1.本发明涉及功能材料制备和有机固废资源化技术领域,具体涉及一种酒糟基固体酸催化剂及其制备方法与应用。
背景技术:
2.随着社会发展进程的不断加快,化石能源的短缺以及其利用过程中引发的环境污染问题使人类迫切开发清洁能源。作为典型的木质纤维素生物质,农林废弃物是一种清洁可再生的能源,具有来源丰富、价格低廉、再生性强、清洁环保等优点,开发利用生物质能对缓解能源危机、降低资源浪费、减少环境污染、减缓温室效应具有重要意义。农林废弃物具有复杂的纤维素
‑
半纤维素
‑
木质素交联结构,抗降解能力强,水解产糖是其资源化利用过程中的限速步骤。不同的处理方法被用在破解生物质,其中传统液体酸在催化农林废弃物降解上表现出一定的优势,但液体酸腐蚀性强、难以分离、回收难、重复利用性能差等不足。因此,开发新的、绿色的、高催化性能且可重复使用的催化材料成为了解决农林废弃物催化水解的关键。固体酸催化剂的使用为解决液体酸提供了新的思路,近年来,生物基固体酸作为一种全新的可替代液体酸的强酸材料收到广泛关注。
3.酒糟作为酿酒产业的主要副产物不仅体量大且产出较为集中,通常被用作生产饲料、有机肥料、生物燃料、化工原料、食品及保健品等。我国是白酒生产的主产区,酿酒废弃物酒糟主要是以高粱和小麦为原料经蒸煮、发酵、蒸馏后产生的残留物,其中含有丰富的粗纤维、蛋白、脂肪、淀粉等营养物质。由于不同酒企白酒的发酵流程有所差异,产生的酒糟种类丰富多样。随着市场白酒需求的不断增大,白酒产能的不断扩大,每年酿酒产生的废弃酒糟高达5000万吨,这些废弃物的含水率高、组分复杂,如处理不当或处理不及时极易造成严重的环境污染和资源浪费,直接焚烧或当作农作物的低质肥料,会造成酒糟的利用价值不高。为促进酒糟资源的综合利用及提高酒糟的利用价值,有研究报道以酒糟为原料制备固体酸,并用于酯化反应,结果显示酒糟基固体酸的催化活性较高,并显著促进了酯化反应的进行。酒糟含有丰富的纤维素等含碳量高的物质,以酒糟为原料制备高活性的固体酸,为酒糟的处理和开发应用提供一条新的技术途径,符合国家可持续发展和环保生产的要求。
4.但是目前关于酒糟基固体酸制备及其均相催化纤维素生物质水解糖化的应用研究较少。为此,开展酒糟基固体酸催化农林废弃物的水解糖化研究显得尤为重要,可为我国白酒产区酒糟资源化利用研究提供新的研究视角,同时实现酒糟和农林废弃物处理及资源化利用。
技术实现要素:
5.本发明意在提供一种酒糟基固体酸催化剂及其制备方法与应用,以提供一种利用酒槽制备高活性的固体酸,将固体酸应用于农林废弃物处理,有效改善了农林废弃物的资源化利用,且固体酸制备的原料廉价易得,应用潜力和前景广阔。
6.为了达到上述目的,本发明提供如下技术方案:一种酒糟基固体酸催化剂的制备
方法,包括以下步骤:
7.步骤一、将酒糟于自然条件下风干后粉碎;
8.步骤二、将步骤一粉碎后的酒糟与浓硫酸在反应釜中搅拌混合,再将反应釜置于烘箱中反应2~8h,烘箱的温度为100~200℃,反应结束取出反应釜内的黑色产物,并对黑色产物进行多次洗涤,直至洗涤后的滤液为中性,且滤液中检测不到so
42
‑
离子;
9.步骤三、将洗涤后的黑色产物放入烘箱烘干至恒重,烘箱的温度为104~ 106℃,研磨至200目即得到固体酸催化剂。
10.进一步,所述酒糟包括酱香型酒糟、清香型酒糟及浓香型酒糟。
11.进一步,所述步骤一中酒糟粉碎至粒径为2mm。
12.进一步,所述浓硫酸的浓度为96%。
13.一种酒糟基固体酸催化的制备方法制备得到的固体酸催化剂。
14.进一步,将固体酸催化剂加入到装有农林废弃物的反应釜中,将反应釜置于烘箱中反应1~5h,烘箱温度为100~160℃,待反应结束后,进行固液分离,回收水解液中的还原糖。
15.进一步,所述农林废弃物包括农业废弃物和林业废弃物,所述农业废弃物包括高粱秸秆、辣椒秸秆、水稻秸秆、玉米秸秆、木屑的一种或多种,所述林业废弃物包括杉木、松木、胡桃木、橡胶木的一种或多种。
16.进一步,所述酒糟基固体酸催化剂与所述农林废弃物质量比为0.1~2。
17.进一步,所述农林废弃物粒径大小为0.2~1.0mm。
18.进一步,所述固液分离时滤膜的滤孔尺寸小于或等于0.22μm。
19.本发明的工作原理及有益效果:以来源丰富的酒糟为原料通过一步碳化
‑
磺化法制备的固体酸催化剂性能稳定,具有强酸性作用点,催化活性高,对农林废弃物催化起到促进作用,经该固体酸催化水解后,农林废弃物的水解产糖量在 486.5mg/g。相比均相液体酸催化剂而言,固体酸催化剂易于分离、重复使用性高、对环境友好。且固体酸原料来自酿酒过程中的废弃物酒糟,真正实现了酒糟的高值化资源化利用。该工艺流程简单、成本低廉、效率高,具有规模化应用的潜力。
附图说明
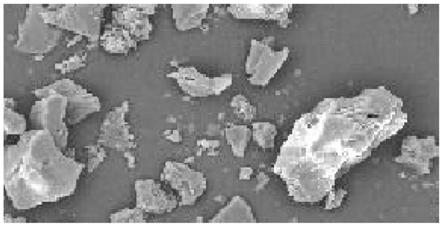
20.图1为本发明制备酒糟基固体酸电子显微镜的微观图;
21.图2为固体酸的重复利用性结果图。
具体实施方式
22.下面通过具体实施方式进一步详细说明:
23.一种酒糟基固体酸催化剂制备方法及其在催化农林废弃物水解中的应用,固体酸的原料为酿酒废弃物酒糟,通过碳化
‑
磺化法制备得到固体酸,并将制得的固体酸用于农林废弃物的催化水解。
24.该固体酸催化剂由以下方法制备:(1)收集酒厂的酒糟,酒糟于自然条件下风干,并粉碎至2mm;(2)将步骤(1)的酒糟与浓硫酸(96%)在反应釜中混合,不停搅拌后,将反应釜置于烘箱(烘箱的温度为100~200℃)中反应2~8 h,反应结束后将反应釜冷却至室温,
取出黑色产物,并对黑色产物进行多次洗涤,直至洗涤后的滤液为中性,且滤液检测不到so
42
‑
离子;(3)将洗涤后的黑色产物放进烘箱(烘箱的温度为104~106℃)烘干至恒重,研磨至200目,装袋备用。
25.实施例1:固体酸催化水解反应在50ml反应釜(配有聚四氟乙烯内衬)中进行,在反应釜中加入0.5g高粱秸秆,在分别加入0g、0.05g、0.25g、1.0 g、1.5g固体酸催化剂,加入蒸馏水至50ml,搅拌均匀,盖紧密封,置于烘箱中100~160℃加热反应1~5h。待反应结束后使用抽滤方法将水解液与水解残渣和固体酸进行固液分离;水解液经滤孔尺寸为0.22μm的滤膜过滤,所得滤液采用3,5
‑
二硝基水杨酸(dns)法测定还原糖含量,计算的还原糖产量结果如表1所示:
26.表1酒糟基固体酸投加量对固体酸催化高粱秸秆水解产糖的影响
[0027][0028]
表1
[0029]
由表1可知,在固体酸投加量为0.25g时,高粱秸秆还原糖浓度基本达到峰值。
[0030]
实施例2:本发明的酒糟基固体酸催化剂用于催化农林废弃物水解产糖,包括以下步骤:
[0031]
固体酸催化水解反应在50ml反应釜(配有聚四氟乙烯内衬)中进行,在反应釜中加入0.5g杉木屑,在分别加入0g、0.05g、0.25g、1.0g、1.5g固体酸催化剂,加入蒸馏水至50ml,搅拌均匀,盖紧密封,置于烘箱中100~160℃加热反应1~5h。待反应结束后使用抽滤方法将水解液与水解残渣和固体酸进行固液分离;水解液经滤孔尺寸为0.22μm的滤膜过滤,所得滤液采用3,5
‑ꢀ
二硝基水杨酸(dns)法测定还原糖含量,计算的还原糖产量结果如表2所示:
[0032]
表2酒糟基固体酸投加量对固体酸催化杉木屑水解产糖的影响
[0033][0034]
表2
[0035]
由表2可知,在固体酸投加量为0.25g时,杉木屑还原糖浓度基本达到峰值。
[0036]
实施例3:固体酸催化水解反应在50ml反应釜(配有聚四氟乙烯内衬)中进行,在反应釜中加入0.5g高粱秸秆,再加入0.25g固体酸催化剂,加入蒸馏水至50ml,搅拌均匀,盖紧密封,置于烘箱中100~160℃加热反应1~5h。待反应结束后使用抽滤方法将水解液与水解残渣和固体酸进行固液分离,水解液经滤孔尺寸为0.22μm滤膜过滤,所得滤液采用3,5
‑
二硝基水杨酸(dns)法测定还原糖含量。按照上述步骤将分离后的固体酸重复使用4次,固体酸的重复利用性结果如图2所示。
[0037]
由图2可知,在固体酸循环使用5次后,高粱秸秆还原糖浓度还可达到383.8 mg/g,表明酒糟基固体酸的重复使用性能好。
[0038]
应当指出,对于本领域的技术人员来说,在不脱离本发明技术构思的前提下,还可
以作出多个变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。