1.本发明涉及针刺毡的技术领域,尤其是涉及一种循环针刺型厚毡及其加工工艺。
背景技术:
2.随着人们环保意识的增强,针刺毡的应用范围不断扩大,在高温净化、隔热、保温等领域,针刺毡的耐温、化学稳定、防腐、吸附等性能的要求越来越高。在冶炼炉1300
°
以上冶炼过程中,需要将厚度很厚的针刺毡经过碳化后形成硬质炭毡,采用硬质炭毡对冶炼炉进行隔热、保温。
3.公告号为cn101012600的中国发明专利公开了一种超厚玻璃纤维针刺毡及其制造方法,包括铺叠在一起的多层玻璃纤维毡网,玻璃纤维毡网为玻璃短丝纤维毡网,多层毡网各层之间间隔穿插有针刺形成的垂向短丝纤维,垂向短丝纤维与毡网各层纤维互相联结,垂向短丝纤维包括从多层玻璃纤维毡网的上表面穿插在多层玻璃纤维毡网内的上垂向短丝纤维及从多层玻璃纤维毡网的下表面穿插在多层玻璃纤维毡网内的下垂向短丝纤维,针刺毡的厚度为25-50mm。该针刺毡具有良好的耐温、防腐性能、过滤性能。
4.但是上述技术方案存在以下缺陷:采用上述制造方法在针刺时,将铺叠在一起的多层玻璃纤维网直接针刺,生产出的针刺毡厚度为25-50 mm;由于刺针的针程范围有限,当需要加工更高厚度的针刺毡时,刺针难以刺穿下层的针刺毡,影响了针刺效果,导致产品强度下降,所以需要使用高厚度的针刺毡时,一般会重叠多层针刺毡粘连使用,但是粘连成型的针刺毡,在使用过程中效果不稳定,无法更好的满足使用要求。
5.因此根据使用需求,生产一种高厚度的针刺毡是亟待解决的问题。
技术实现要素:
6.针对现有技术存在的不足,本发明的目的是提供一种循环针刺型厚毡及其加工工艺。
7.本发明的上述发明目的是通过以下技术方案得以实现的:一种循环针刺型厚毡,包括毡网基层以及待针刺毡层,采用针刺工艺将所述待针刺毡层循环缠绕包覆在毡网基层的表面,直至达到所需厚度的厚毡,所述厚毡的厚度大于50mm。
8.通过采用上述技术方案,采用循环针刺的方式,刺针可在一定深度范围内将待针刺毡层循环缠绕包覆在毡网基层的表面,避免刺针直接穿过所需厚度的厚毡,进而提高了厚毡的强度,最终可达到所需厚度的厚毡,以满足对超高温的冶炼炉隔热,避免出现多个针刺毡相互粘接使用的情况,有效的提高了使用效果。
9.本发明进一步设置为:所述厚毡的厚度为50mm~100mm。
10.通过采用上述技术方案,通过针刺循环加工的厚毡的厚度为50mm~100 mm,可根据实际使用需求,直接对一定厚度的厚毡碳化,减少了人工将多个针刺毡相互粘连固定的时间和工序,提高了对超高温冶炼炉隔热的使用效果。
11.本发明进一步设置为:所述毡网基层和待针刺毡层均为复合型针刺毡层,所述复
合型针刺毡层包括由上至下依次针刺连接的耐高温针刺毡层、耐腐蚀基布层以及耐酸碱针刺毡层。
12.通过采用上述技术方案,由于冶炼炉在冶炼过程中的温度为1300℃左右,采用耐高温针刺毡层、耐腐蚀基布层和耐酸碱针刺毡层组合形成的复合型针刺毡层,具有耐高温、耐腐蚀、耐酸碱的性能,由于厚毡由若干复合型针刺毡层针刺连接形成,进而加强了厚毡的使用效果,以满足对超高温冶炼炉的隔热。
13.本发明进一步设置为:所述耐高温针刺毡层采用第一经线和第一纬线梳理成网,所述第一经线为pbo纤维,所述第一纬线为石墨纤维。
14.通过采用上述技术方案,pbo纤维具有高强度、耐热性高和难燃性高的特点,pbo纤维的耐热温度可达到600℃;石墨纤维具有高强度、耐热冲击好、热膨胀系数小的特点,在无氧环境下可耐3500℃,抗燃性和导电性优良,且耐腐蚀性能好;利用纤维梳理机将pbo纤维和石墨纤维梳理制成网状纤维薄毡,最终可得到耐高温针刺毡,使得复合型针刺毡具有耐高温的优点,加强了厚毡对冶炼炉的隔热效果。
15.本发明进一步设置为:所述耐腐蚀基布层是由第二经线和第二纬线经过梳理成网形成的过滤基布,所述第二纬线为玄武岩纤维,所述第二经线为耐腐蚀复合纤维,所述耐腐蚀复合纤维采用维聚酰亚胺纤维和涤纶纤维纺制而成。
16.通过采用上述技术方案,涤纶纤维具有模量高、强度高、耐热性能好等特点,但是涤纶纤维受热热熔、分解、燃烧,具有熔滴滴落的现象;聚酰亚胺纤维具有耐高低温特性、阻燃性好、不溶滴的优点,且离火自熄,具有极佳的隔温性能;将涤纶纤维和聚酰亚胺纤维混合作为第二经线,使得第二经线具有强度高、阻燃性能好、不熔滴的优点;作为第二纬线的玄武岩纤维具有电绝缘、耐高温、耐腐蚀等性能。
17.利用纤维梳理机将第二经线和第二纬线进行梳理纺制,使得耐腐蚀基布层具有耐腐蚀、耐高温、高强度的优点;由于冶炼过程中,冶炼炉温度过高且炉内有气体腐蚀,耐腐蚀基布层的设置,可避免厚毡在对冶炼炉隔热时,出现腐蚀、损坏的现象,进一步加强了复合型针刺毡层的化学稳定性能,从而提高了厚毡使用效果。
18.本发明进一步设置为:所述耐酸碱针刺毡层采用第三经线和第三纬线梳理成网,所述第三经线和第三纬线均为耐酸碱复合纤维,所述耐酸碱复合纤维由富强粘胶纤维和聚四氟乙烯纤维纺制而成。
19.通过采用上述技术方案,富强纤维具有高粘度、耐碱性好的优点;聚四氟乙烯纤维具有强度高、化学稳定性好、耐腐蚀性能好的优点,且聚四氟乙烯纤维织物可作高温下腐蚀性气体及酸、碱雾滴的过滤材料,进而将耐酸碱复合纤维分别作为第三经线和第三纬线并经过纤维梳理机梳理成网状纤维薄毡,使得耐酸碱针刺毡层具有强度高、耐酸碱性能好的特性。
20.当冶炼炉内有特殊的强酸碱的液体时,会散发出含酸含碱等腐蚀性气体,由于耐酸碱针刺毡层具有良好的耐酸碱性能,加强了复合型针刺毡层的化学稳定性能,有效的提高了厚毡的强度和使用效果。
21.本发明的另一目的在于提供一种循环针刺型厚毡的加工工艺,可以实现上述厚毡的加工。
22.一种循环针刺型厚毡的加工工艺,包括以下步骤:
步骤 s1:预先准备毡网基层以及待针刺毡层;步骤s2:将毡网基层缠绕在两个支撑辊之间,采用针刺工艺将毡网基层的首尾端针刺连接;步骤s3:采用针刺工艺将待针刺毡层的起始端与毡网基层的表面针刺连接;步骤s4:转动支撑辊,采用针刺工艺持续针刺,直至达到所需厚度的针刺型厚毡。
23.通过采用上述技术方案,首先将毡网基层缠绕在两个支撑辊之间,利用针刺机将毡网基层的首尾端相连;其次将待针刺毡层的起始端针刺连接在毡网基层的表面;然后转动两个支撑辊,通过支撑辊的进给力,毡网基层沿着支撑辊的滚动方向循环运动,进而带动待针刺毡层与毡网基层同步运动,实现了对待针刺毡层的持续上料;随着待针刺毡层上料的同时,针刺机持续的针刺工作,进而可将待针刺毡层循环针刺连接在毡网基层上,以便达到所需厚度的厚毡。
24.由于待针刺毡层循环上料,进而在针刺时,针刺机始终对一定深度范围内的待针刺毡层针刺连接,可避免在针刺时,对超出针刺范围内的下层的待针刺毡层多次针刺,导致出现纤维损伤、刺针损坏的现象,从而降低了刺针效果,影响了厚毡的强度;采用上述加工工艺生产的厚毡,可用于生产高厚度的厚毡,不需要刺针直接穿过所需厚度的厚毡,提高了产品的强度,以满足使用需求。
25.本发明进一步设置为:所述步骤s2中的支撑辊的圆周外壁绕制有表面粗糙的麻布料卷层,所述毡网基层的首尾端针刺连接后,其内环壁抵触在麻布料卷层的外表面。
26.通过采用上述技术方案,在传送毡网基层时,由于支撑辊为光滑表面,与毡网基层之间的摩擦力较小,难以对毡网基层提供进给力,导致毡网基层不循环转动;通过设置表面粗糙的麻布料卷层,麻布料卷层与毡网基层的内环壁相接触,进而增加了两者之间的摩擦力,可稳定的传送毡网基层,以便实现循环针刺加工,提高了针刺效率。
27.本发明进一步设置为:所述步骤s4中的针刺密度为120~180针/cm2,所述支撑辊的线速度为3~6m/min。
28.通过采用上述技术方案,若针刺密度小于120针/cm2,容易出现针刺密度过小,降低厚毡的强度;若针刺密度大于180针/cm2,容易出现针刺密度过大,导致纤维损伤,使产品强度下降,甚至刺针断裂,因此设置针刺密度的范围为120~180针/cm2,以便根据产品性能规定的要求,取得良好的针刺效果,提高厚毡的强度。
29.由于支撑辊的滚动速度与针刺速度成正比,通过设置支撑辊的滚动速度,可控制针刺速度,若支撑辊的线速度小于3m/min,进而针刺速度过小,针刺效率过低;若支撑辊的线速度大于6m/min,进而针刺速度过大,容易出现刺针折断的现象,通过设置支撑辊的线速度为3~6m/min,控制了针刺速度,以便能够稳定的将待针刺毡层针刺连接在毡网基层上,提高了加工过程的稳定性。
30.本发明进一步设置为:所述步骤s4中还包括用于承托支撑辊的支架,所述支架上且位于两支撑辊之间转动设有若干导向辊,所述导向辊的轴向与支撑辊的轴向同向。
31.通过采用上述技术方案,导向辊的设置,对毡网基层的传送起到导向和承托作用,避免当两个支撑辊之间间距过大,且加工的厚毡的厚度还较小时,导致厚毡重量较轻并掉落至地面,影响了传送过程的稳定性。
32.综上所述,本发明的有益技术效果为:
1.采用循环针刺的方式,刺针可在一定范围内将待针刺毡层循环缠绕包覆在毡网基层的表面,不需要刺针直接穿过所需厚度的厚毡,以便达到所需厚度的厚毡,提高了厚毡的强度,以满足使用需求;2.厚毡的厚度为50mm~100mm,可用于对超高温冶炼炉的隔热防护,不需要将多个针刺毡相互粘连使用,提高了使用效果;3.设置针刺密度为20~180针/cm2,可避免针刺密度过大,导致纤维损伤或产品强度下降的现象,有效的提高了厚毡的强度;4.由于支撑辊的滚动速度与针刺速度成正比,设置支撑辊的线速度为3~6m/min,可避免针刺速度过大,出现刺针折断现象,提高了针刺过程的稳定性;5.当冶炼炉内有特殊的强碱酸液体时,由于炉内温度较高,容易散发出含酸碱的腐蚀性气体,由于复合型针刺毡层具有耐高温、耐腐蚀、耐酸碱的特点,且厚毡由若干层复合型针刺毡针刺成型,进而有效的提高了厚毡的使用效果,延长了厚毡的使用寿命。
附图说明
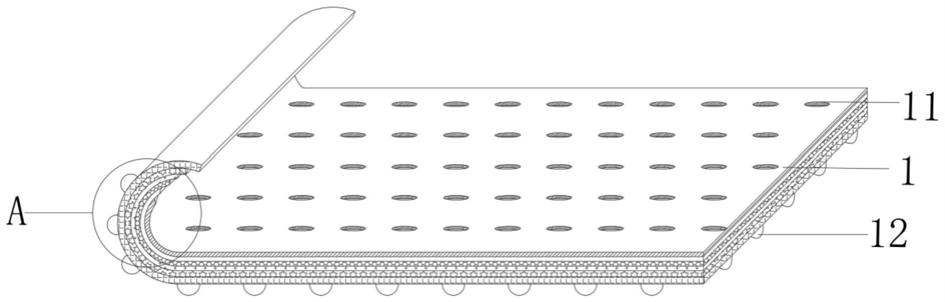
33.图1是实施例一中毡网基层与待针刺粘层之间位置关系的示意图。
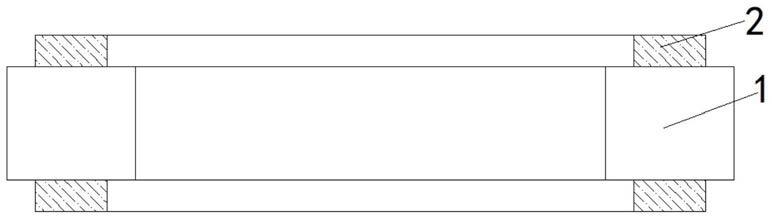
34.图2是用于体现复合针刺粘层的具体结构示意图。
35.图3是用于体现实施例二中毡网基层与支撑辊之间位置关系的示意图。
36.附图标记:1、毡网基层;2、待针刺毡层;3、复合型针刺毡层;31、耐高温针刺毡层;32、耐腐蚀基布层;33、耐酸碱针刺毡层;4、支撑辊;5、麻布料卷层;6、支架;7、导向辊。
具体实施方式
37.以下结合附图对本发明作进一步详细说明。
38.实施例一:参照图1,为本发明公开的一种循环针刺型厚毡,包括同等厚度的毡网基层1和待针刺毡层2,利用针刺机将待针刺毡层2循环针刺连接在毡网基层1的表面,进而在针刺时,刺针始终对一定范围内层数的待针刺毡层2针刺加工,避免刺针直接穿刺所需厚度的厚毡,加强了针刺效果,提高了厚毡的强度。
39.本实施例中,采用循环针刺的方式,可达到所需厚度的厚毡,厚毡的厚度范围优选为50mm~100mm,进而当需要对超高温的冶炼炉隔热用时,避免多个针刺毡相互粘接使用,提高了使用效果。
40.参照图1和图2,毡网基层1和待针刺毡层2均为复合型针刺毡层3,复合型针刺毡层3包括耐腐蚀基布层32,紧贴耐腐蚀基布层32的上、下表面分别针刺连接有耐高温针刺毡层31和耐酸碱针刺毡层33,耐腐蚀基布层32、耐高温针刺毡层31和耐酸碱针刺毡层33均为网状纤维薄毡。
41.当需要对超高温冶炼炉的隔热时,由于炉内有特殊的强酸碱液体,容易散发出含酸碱的腐蚀性气体,通过针刺连接耐高温针刺毡层31、耐腐蚀基布层32和耐酸碱针刺毡层33,使得复合型针刺毡层3具有良好的耐高温、耐腐蚀、耐酸碱性能,因此,采用若干层复合型针刺毡层3针刺成型的厚毡具有良好的隔热效果以及化学稳定性能,延长了厚毡的使用寿命。
42.参照图2,耐高温针刺毡层31采用第一经线和第一纬线经过纤维梳理机梳理纺制成网状纤维薄毡,第一经线为pbo纤维,第一纬线为石墨纤维,pbo纤维具有高强度、耐热性高和难燃性高的特点,pbo纤维的耐热温度可达到600℃;石墨纤维具有高强度、耐热冲击好、热膨胀系数小的特点,在无氧环境下可耐3500℃,抗燃性和导电性优良,且耐腐蚀性能好;耐高温针刺毡层31的设置,有效的加强了复合型针刺毡层3的强度以及耐高温性能,以便厚毡能够对超高温的冶炼炉进行隔热,使用效果好。
43.参照图2,耐腐蚀基布层32是由第二经线和第二纬线经过纤维梳理机梳理纺制而成的过滤基布,第二经线为耐腐蚀复合纤维,耐腐蚀复合纤维由维聚酰亚胺纤维和涤纶纤维纺制而成,第二纬线为玄武岩纤维,玄武岩纤维具有电绝缘、耐高温、耐腐蚀等性能;聚酰亚胺纤维具有耐高低温特性、阻燃性好、不溶滴的优点,且离火自熄,具有极佳的隔温性能;涤纶纤维具有模量高、强度高、耐热性能好等特点,但是涤纶纤维受热热熔、分解、燃烧,具有熔滴滴落的现象,因此将涤纶纤维和聚酰亚胺纤维混合纺制,得到具有强度高、阻燃性能好、不熔滴的耐腐蚀复合纤维;使得耐腐蚀基布层32达到良好的耐高温、耐腐蚀的优点,进一步加强了复合型针刺毡层3的强度以及耐腐蚀性能,提高了厚毡的使用效果。
44.参照图2,耐酸碱针刺毡层33由第三经线和第三纬线经过纤维梳理机梳理成网状纤维薄毡,第三经线和第三纬线均为耐酸碱复合纤维,耐酸碱复合纤维由富强纤维和聚四氟乙烯纤维混合纺制而成,富强纤维具有高粘度、耐碱性好的优点;聚四氟乙烯纤维具有强度高、化学稳定性好、耐腐蚀性能好的优点,且聚四氟乙烯纤维织物可作高温下腐蚀性气体及酸、碱雾滴的过滤材料,进而由耐酸碱复合纤维纺制而成的复合型针刺毡层3,具有良好的耐酸碱性能,延长了厚毡的使用寿命。
45.实施例二:参照图3,一种循环针刺型厚毡的加工工艺,包括以下步骤:步骤 s1:预先准备毡网基层1和待针刺毡层2,待针刺毡层2呈卷状缠绕设置在牵引架上;步骤s2:将毡网基层1缠绕在两个支撑辊4之间,然后利用针刺机将毡网基层1的首尾端针刺连接,使得毡网基层1呈环状并缠绕包覆在两个支撑辊4上;步骤s3:利用针刺机将待针刺毡层2的起始端与毡网基层1的表面针刺连接;步骤s4:转动支撑辊4,支撑辊4对毡网基层1提供进给力,设定支撑辊4的线速度为3~6m/min,毡网基层1环绕两个支撑辊4循环转动,同时待针刺毡层2随着毡网基层1同步运动,利用针刺机持续针刺,设定针刺机的针刺密度为120~180针/ cm2,实现了将待针刺毡层2循环针刺连接在毡网基层1的表面,直至达到所需厚度的针刺型厚毡。
46.在针刺加工时,通过动力源驱动支撑辊4转动,带动毡网基层1在两个支撑辊4上循环传动,由于待针刺毡层2的起始端针刺连接在毡网基层1,进而带动待针刺毡层2与毡网基层1同步运动;当一层待针刺毡层2循环针刺连接在毡网基层1的上表面后,由于带针刺毡层成卷设置,进而在加工过程中,通过支撑辊4的进给力,实现了待针刺毡层2持续上料,同时利用针刺机持续针刺,最终达到循环针刺的目的,以便加工至所需厚度的厚毡。
47.针刺机的针刺密度为120~180针/ cm2,若针刺机的针刺密度小于120针/ cm2,容易出现针刺密度过小,降低了厚毡的强度,若针刺机的针刺密度大于180针/ cm2,容易出现针刺密度过大,容易出现纤维损伤、刺针断裂的现象,使得产品强度下降;本实施例中,针刺
机的针刺密度优选为146针/ cm2,使得针刺密度达到产品规定的性能要求,以便取得良好的针刺效果,进而加强了厚毡的强度。
48.由于针刺速度与支撑辊4的滚动速度成正比,设置支撑辊4的线速度为3~6m/min,若支撑辊4的线速度小于3m/min,针刺速度较慢,导致加工效率变低;若支撑辊4的线速度大于6m/min,针刺速度较快,导致加工效率过高,容易出现折断刺针的现象;本实施例中,支撑辊4的线速度优选为4.5m/min,可避免针刺速度过低或过高,影响针刺效果,以便稳定加工厚毡。
49.在针刺时,待针刺毡层2循环上料,由于随着针刺数量增加,会增大针刺阻力,容易导致纤维损伤、刺针损坏,影响刺针效果,进而降低了厚毡的强度,本实施例中,针刺机的针刺深度1.5~15mm,刺针深度优选为1.8 mm,每层待针刺毡层2的厚度为1 mm,进而针刺机始终在设定的针刺深度范围针刺加工,可避免在针刺时,对下层已针刺毡层针刺多次,提高了厚毡的强度;因此,采用上述加工工艺生产的厚毡,可用于生产高厚度的厚毡,以满足使用需求,适用范围广。
50.参照图3,步骤s2中的支撑辊4的圆周外壁上绕制有表面粗糙的麻布料卷层5,毡网基层1的下表面抵触在麻布料卷层5的外表面,麻布料卷层5的设置,增大了支撑辊4传送毡网基层1的摩擦力,以便将毡网基层1循环传送,从而可将待针刺毡层2循环针刺连接在毡网基层1的上表面,提高了针刺效率。
51.参照图3,两个支撑辊4之间设有支架6,支撑辊4的两端与支架6转动连接,支架6上且位于两个支撑辊4之间转动设有若干导向辊7,导向辊7的轴向与支撑辊4的轴向同向;在传送毡网基层1的过程中,毡网基层1的下表面与导向辊7的周壁接触,提高了传送过程的稳定性;同时导向辊7对毡网基层1起到承托作用,避免两个支撑辊4之间间距过大且所针刺的厚毡的厚度小时,导致厚毡重量较轻并掉落至地面,影响了传送过程的稳定性。
52.本实施例的实施原理为:首先将毡网基层1缠绕在两个支撑辊4之间,利用针刺机将支撑辊4的首尾端针刺连接;其次利用针刺机,将待针刺毡层2的起始端针刺连接在毡网基层1的上表面;然后转动两个支撑辊4,毡网基层1随着两个支撑辊4的滚动循环运动,进而带动待针刺毡层2与毡网基层1同步运动;同时利用针刺机对待针刺毡层2持续针刺,最终可将待针刺毡层2循环针刺在毡网基层1上,周而复始,最终达到所需厚度的厚毡。
53.本具体实施方式的实施例均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。