨层增强产品外观,但是随着科技的发展和技术的进步,传统的塑胶装饰层已经不能满足客户要求,特别是一些高端产品,客户不单要求产品美观,同时要求产品兼具各种其他的使用需求,如良好的触感等,这样就对传统的iml生产提出了新的要求。
技术实现要素:
5.本实用新型的目的是提供一种复合膜片,旨在解决现有iml膜片存在工艺缺陷所导致的用户体验差的问题。
6.为实现上述目的,本实用新型采用的技术方案是:一种复合膜片,用于与基材层结合以形成成型件,所述复合膜片包括具有可塑性的薄膜层以及贴合于所述薄膜层上的装饰层,所述装饰层为具有柔性的薄片,所述薄膜层与所述装饰层贴合后至少经分割后形成所述复合膜片。
7.在一个实施例中,所述装饰层为非塑胶材料制成的薄片,或,所述装饰层为pu材料制成的薄片。
8.在一个实施例中,所述装饰层与所述薄膜层之间经热压后贴合,和/或,所述装饰层与所述薄膜层之间通过粘合剂贴合。
9.在一个实施例中,所述复合膜片还包括设于所述薄膜层上的图案层,所述装饰层上开设有用于观察所述图案层的视窗孔。
10.在一个实施例中,所述薄膜层对应于所述视窗孔的位置向所述视窗孔内凸出形成凸起部,所述凸起部的外侧面与所述装饰层远离所述薄膜层的一侧平滑过渡或者呈阶梯设置;或者,所述薄膜层对应于所述视窗孔的位置设有贴合于所述薄膜层的透光层,所述透光层远离所述薄膜层的一侧与所述装饰层远离所述薄膜层的一侧平滑过渡或者呈阶梯设置。
11.本技术还提出一种成型件,包括基材层以及如前文所述的复合膜片,所述复合膜片覆盖于所述基材层上,所述复合膜片的装饰层位于远离所述基材层的一侧。
12.在一个实施例中,所述基材层与所述复合膜片之间注塑成型,或/和,所述基材层与所述复合膜片之间热压成型。
13.在一个实施例中,所述基材层呈透光结构,和/或,所述基材层与复合膜片的视窗孔对应的位置为镂空结构。
14.在一个实施例中,所述基材层呈透光结构,和/或,所述基材层与复合膜片的视窗孔对应的位置为薄壁结构。
15.在一个实施例中,所述成型件上开设有功能孔,所述功能孔至少贯穿所述复合膜片的薄膜层与所述基材层。
16.本实用新型的有益效果:薄膜层具有可塑性,装饰层为具有柔性的非塑胶薄片或者pu材料薄片,在将装饰层贴合到薄膜层上后,装饰层能够与薄膜层的结构相适应,以紧密贴合在薄膜层上,并且,在薄膜层形状改变时,装饰层能够随薄膜层的形状相应的改变,装饰层贴合到薄膜层上之后经分割形成复合膜片,这样一来得到的复合膜片中装饰层与薄膜层的一致性高,便于批量化生产,而且装饰层与薄膜层之间贴合的位置更加整齐,不会像传统的蒙布或者蒙皮一样需要人工裁剪无法做到整齐一致,同时可以克服传统的蒙布或者蒙皮工艺组需要单个贴合和裁剪操作,导致无法实现批量化生产,不利于提高生产效率和尺寸精度的问题,能够更好的满足用户以及工业生产的需求,该复合膜片在用于成型件上,并在后续运用到产品上后,用户在使用时,能够触摸到装饰层,从而带来不一样的使用感受,满足用户更多的喜好。
附图说明
17.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
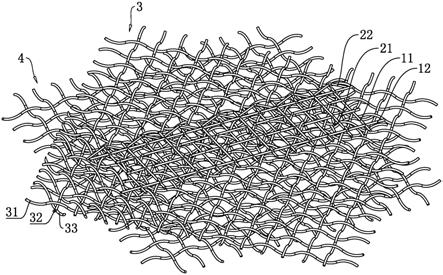
18.图1为本实用新型实施例提供的复合膜片的结构示意图;
19.图2为本实用新型实施例提供的具有图案层的复合膜片的结构示意图;
20.图3为本实用新型实施例提供的具有视窗孔以及图案层的复合膜片的结构示意图一;
21.图4为本实用新型实施例提供的具有视窗孔以及图案层的复合膜片的结构示意图二;
22.图5为本实用新型实施例提供的具有视窗孔以及图案层的复合膜片的结构示意图三;
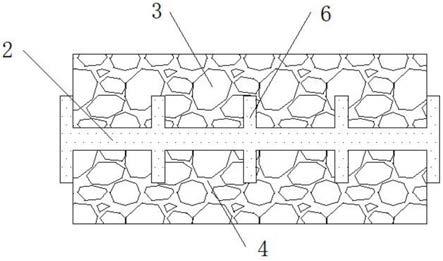
23.图6为本实用新型实施例提供的不具有视窗孔的成型件的结构示意图;
24.图7为本实用新型实施例提供的具有视窗孔的成型件的结构示意图一;
25.图8为本实用新型实施例提供的具有视窗孔的成型件的结构示意图二;
26.图9为本实用新型实施例提供的具有视窗孔的成型件的结构示意图三;
27.图10为本实用新型实施例提供的具有功能孔的成型件的结构示意图一;
28.图11为本实用新型实施例提供的具有功能孔的成型件的结构示意图二;
29.图12为本实用新型实施例提供的具有功能孔的成型件的结构示意图三;
30.图13为本实用新型实施例提供的具有功能孔的成型件的结构示意图四;
31.图14为本实用新型实施例提供的具有功能孔的成型件的结构示意图五;
32.图15为本实用新型实施例提供的具有功能孔的成型件的结构示意图六;
33.图16为本实用新型实施例提供的具有功能孔的成型件的结构示意图七。
34.主要元件符号说明:
35.复合膜片
‑
100;成型件
‑
200;装饰层
‑
10;薄膜层
‑
20;凸起部
‑
21;透光层
‑
22;图案层
‑
30;基材层
‑
40;功能孔
‑
50;视窗孔
‑
11;镂空结构
‑
41;薄壁结构
‑
42。
具体实施方式
36.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
37.在本实用新型的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
38.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
39.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
40.请参阅图1至图5,所示为本技术的一种复合膜片100,用于与基材层40结合以形成成型件200,复合膜片100包括具有可塑性的薄膜层20以及贴合于薄膜层20上的装饰层10,装饰层10为具有柔性的薄片,薄膜层20与装饰层10贴合后至少经分割形成复合膜片100,本实施例中,复合膜片100的外形轮廓与基材层40的外形轮廓相适应;分割的方式为冲切、剪切、或者其他可行的分割方式,只要能够将用于与基材层40结合的复合膜片100从复合膜上进行分离即可。
41.本实施例中,薄膜层20具有可塑性,装饰层10为具有柔性的薄片,在将装饰层10贴合到薄膜层20上后,装饰层10能够与薄膜层20的结构相适应,以紧密贴合在薄膜层20上,并且,在薄膜层20形状改变时,装饰层10能够随薄膜层20的形状相应的改变,装饰层10贴合到薄膜层20上之后经分割形成复合膜片100,这样一来得到的复合膜片100中装饰层10与薄膜层20的一致性高,便于批量化生产,而且装饰层10与薄膜层20之间贴合的位置更加整齐,不会像传统的蒙布或者蒙皮一样需要人工裁剪无法做到整齐一致,同时可以克服传统的蒙布
或者蒙皮工艺组需要单个贴合和裁剪操作,导致无法实现批量化生产,不利于提高生产效率和尺寸精度的问题,能够更好的满足用户以及工业生产的需求。
42.在一个可选的实施例中,装饰层为非塑胶材料制成的薄片,或,装饰层为pu材料制成的薄片。
43.具体的,本实施例中的装饰层10可为一切能与薄膜层20贴合的柔性非塑胶材料,如布、革、植物片材、合成革、合成植物片材、无纺布、纸片、金属片中的至少任一项,上述植物片材至少包括木片、竹片、树皮、叶片等,在装饰层10贴合到薄膜层20上后,装饰层10能够对薄膜层20起到修饰作用,且装饰层10位于薄膜层20的一侧,在后续运用到产品上后,用户在使用时,能够触摸到装饰层10,从而带来不一样的使用感受,满足用户更多的喜好,装饰层10可以为单一材质的片材,也可以为多种不同材质的片材按照一定的规律排列或者/编织后形成的柔性薄片。
44.进一步的,本实施例中的装饰层10可为能与薄膜层20贴合的柔性pu材料制成的薄片,具有柔性的pu材料制成的装饰层10能够良好的贴合到薄膜层10上,从而对产品起到修饰作用,给用户带来更多不一样的使用体验。
45.在一个可选的实施例中,装饰层10与薄膜层20之间经热压后贴合,或/和,装饰层10与薄膜层20之间通过粘合剂贴合。本实施例中,可以通过将薄膜层20的一侧面热压形成具有粘性的粘合面,然后将装饰层10覆盖到粘合面上,即可使得装饰层10紧密贴合到薄膜层20上。或者/和,也可通过在薄膜层20与装饰层10之间涂抹粘合剂,从而使得薄膜层20与装饰层10紧密贴合,无论是哪种方式,皆可实现装饰层10与薄膜层20的紧密贴合,相对于现有的蒙皮或者蒙布的方式来说更加方便,且贴合过程中或者贴合后还可以通过压合使得两个层之间的贴合更加紧固;或者,可以通过带有压花/压纹的滚轮对两个层之间进行压合,以让两个层之间按照一定的纹路紧固贴合,从而进一步增强一些具有纹路的装饰层10与薄膜层20的局部的贴合强度。
46.请参阅图2,作为本技术提供的复合膜片100的另一种具体实施方式,复合膜片100还包括设于薄膜层20上的图案层30,传统的iml膜片中设有油墨层,本实施例中的图案层30可以为传统油墨层中的具有特殊形状图案或者/和颜色的部分,或者是设置在该油墨层中的镂空部分,图案层30可以双面透光或单向透光图案层30。本实施例中装饰层10选用透光材料制成,用户可以直接透过装饰层10观察到图案层30。
47.请参阅图3,作为本技术提供的复合膜片100的另一种具体实施方式,复合膜片100还包括设于薄膜层20上的图案层30,装饰层10上开设有用于观察图案层30的视窗孔11。本实施例中,装饰层10为不具有良好的透光性的材料制成,薄膜层20具有良好的透光性,在薄膜层20上设有图案层30的情况下,通过在装饰层10上设置的视窗孔11能够对图案进行观察欣赏。
48.本实施例中,通过在设置图案层30以及在装饰层10上开设视窗孔11,一方面保证产品外形美观,具有较好的触感,另一方面保留了传统iml膜片产品的具有不易损坏的图案层30的特点,增强产品的美观性、趣味性。
49.如图4,作为本技术提供的复合膜片100的一种具体实施方式,薄膜层20对应于视窗孔11的位置向视窗孔11内凸出形成凸起部21,凸起部21的外侧面与装饰层10远离薄膜层20的一侧平齐。本实施例中,装饰层10上开设有视窗孔11,装饰层10具有一定的厚度,在开
设视窗孔11后,装饰层10与薄膜层20之间便有一处凹陷,在用户使用时会影响手感,因此,在设置凸起部21后,凸起部21的形状与视窗孔11完全适配,且凸起部21的外侧面与装饰层10远离薄膜层20的一侧平齐,使得用户在使用时,不会在复合膜片100的表面摸到凹陷处,手感更好。本实施例中的薄膜层20为透明结构,因此,凸起部21的设置并不会影响用户通过视窗孔11对图案层30进行观察;当然,在一些实施例中,凸起部21也可以仅仅是外缘与装饰层10之间平滑过渡,或者凸起部可以设置为与装饰层10的外侧面之间呈台阶设置。
50.进一步的,本实施例中,薄膜层20背向装饰层10的一侧设有凹陷部,该凹陷部的位置与视窗孔11的位置对应,图案层30设于该凹陷部中,透过薄膜层20凸出于视窗孔11中的部分,即可观察到完成的图案层30。
51.如图5,作为本技术提供的复合膜片100的一种具体实施方式,薄膜层20对应于视窗孔11的位置设有贴合于薄膜层20的透光层22,透光层22远离薄膜层20的一侧与装饰层10远离薄膜层20的一侧平齐。本实施例中,透光层22的形状与视窗孔11的形状完全适配,且透光层22贴合到薄膜层20上后,透光层22远离薄膜层20的一侧与装饰层10远离薄膜层20的一侧相平齐,从而使得用户在使用时手感更好。
52.请参阅图6
‑
16,所示为本技术提出的一种成型件200,包括基材层40以及复合膜片100,复合膜片100覆盖于基材层40上,复合膜片100的装饰层10位于远离基材层40的一侧。本实施例中,复合膜片100具有薄膜层20以及贴合于薄膜层20的装饰层10,该薄膜层20背向该装饰层10的一侧设有图案层30,该薄膜层20设有该图案层30的一侧与基材层40贴合。基材层40为能与复合膜片100的薄膜层20或者和图案层30贴合的材料制成,具体为注射或者/和热压材料,例如塑胶材料、硅胶材料或者橡胶材料等,基材层40与复合膜片100之间既可以直接在成型过程中实现贴合,也可以借助粘合剂在成型的过程中实现贴合,或者借助能够增强基材层40与复合膜片100之间结合面和/或者结合程度的工艺实现贴合,此处不一一累述。
53.作为一个具体的实施例,本实施例中,装饰层10选用具有一定的透光性的材料制成,基材层40具有透光性,在成型件200应用到电子产品中时,电子产品的光照射到基材层40上,由于基材层40具有透光性,那么,位于基材层40与薄膜层20之间的图案层30便会被照亮,装饰层10具有一定的透光性,因此,即使此实施例中装饰层10上未开设有视窗孔11,用户依然可以观察到图案层30的图案。
54.在一个可选的实施例中,基材层40与复合膜片100之间注塑成型,基材层40与复合膜片100之间的结合在模具中进行,具体来说,本实施例中的基材层40为可流动注射成型的材料制成,在将基材层40与复合膜片100结合时,先将复合膜片100放入至模具中,模具中具有用于将基材层40与复合膜片100结合的加工腔,向加工腔中注射用于制作基材层40的高温高压材料,待凝固后,复合膜片100与基材层40之间便结合到了一起。
55.在一个可选的实施例中,基材层40与复合膜片100之间热压成型。本实施例中的基材层40为可热压的材料制成,复合膜片100放入至模具中后,对模具内的可热压材料进行加热加压,以在复合膜片100上远离装饰层10的一侧形成与其贴合的基材层10。
56.如图6,作为本技术提供的成型件200的一种具体实施方式,基材层40呈透光结构。本实施例中,光线照射到基材层40可以通过基材层40照亮图案层30,从而使得用户透过视窗孔11能够清楚的看到图案层30的图案。
57.如图7,作为本技术提供的成型件200的一种具体实施方式,基材层40与复合膜片100的视窗孔11对应的位置为镂空结构41,本实施例中,基材层40为不透光的材料制成,此种情况下,光线可以直接通过该镂空位置来照亮图案层30,从而使得用户透过视窗孔11能够清楚的看到图案层30的图案。
58.在一个可选的实施例中,基材层40呈透光结构,且基材层40与复合膜片100的视窗孔11对应的位置为镂空结构41。本实施例中,基材层40为透光材料制成,且基材层40对应视窗孔11的位置镂空,此种情况下光线可以透过镂空位置照亮图案层30,同时可以透过基材层40照亮图案层30以外其他的部分,只不过图案层30位置的亮度最高,也即视窗孔11位置的亮度最高,其余位置亮度稍低,这主要是因为透光材料的基材层40会反射一部分光线,导致实际透光率低于镂空层透光率,从而使得穿过基材层40照射到图案层30以外其他位置的光线强度低于照射到图案层30位置的光线强度。本实施例中,用户能够通过视窗孔11清晰的看到图案层30的图案,并且可以看到该图案的周侧具有一层朦胧的光,进一步提升视觉体验。
59.如图8,作为本技术提供的成型件200的一种具体实施方式,基材层40与复合膜片100的视窗孔11对应的位置为薄壁结构42,本实施例中,基材层40为不透光的材料制成,但是由于薄壁结构42的存在,薄壁结构42壁厚很薄,光线自薄壁结构42一侧照射薄壁结构42时,薄壁结构42另一侧亮度提高,形成类似于凝胶被点亮的效果,这样光线可以直接照亮薄壁结构42,借助被照亮的薄壁结构42上的亮光可以照亮图案层30,从而使得用户能够通过视窗孔11观察到图案层30。薄壁结构42具有一定的透光性,在光源照射到薄壁结构42处时,光源会透过薄壁结构42照亮图案层30。
60.如图9,作为本技术提供的成型件200的一种具体实施方式,基材层40呈透光结构,且基材层40与复合膜片100的视窗孔11对应的位置为薄壁结构42,本实施例中,光线可以照亮图案层30以及图案层30以外其他的部分,只不过图案层30亮度最高,也即视窗位置亮度最高,其余位置亮度稍低,这主要是因为透光材料的会反射一部分光线,透光材料的厚度越厚,透光率越低,导致基材层40其他位置实际透光率低于薄壁结构42位置的透光率,从而使得穿过基材层40照射到图案层30以外其他位置的光线强度低于照射到图案层30位置的光线强度。本实施例中,用户能够通过视窗孔11清晰地看到图案层30的图案,并且可以看到该图案的周侧具有一层朦胧的光,进一步提升视觉体验。
61.在一个可选的实施例中,成型件200上开设有功能孔50,功能孔50至少贯穿复合膜片100的薄膜层20与基材层40。本实施例中的功能孔50用于在成型件200安装到产品上之后,来实现各种不同的具体功能,如功能孔50可为声音孔,用于供声音通过,可为散热孔,用于为产品进行散热,可为透光孔,用于供光线透过,可为透气孔,用于供气体透过,可为雾化孔,用于雾化,等等。功能孔50的具体功能根据成型件200所应用的电子产品的具体环境来决定。
62.如图10,作为本技术提供的成型件200的一种具体实施方式,功能孔50穿过基材层40以及复合膜片100的薄膜层20,基材层40为透光材料制成,装饰层10具有一定的透光性,成型件200在应用到电子产品中时,电子产品发出光照射到基材层40上,用户可直接从装饰层10的一侧观察到图案层30。具体的,本实施例中的功能孔50可为透光孔,使得电子产品发光时,光能够通过功能孔50照射到装饰层10上,并且由于装饰层10为透光结构,电子产品便
能由于该功能孔50的设置起到照明作用。本实施例中的功能孔50还可根据具体的应用场景具有更多的功能。
63.如图11,作为本技术提供的成型件200的一种具体实施方式,功能孔50穿过基材层40以及整个复合膜片100,基材层40为透光材料制成,装饰层10上设有视窗孔11,在成型件200应用到产品上时,产品的光源照射到基材层40上,用户便能够通过视窗孔11观察到图案层30。具体的,本实施例中的功能孔50可为透光孔、散热孔、透气孔、声音孔等等,甚至该功能孔50可以兼具多种功能。通过该贯穿整个复合膜片100以及基材层40的功能孔50,产品中位于成型件200内侧的环境与位于成型件200外侧的环境可以实现连通,从而满足应用时所需要的各种功能。
64.如图12,作为本技术提供的成型件200的一种具体实施方式,功能孔50穿过基材层40以及整个复合膜片100,装饰层10上设有视窗孔11,基材层40上与视窗孔11对应的位置设有镂空结构41,基材层40与装饰层10皆可为不透光的材料制成,光源从基材层40的镂空结构41中照射到图案层30上,用户便能通过视窗孔11观察到图案层30。具体的,本实施例中的功能孔50可为透光孔,在基材层40与装饰层10皆不透光的情况下,通过该功能孔50,光能够从成型件200的内侧照射到成型件200的外侧,从而起到照明作用。根据具体的应用环境,该功能孔50还可用于实现其他的各种功能。
65.如图13,作为本技术提供的成型件200的一种具体实施方式,功能孔50穿过基材层40以及整个复合膜片100,装饰层10上设有视窗孔11,基材层40上与视窗孔11对应的位置设有薄壁结构42,该薄壁结构42具有一定的透光性,因此,用户可以通过视窗孔11观察到图案层30。本实施例中通过该贯穿整个复合膜片100以及基材层40的功能孔50,产品中位于成型件200内侧的环境与位于成型件200外侧的环境可以实现连通,从而满足应用时所需要的各种功能。具体的,本实施例中的功能孔50可为透光孔、散热孔、透气孔、声音孔等等,甚至该功能孔50可以兼具多种功能。
66.如图14,作为本技术提供的成型件200的一种具体实施方式,功能孔50穿过基材层40以及复合膜片100的薄膜层20,装饰层10上设有视窗孔11,装饰层10为不透光材料制成,基材层40为透光材料制成,光源能够透过基材层40照射到图案层30上,从而使得用户能够通过视窗孔11观察到图案层30的图案。具体的,本实施例中的功能孔50可为声音孔,装饰层10的材料对声音的阻隔很小,在成型件200应用到产品上后,产品发出的声音可通过该功能孔50传出。本实施例中的功能孔50也可为散热孔,用于对产品进行散热。
67.如图15,作为本技术提供的成型件200的一种具体实施方式,功能孔50穿过基材层40以及复合膜片100的薄膜层20,装饰层10上设有视窗孔11,基材层40上与视窗孔11对应的位置设有镂空结构41,在光从基材层40一侧向复合膜片100照射时,用户可以通过视窗孔11看到图案层30。本实施例中,基材层40可为透光材料制成,也可为不透光材料制成,装饰层10为不透光材料制成。本实施例中的功能孔50可为散热孔、声音孔、透气孔等等,具体可根据产品的需求来设置,同时,根据功能孔50功用的不同,在制作复合膜片100时,装饰层10的材料也可对应进行调整,比如,当功能孔50为透气孔时,装饰层10的需选用透气性能良好的材料制作。
68.如图16,作为本技术提供的成型件200的一种具体实施方式,功能孔50穿过基材层40以及复合膜片100的薄膜层20,装饰层10上设有视窗孔11,基材层40上与视窗孔11对应的
位置设有薄壁结构42,该薄壁结构42具有一定的透光性,因此,用户可以通过视窗孔11观察到图案层30。本实施例中,装饰层10为不透光材料制成,功能孔50可为散热孔、声音孔、透气孔等等,具体可根据产品的需求来设置。同时,根据功能孔50功用的不同,在制作复合膜片100时,装饰层10的材料也可对应进行调整,比如,当功能孔50为声音孔时,装饰层10的需选用隔音性能不良的材料制作。
69.本技术还提出的一种iml成型工艺,包括如下步骤:
70.s1:将薄膜层与装饰层10贴合,制得具有装饰层10的复合膜;
71.s2:将复合膜分割出用于与基材层结合的复合膜片100;
72.s3:将复合膜片100置于模具内使得复合膜片100与基材层40结合形成成型件200。
73.本实施例中,先将装饰层10贴合到薄膜层20上,制得具有装饰层10的复合膜,然后在复合膜上至少进行分割以制得与基材层40轮廓相适配的复合膜片100,复合膜片100与复合模厚度相同,仅复合膜片100大小小于复合膜,然后在模具内将基材层40与复合膜片100结合后得到成型件200。本实施例中最终制得的成型件200具有装饰层10,能够满足一些高端产品或者要求较高客户的需求。
74.进一步的,复合膜片100与基材层40在模具中结合的过程中,基材层40与复合膜片100之间注塑成型,基材层40与复合膜片100之间的结合在模具中进行,具体来说,本实施例中的基材层40为可流动注射成型的材料制成,在将基材层40与复合膜片100结合时,先将复合膜片100放入至模具中,模具中具有用于将基材层40与复合膜片100结合的加工腔,向加工腔中注射用于制作基材层40的高温高压材料,待凝固后,复合膜片100与基材层40之间便结合到了一起。
75.在一个可选的实施例中,基材层40与复合膜片100之间热压成型。本实施例中的基材层40为可热压成型的材料制成,复合膜片100放入至模具中后,对模具内的可热压成型材料进行加热加压,以在复合膜片100上远离装饰层10的一侧形成与其贴合的基材层10。
76.在一个可选的实施例中,在准备好薄膜层20与装饰层10后,将薄膜层的一侧面进行涂胶和/或者热熔处理,使薄膜层的一侧形成具有粘合作用的粘合面,并将装饰层平整贴合于粘合面上;将复合膜热压,使得复合膜的至少局部外形轮廓与待结合的基材层40的外形轮廓相适配,一个复合膜最终能够被分割为若干个复合膜片100,而每个复合膜片100的外形轮廓均能够与待结合的基材层40的外形轮廓适配,也即复合膜上具有若干外形轮廓与待结合的基材层40的外形轮廓适配的部分。
77.本实施例中,提出了两种装饰层10贴合到薄膜层20上的方式,一种方式为在装饰层10与薄膜层20之间使用粘合剂,从而使得装饰层10贴合到薄膜层20上,另一种方式为将为将薄膜层20的一侧热熔形成粘合面,然后将装饰层10覆盖到粘合面上,以使装饰层10与薄膜层20贴合。无论使用哪种方式将装饰层10贴合到薄膜层20上,相对于传统的蒙布或者蒙皮操作,这种方式更容易保证装饰层10表面的平整度和粘和效果,从而有利于提高最终制得的产品品质和外观效果,同时还能提高产品的使用寿命。
78.具体的,本实施例中的薄膜层20在与装饰层10贴合之前为平面结构,因此,在将装饰层10贴附到薄膜层20的过程中,能够使得装饰层10能够简单且平整的贴附到薄膜层20上,不会像蒙布或者蒙皮工艺过程中受到由于产品边角位置空间的约束而导致不方便粘贴或者贴合不严密的问题,在将装饰层10贴合到薄膜层20上后,再对薄膜层20进行热压使其
形成与基材层40相适配的轮廓,而后再分割出与基材层40用于与基材层40结合的复合膜片100。这样一来,在生产过程中,能够批量在一组贴合的装饰层10与薄膜层20上分割出若干个复合膜片100,且由于在分割之前,装饰层10与薄膜层20贴合后已经直接或者/和经过热压后形成与基材层40相适应的轮廓,因此,分割后的得到的复合膜片100中装饰层10与薄膜层20一定是紧密贴合且边角完全一致的,且能够与基材层40相适配结合。
79.在一个具体的实施例中,在将装饰层10与薄膜层20贴合之前,需要在装饰层10开设第一定位孔,并在薄膜层20上与第一定位孔正对的位置开设第二定位孔,薄膜层20上设有图案层30,在装饰层10上与图案层30对应的位置开设视窗孔11,视窗孔11与第一定位孔的相对位置根据图案层30与第二定位孔的相对位置确定。
80.本实施例中,装饰层10为不透明材料制成,需要在装饰层10上开设视窗孔11来观察薄膜层20内侧的图案层30,通过在装饰层10与薄膜层20贴合之前,先分别在装饰层10和薄膜层20上开设第一定位孔、第二定位孔,确定图案层30与第二定位孔的相对位置,由于第一定位孔与第二定位孔位置正对,因此便可在装饰层10上根据图案层30与第二定位孔的相对位置来确定视窗孔11的位置,然后在装饰层10上开设视窗孔11,这样能够保证装饰层10上开设的视窗孔11能够准确观察到图案层30,同时,还方便后续塑型、分割和与基材层40结合步骤中对复合膜的定位,保证每个步骤中视窗孔11的相对位置,保证最终的产品上视窗孔11的精度。
81.在一个具体的实施例中,在一个具体的实施例中,成型件200上具有贯穿基材层40以及薄膜层20的功能孔50,具体的,本实施例中:
82.在薄膜层20与装饰层10贴合之前,在薄膜层20上开设第三定位孔,在用于对复合膜进行热压的装置上设置与第三定位孔适配的第一镶针;在用于对复合膜进行分割的装置上设置与第三定位孔适配的第二镶针;在用于让复合膜片100与基材层40进行结合的模具上设置与第三定位孔适配的第三镶针;
83.在热压成型过程中,让第三定位孔与第一镶针配合对复合膜片100进行定位后进行热压成型;
84.在分割过程中,让第三定位孔与第二镶针配合对复合膜片100进行定位后进行分割操作;
85.在复合膜片100与基材层40结合的过程中,将复合膜片100置于模具中后,让第三定位孔先与第三镶针配合,借助第三镶针堵塞第三定位孔,同时对复合膜片100进行定位,然后在模具内注塑形成基材层40,基材层40与复合膜片100结合后将第三镶针抽出以得到成型件200,同时于成型件200上形成贯穿基材层40与薄膜层20的功能孔50。
86.本实施例中,装饰层10上无需开设视窗孔11。
87.在一个具体的实施例中,装饰层10上需开设可视窗,成型件200上需开设贯穿复合膜片100以及基材层40的功能孔50。
88.本实施例中,在装饰层10与薄膜层20贴合之前,在装饰层10与薄膜层20上分别开设第四定位孔、第五定位孔,第四定位孔与第五定位孔位置正对,在复合膜片100与基材层40结合的过程中,借助镶针在基材层40上开设与第四定位孔、第五定位孔位置正对的孔,从而使得成型件200上形成贯穿整个成型件200的功能孔50。
89.在一个具体的实施例中,装饰层10上无需开设视窗孔11,在装饰层10与薄膜层20
贴合后,并分割为复合膜片100后,在复合膜片100上开设第六定位孔,第六定位孔用于在后续加工过程中对复合膜片100进行定位,以确保复合膜片100的加工效果理想。本实施例中,成型件200具有贯穿基材层40以及整个复合膜片100的功能孔50,在复合膜片100与基材层40结合的过程中,借助镶针在基材层40上开设与第六定位孔位置正对的孔,从而使得成型件200上形成贯穿整个成型件200的功能孔50。
90.在一个具体的实施例中,成型件50的壁厚较薄,功能孔50贯穿成型件50;本实施例中,先让复合膜片100与基材层40进行结合形成不具有功能孔50的成型件200,然后对成型件50进行冲切以在成型件上形成功能孔50。
91.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。