1.本发明涉及一种医学领域中的人工关节,尤其涉及一种生物固定人工关节假体及其制作方法与应用。
背景技术:
2.人工关节的长期安全性和有效性取决于如下两个重要因素:
①
假体与宿主骨之间的固定及其长期稳定性;
②
关节滑动面的耐磨损性能及磨屑的生物相容性。因此,在过去的二十多年里,人工关节材料和人工关节设计的发展史基本上都是围绕上述两大因素展开的。
3.现如今,以多孔金属为代表的生物固定技术和以陶瓷对高交联超高分子量聚乙烯为代表的摩擦副技术已经成为全球人工关节领域公认的"金标准",现代人工关节的骨固定面也基本为钛、钛合金、钽或羟基磷灰石涂层。
4.传统的人工关节的骨固定面为钴基合金,但由于其与宿主骨之间的生物相容性明显逊于钛,钽等金属,其已经基本退出现代关节生物固定面的材料选择。
5.然而,钴基合金若作为摩擦面,则其耐磨性能远远优于钛、钽金属及合金,因此钴基合金在现代人工关节的应用上基本局限于摩擦面,或以骨水泥固定为主的假体,如髋关节球头,膝关节骰骨髁及胫骨平台等。
6.近年来,钴基合金球头,因其腐蚀或磨损的产物(钴离子、微粒)对宿主骨及软组织的毒性的报导引起骨科医生的广泛关注,已在欧美等发达国家市场逐渐地被陶瓷球头,或表面陶瓷化的锆铌合金球头取代。
7.然而,由于陶瓷材料的抗冲击性能远逊于金属材料,以陶瓷材料为主体的假体在应力环境要求极高的膝关节置换的应用仍极为罕见,因此表面陶瓷化的锆铌合金(oxidized zirconium)在过去二十多年的临床应用中广受医生的欢迎。
8.表面陶瓷化的锆铌合金假体得到临床医生认可的主要原因在于其耐磨损,抗腐蚀,抗冲击破裂,以及无剥落风险的特质。赋予这些特质的主要因素归功于其独特的技术工艺:其一,锆铌合金的表面陶瓷面是通过特殊的热处理工艺直接从金属基体长出的致密的氧化锆,而非传统的陶瓷涂层;其二,该氧化锆表面与基体之间有一个在热处理过程中自然形成的过渡区,因此陶瓷面与基体之间不存在明显的界面。
9.近年来,钛基合金通过类似于锆铌合金表面陶瓷化的热处理技术也得到了一定的关注。因钛合金为人工关节最常用的材料且价格远低于锆铌合金,基于鋯铌合金或钛合金表面陶瓷化原理的热处理技术将具有更普遍的应用价值。
10.然而,钛基合金或者锆铌合金的金属表面陶瓷化的热处理工艺均具有以下特点:
①
基体金属必须通过高温(高于500摄氏度)在含有氧化气体的环境中进行热处理;
②
基体金属全部被热处理,则假体的全部表面包括摩擦面和固定面都无可避免地产生了氧化。
11.对于生物固定的假体,特别是含多孔金属固定面的假体,对其进行热处理之后,其多孔金属表面将会被氧化及陶瓷化,而陶瓷化的多孔结构将严重影响其强度和韧性。如果
多孔的金属固定面在热处理后的假体上通过高温烧结等结合,则严重影响已陶瓷化的表面,所以这种将整个基体金属在含有氧化气体的环境中进行热处理的方法不可行。
12.尽管已经经受了二十多年的临床实践,表面陶瓷化的锆铌合金假体在膝关节置换中仅有骨水泥固定一种形式,非骨水泥生物固定形式尚未实现,进一步的,在现有技术水平中,解决锆铌合金或钛合金多孔表面在高温热处理过程中防止氧化的难题依然存在。
13.因此,亟需提出一种新的技术方案来解决上述问题,从而实现锆铌合金或钛合金即具有陶瓷化的摩擦面又具有原金属特质的多孔面。
技术实现要素:
14.本发明的目的是解决现有技术中存在的问题,提供一种生物固定人工关节假体的制作方法,其采用的技术方案是:
15.一种生物固定人工关节假体的制作方法,包括如下步骤:
16.s1:通过三维软件设计具有保护装置的假体,得到数字化假体模型;
17.s2:用3d打印机将步骤s1得到的数字化假体模型一体打印成型,得到假体坯体,其中,所述假体坯体上具有固定面和摩擦面;
18.s3:对步骤s2所得的假体坯体进行残留杂质清理,烘干,烧结,将烧结后的假体坯体上保护装置的孔洞在真空条件下进行密封,得到一次预成型假体;
19.s4:对步骤s3获得的一次预成型假体的摩擦面进行打磨、抛光、清洗,再将其置入热处理炉中进行表面氧化处理,得到二次预成型假体;
20.s5:去除步骤s4获得的二次预成型假体上的保护装置,得到成型假体。
21.上述技术方案进一步的,步骤s2中,所述假体坯体具有假体固定面,
22.进一步的,所述假体固定面上设置有密封保护装置,所述保护装置上具有一个或多个孔洞,所述孔洞的直径大于0.5mm;保护装置与所述假体固定面之间具有通道,所述通道的宽度范围为0.5mm~50mm;
23.所述假体坯体通过逐层铺设假体基体金属粉末以及选择性粘结性剂沉积而成;
24.进一步的,步骤s2中,所述假体坯体还包括防烧结隔离层;
25.进一步的,所述防烧结隔离层设置在所述假体固定面与保护装置之间,所述防烧结隔离层包括耐高温反应的陶瓷材料;
26.进一步的,步骤s2中,所述3d打印机包括:选区激光熔融的3d打印机、选区电子束熔融的3d打印机、分别装有金属粉末和粘结剂的坯体成型打印机,以及具有双喷头的坯体成型3d打印机;
27.进一步的,所述双喷头中的一个喷出混合物,所述双喷头中的另一个喷出防烧结的陶瓷材料;
28.进一步的,所述混合物包括按一定比例混合的金属粉末与粘结剂的混合物。
29.进一步的,步骤s3中,所述残留杂质包括附着在所述坯体上的游离松散金属粉尘、介于假体固定面和保护层之间的粉尘颗粒物,以及坯体表面的粘结剂;
30.进一步的,将所述坯体置于真空炉中烧结成型后,在真空下对坯体保护层上的孔洞进行密封;
31.进一步的,通过物理方法利用真空和/或静电吸附去除附着在所述坯体上的游离
松散金属粉尘和介于假体固定面和保护层之间的粉尘颗粒物;
32.进一步的,通过相似相溶原理利用化学溶剂去除所述坯体表面的粘结剂;
33.进一步的,所述坯体在真空炉中的烧结温度低于金属材料的熔点;
34.进一步的,所述坯体保护层上的孔洞通过激光焊接进行密封。
35.进一步的,步骤s4中,所述一次预成型假体在高温含氧的热处理炉中进行表面氧化处理。
36.进一步的,步骤s5中,对所述二次预成型假体进行机加工去除所述保护装置。
37.本发明还提供一种由上述技术方案制得的生物固定人工关节假体,所述假体具有假体固定面和接触面,所述接触面包括摩擦面或滑动面,
38.进一步的,所述假体固定面包括多孔金属表面和无孔粗糙金属表面;
39.进一步的,所述摩擦面是通过对所述假体的基体金属进行表面氧化处理得到的氧化锆或氧化钛陶瓷表面;
40.进一步的,所述假体固定面和所述假体基体一体化成型;
41.进一步的,所述假体的基体金属材料包括锆铌合金、钛和钛合金中的一种或多种。
42.本发明还提供一种上述生物固定人工关节假体的用途,所述人工关节假体应用于生物固定膝关节的骰骨髁及胫骨平台、生物固定髋关节的髋臼杯,以及表面置换髋关节的球头。
43.与现有技术相比,本发明具有如下有益效果中的一个或多个:
44.1.本发明利用保护装置将不需进行表面氧化处理的假体固定面隔离保护起来,使得假体的基体金属在进行表面氧化处理时不波及到假体固定面处,保证了假体固定面处材料的强度和韧性;
45.2.本发明所述制作方法制得的假体既具有陶瓷化的摩擦面又具有原金属特质的多孔面,相比现有技术制得的假体,其通过改善加工方式,解决了基体金属表面全部被氧化及陶瓷化的问题,而陶瓷化的多孔结构将严重影响假体基体的强度和韧性;
46.3.本发明所述制作方法制得的假体含有一个摩擦面或滑动面及一个表面粗糙或多孔的生物固定面;该假体的摩擦面是由经过高温氧化热处理直接从基体长出的近似于陶瓷性能的氧化物,该假体的生物固定面则是保持了基体金属化学成分的粗糙或多孔结构,使得假体的不同部位具有不同的物理性质,提高了使用性能,其有针对性的改造使得该假体在被使用的过程中更符合人体环境的要求;
47.4.本发明所述制作方法的原理是用保护装置将所述假体不需表面氧化的部位隔离,在制作过程中,此保护装置与所述假体一体成型,密封性更好,隔离效果更好,保证了所述假体的基体金属只有裸露在保护装置外的部分被氧化;
48.5.本发明所述制作方法中因为假体保护装置的使用,使得假体固定面与氧气或活性气体隔绝,因此无化学反应,因抗烧结陶瓷层的存在,该假体的生物固定面与保护层之间无法再次产生烧结,从而可以在热处理后分离而不改变该固定面的化学和物理性能;
49.6.本发明所述制作方法中假体保护装置可以通过机加工从所述假体上去除,例如使用线切割去除所述假体保护装置的外围密封层,由于假体的生物固定面和保护层之间有一定宽度的通道或含有一层防烧结隔离层,因此经外围切割的保护装置将很容易地与假体本身分离;
50.7.本发明所述制作方法制得的假体为兼备摩擦面功能和仿生物固定面功能的假体,包括但不局限于人工膝关节骰骨髁,双滑动设计的人工膝关节胫骨平台,双滑动设计的人工髋关节髋臼杯,用于表面置换的髋关节骰骨球头等;该类假体兼备陶瓷摩擦面耐磨且抗腐蚀的性能,又保留了基体金属化学特质的生物固定面的可促进骨长上或骨长入的性能;
51.8.本发明所述假体及保护装置的成型方法包括:选区激光熔融3d打印法;选区电子束熔融3d打印法;通过逐层铺粉(假体的基体金属粉末)加选择性粘结性剂沉积形成坯体,然后通过高温真空烧结最终成型的方法;通过喷嘴挤压金属粉末与粘结剂的混合物而逐层地打印出坯体,并通过在假体的生物固定面与防氧化保护装置之间加入一层防高温烧结的陶瓷粉末的方法;
52.9.本发明所述假体及保护装置的成型方法可以实现该生物基体和固定面在后续的烧结及高温氧化过程中保持其基体金属的物理化学特质和仿生物固定面的原始几何形貌,制作出来的假体相比现有技术制得的假体更适应人体环境,更加具有实用性;
53.10.本发明所述制作方法主要是利用计算机软件和3d打印机来初步实现的,就现在科技发展的速度来说,这一步是容易实现的,且随着科技的进步,这一步的实现将会越来越方便,因此,本发明所述的制作方法是与时代接轨的,使得科技推动技术进步,技术发展推动科技进步,形成良性循环。
附图说明
54.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
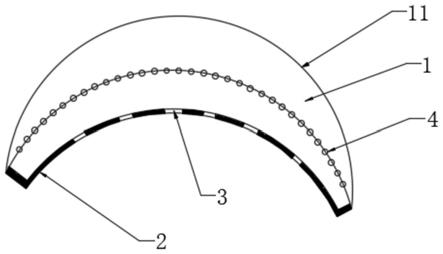
55.图1是本发明实施例中所述假体及保护装置的整体结构示意图;
56.图2是图1中的孔洞被密封后的假体及保护装置整体结构示意图;
57.图3是本发明实施例中所述假体在完全成型后的结构示意图;
58.图4是本发明实施例3中具有防烧结隔离层的假体及保护装置的整体结构示意图;
59.图5是图4去掉保护装置后的结构示意图。
60.其中,1-假体,11-摩擦面,2-保护装置,3-孔洞,4-假体固定面,5-防烧结隔离层。
具体实施方式
61.下面将结合本发明实施例的附图,对本发明实施例的技术方案进行清查、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
62.由于现有技术制得的假体在经过高温表面氧化处理时,假体固定面也会同时被氧化,如此便影响了假体固定面的金属特性,影响其强度和韧性,降低了使用性能,因此本发明提出了一种新的技术方案以解决上述问题。
63.本发明提供的制备生物固定人工关节假体的方法的原理如下:
64.第一,在假体的设计过程中,赋予假体固定表面一个防止高温氧化的密封保护装置;
65.第二,通过数字化增材制造或3d打印的方法将假体和防氧化保护装置一体成型;
66.第三,将打印成型后的假体的摩擦面进行初步抛光处理;
67.第四,将成型后的打印件在含氧的气体中进行高温热处理;
68.第五,去除经过热处理后的打印件的密封保护装置;
69.第六,对去除保护装置后的假体进行必要的后处理,如抛光,清洗等。
70.由本发明所述的制作方法制备的假体的基体材料为锆铌合金或钛及钛合金,该假体含有一个摩擦面或滑动面及一个表面粗糙或多孔的生物固定面。该假体的摩擦面是由经过高温氧化热处理直接从基体长出的近似于陶瓷性能的氧化物,该假体的生物固定面则是保持了基体金属化学成分的粗糙或多孔结构。
71.下面结合附图与实施例进一步说明本发明要旨。
72.实施例1:
73.请参见图1-3,本发明提供一种基于选区激光熔融(selective laser melting)或选区电子束熔融(selective electron beam melting)成型制作生物固定人工关节假体的方法,包括:
74.首先,设计工程师设计假体1及假体固定面4的密封保护装置2,并转化为可经3d打印成型的数字化模型,假体固定面4的密封层与假体固定面4之间有一个0.5mm至50mm宽度的通道,保护层有一个或多个直径大于0.5mm的孔洞,如图1所示;
75.再将假体1及保护装置2的数字化模型输入选区激光熔融或选区电子束熔融3d打印机,启动打印机,一次性成型该假体1及保护装置2;
76.再彻底去除打印件内外的游离松散金属粉末,包括介于假体固定面和保护面空间内的粉末,这些金属粉末将从孔洞3中排出;
77.再在真空中通过激光焊接或近似方法完全封死保护层的孔洞3,获得一次预成型假体,如图2所示;
78.再对假体1的摩擦面11进行初步的打磨及抛光处理,并清洗抛光后的假体1;
79.再将假体1置入高温含氧的热处理炉进行表面氧化处理,获得二次预成型假体;
80.再去除假体的密封保护装置,如图3所示;
81.最后,再对去除保护装置后的假体进行必要的后处理,如抛光,清洗等,获得完全成型的假体。
82.本发明还提供一种由上述制作方法制得的生物固定人工关节假体,如图3所示,所述假体1具有假体固定面4和接触面,所述接触面包括摩擦面11或滑动面,
83.所述假体固定面4包括多孔金属表面和无孔粗糙金属表面,所述假体固定面4用于与宿主骨生物固定,
84.所述摩擦面11是通过对所述假体1的基体金属进行表面氧化处理得到的氧化锆或氧化钛陶瓷表面,所述摩擦面11或滑动面具有滑动作用;
85.所述假体固定面4和所述假体基体1一体化成型,并在成型过程中在该假体固定面4周围同时打印出可防止氧化性气体渗透至假体固定面4的保护装置2,经过高温氧化处理后,该保护装置2通过机加工与假体1分离,而假体固定面4则保留了基体金属的化学特质;
86.所述假体1的基体金属材料包括锆铌合金、钛和钛合金中的一种或多种。
87.本发明制备的假体的基体材料为锆铌合金、钛或钛合金,该假体含有一个用于与宿主骨生物固定的多孔金属表面或无孔的粗糙金属表面及一个用于起滑动作用的摩擦面,该摩擦面是通过对基体金属表面进行高温氧化处理而生成的氧化锆或氧化钛陶瓷,该假体的生物固定面是通过增材制造或3d打印的方法和假体基体一起成型,并在成型过程中在该生物固定面周围同时打印出可防止氧化性气体渗透至生物固定面的保护装置,经过高温氧化处理后,该保护装置通过机加工与假体分离,而假体的生物固定面则保留了基体金属的化学特质。
88.进一步的,所述人工关节假体的应用范围包括:为生物固定膝关节的骰骨髁及胫骨平台、为生物固定髋关节的髋臼杯,以及用于表面置换髋关节的球头。该类假体兼备陶瓷摩擦面耐磨,抗腐蚀性能,和保留了基体金属化学特质的生物固定面的可促进骨长上或骨长入的性能。
89.实施例2:
90.请参见图1-3,本发明提供一种基于金属铺粉和粘结剂选区沉积(single jet passing and deposition)坯体成型烧结后成型的方法制作生物固定人工关节假体的方法,包括:
91.首先,设计工程师设计假体1及假体固定面4的密封保护装置2,并转化为可经3d打印成型的数字化模型,假体固定面4的密封层与假体1之间有一个0.5mm至50mm宽度的空间,保护层有一个或多个直径不小于0.5mm的孔洞3,如图1所示;
92.再将假体1及保护装置2的数字化模型输入分别装有金属粉末和粘结剂的坯体成型打印机(如desktop metal“single jet passing deposition”production system),启动打印机,一次性成型假体及保护装置的坯体;
93.再去除坯体内外的残余粉末,特别是假体1与保护层空间内的残余粉末,所述粉末从孔洞3中排出;
94.再通过相关溶剂去除坯体中的粘结剂,然后烘干,所述粘结剂从孔洞3中蒸发排出;
95.再将坯体置于真空炉中烧结成型;
96.再在真空中通过激光焊接或近似方法密封住保护层的所有孔洞3,获得一次预成型假体,如图2所示;
97.再对假体1的摩擦面11进行初步的打磨及抛光处理,并清洗干净;
98.再将假体置入高温含氧的热处理炉进行表面氧化处理,获得二次预成型假体;
99.再去除假体1的密封保护装置2,如图3所示;
100.最后,对去除了保护装置2的假体1进行必要的后处理,如抛光,清洗等,获得完全成型的假体。
101.在一种实施例中,可以通过物理方法利用真空和/或静电吸附去除附着在所述坯体上的游离松散金属粉尘和介于假体固定面和保护层之间的粉尘颗粒物。
102.在一种实施例中,可通过相似相溶原理利用化学溶剂去除所述坯体表面的粘结剂。
103.本发明还提供一种由上述制作方法制得的生物固定人工关节假体,如图3所示,所
述假体1具有假体固定面4和接触面,所述接触面包括摩擦面11或滑动面,
104.所述假体固定面包括多孔金属表面和无孔粗糙金属表面,所述假体固定面4用于与宿主骨生物固定,
105.所述摩擦面11是通过对所述假体1的基体金属进行表面氧化处理得到的氧化锆或氧化钛陶瓷表面,所述摩擦面11或滑动面具有滑动作用;
106.所述假体固定面4和所述假体基体1一体化成型,并在成型过程中在该假体固定面周围同时打印出可防止氧化性气体渗透至假体固定面4的保护装置2,经过高温氧化处理后,该保护装置2通过机加工与假体1分离,而假体固定面4则保留了基体金属的化学特质;
107.所述假体1的基体金属材料包括锆铌合金、钛和钛合金中的一种或多种。
108.本发明制备的假体的基体材料为锆铌合金、钛或钛合金,该假体含有一个用于与宿主骨生物固定的多孔金属表面或无孔的粗糙金属表面及一个用于起滑动作用的摩擦面,该摩擦面是通过对基体金属表面进行高温氧化处理而生成的氧化锆或氧化钛陶瓷,该假体的生物固定面是通过增材制造或3d打印的方法和假体基体一起成型,并在成型过程中在该生物固定面周围同时打印出可防止氧化性气体渗透至生物固定面的保护装置,经过高温氧化处理后,该保护装置通过机加工与假体分离,而假体的生物固定面则保留了基体金属的化学特质。
109.进一步的,所述人工关节假体的应用范围包括:为生物固定膝关节的骰骨髁及胫骨平台、为生物固定髋关节的髋臼杯,以及用于表面置换髋关节的球头。该类假体兼备陶瓷摩擦面耐磨,抗腐蚀性能,和保留了基体金属化学特质的生物固定面的可促进骨长上或骨长入的性能。
110.实施例3:
111.请参见图4-5,本发明提供一种基于结合金属沉积(binder metal deposition)坯体成型再烧结成型的方法制作生物固定人工关节假体的方法,包括:
112.首先,设计工程师设计出假体1及假体固定面4的保护装置2,然后将设计转化为可通过数字化3d打印成型的数字化模型,该设计的假体生物固定面4和保护装置2之间有一层可防止假体固定面4与保护装置2在高温环境下发生反应(烧结)的防烧结隔离层5(anti-sintering agent),该防烧结隔离层5一般为抗高温反应的陶瓷材料,如图4所示;
113.再将假体1及保护装置2的数字化模型输入一种特殊的具有双喷头的坯体成型3d打印机,如desktop metal的“studio system”或markforged“metal x”system,该类型的打印机一般有二个不同的原料盒和对应的喷头,第一个原料盒装有已经按比例混合好金属粉末与粘结剂的混合物,第二个原料盒装有防烧结的陶瓷材料;启动打印机,一次性地成型假体1及保护装置2的坯体;
114.再通过相关溶剂去除坯体中的粘合剂,然后烘干,所述粘结剂从孔洞3中蒸发排出;
115.再将坯体置入高温真空炉中,在略低于该假体金属材料熔点的温度下烧结成型;
116.再对烧结后的假体1的摩擦面11进行必要的打磨及抛光处理;
117.再将经步骤s5处理好的烧结件置入热处理炉,在高温及含氧环境下进行表面氧化处理;因致密的外围保护层的存在,假体1的假体固定面4与氧气或活性气体隔绝,因此无化学反应,因抗烧结隔离层5的存在,该假体的假体固定面4与保护层之间无法再次产生烧结,
从而可以在热处理后分离而不改变该固定面的化学和物理性能;
118.再通过机加工如线切割等,去除保护装置2的外围密封层,由于假体的假体固定面4和保护层之间含有一层防烧结隔离层5,经外围切割的保护装置2将很容易地与假体本身分离,如图5所示。
119.最后,将剥离了保护装置2的假体1进行必要的后处理,如抛光,清洗等,获得成型假体。
120.在一种实施例中,通过物理方法利用真空和/或静电吸附去除附着在所述坯体上的游离松散金属粉尘和介于假体固定面和保护层之间的粉尘颗粒物。
121.在一种实施例中,通过相似相溶原理利用化学溶剂去除所述坯体表面的粘结剂。
122.上述人工关节假体及固定面防氧化保护装置的成型方法为通过喷嘴挤压金属粉末与粘结剂的混合物而逐层地打印出坯体,并通过在假体的生物固定面与防氧化保护装置之间加入一层防高温烧结的陶瓷粉末,来实现该生物固定面在后续的烧结及高温氧化过程中保持其基体金属的化学特质和骨固定面的原始几何形貌。
123.本发明还提供一种由上述制作方法制得的生物固定人工关节假体,如图3所示,所述假体1具有假体固定面4和接触面,所述接触面包括摩擦面11或滑动面,
124.所述假体固定面4包括多孔金属表面和无孔粗糙金属表面,所述假体固定面4用于与宿主骨生物固定,
125.所述摩擦面11是通过对所述假体1的基体金属进行表面氧化处理得到的氧化锆或氧化钛陶瓷表面,所述摩擦面11或滑动面具有滑动作用;
126.所述假体固定面4和所述假体基体1一体化成型,并在成型过程中在该假体固定面4周围同时打印出可防止氧化性气体渗透至假体固定面4的保护装置2,经过高温氧化处理后,该保护装置2通过机加工与假体1分离,而假体固定面4则保留了基体金属的化学特质;
127.所述假体1的基体金属材料包括锆铌合金、钛和钛合金中的一种或多种。
128.本发明制备的假体的基体材料为锆铌合金、钛或钛合金,该假体含有一个用于与宿主骨生物固定的多孔金属表面或无孔的粗糙金属表面及一个用于起滑动作用的摩擦面,该摩擦面是通过对基体金属表面进行高温氧化处理而生成的氧化锆或氧化钛陶瓷,该假体的生物固定面是通过增材制造或3d打印的方法和假体基体一起成型,并在成型过程中在该生物固定面周围同时打印出可防止氧化性气体渗透至生物固定面的保护装置,经过高温氧化处理后,该保护装置通过机加工与假体分离,而假体的生物固定面则保留了基体金属的化学特质。
129.进一步的,所述人工关节假体的应用范围包括:为生物固定膝关节的骰骨髁及胫骨平台、为生物固定髋关节的髋臼杯,以及用于表面置换髋关节的球头。该类假体兼备陶瓷摩擦面耐磨,抗腐蚀性能,和保留了基体金属化学特质的生物固定面的可促进骨长上或骨长入的性能。
130.结合上述实施例1~3,本发明提供的一种生物固定人工关节假体及其制作方法与应用,确实解决了现有技术存在的问题,给医疗领域提供了一种性能更好,更符合人体环境需要的假体。
131.本发明利用保护装置将不需进行表面氧化处理的假体固定面隔离保护起来,使得假体的基体金属在进行表面氧化处理时不波及到假体固定面处,保证了假体固定面处材料
的强度和韧性;
132.本发明所述制作方法制得的假体既具有陶瓷化的摩擦面又具有原金属特质的多孔面,相比现有技术制得的假体,其通过改善加工方式,解决了基体金属表面全部被氧化及陶瓷化的问题,而陶瓷化的多孔结构将严重影响假体基体的强度和韧性;
133.本发明所述制作方法制得的假体含有一个摩擦面或滑动面及一个表面粗糙或多孔的生物固定面;该假体的摩擦面是由经过高温氧化热处理直接从基体长出的近似于陶瓷性能的氧化物,该假体的生物固定面则是保持了基体金属化学成分的粗糙或多孔结构,使得假体的不同部位具有不同的物理性质,提高了使用性能,其有针对性的改造使得该假体在被使用的过程中更符合人体环境的要求;
134.本发明所述制作方法的原理是用保护装置将所述假体不需表面氧化的部位隔离,在制作过程中,此保护装置与所述假体一体成型,密封性更好,隔离效果更好,保证了所述假体的基体金属只有裸露在保护装置外的部分被氧化;
135.本发明所述制作方法中因为假体保护装置的使用,使得假体固定面与氧气或活性气体隔绝,因此无化学反应,因抗烧结陶瓷层的存在,该假体的生物固定面与保护层之间无法再次产生烧结,从而可以在热处理后分离而不改变该固定面的化学和物理性能;
136.本发明所述制作方法中假体保护装置可以通过机加工从所述假体上去除,例如使用线切割去除所述假体保护装置的外围密封层,由于假体的生物固定面和保护层之间含有一层防烧结隔离层,因此经外围切割的保护装置将很容易地与假体本身分离;
137.本发明所述制作方法制得的假体为兼备摩擦面功能和骨固定面功能的假体,包括但不局限于人工膝关节骰骨髁,双滑动设计的人工膝关节胫骨平台,双滑动设计的人工髋关节髋臼杯,用于表面置换的髋关节骰骨球头等;该类假体兼备陶瓷摩擦面耐磨且抗腐蚀的性能,又保留了基体金属化学特质的生物固定面的可促进骨长上或骨长入的性能;
138.本发明所述假体及保护装置的成型方法可以实现该生物基体和固定面在后续的烧结及高温氧化过程中保持其基体金属的物理化学特质和骨固定面的原始几何形貌,制作出来的假体相比现有技术制得的假体更适应人体环境,更加具有实用性;
139.本发明所述制作方法主要是利用计算机软件和3d打印机来初步实现的,就现在科技发展的速度来说,这一步是容易实现的,且随着科技的进步,这一步的实现将会越来越方便,因此,本发明所述的制作方法是与时代接轨的,使得科技推动技术进步,技术发展推动科技进步,形成良性循环。
140.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域人员可以将本说明书中描述的不同实施例或示例进行接合和组合。
141.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。