1.本发明涉及一种卫生用品。
背景技术:
2.已知有各种形式的卫生用品,例如,浴缸,淋浴底座和淋浴盆,洗脸盆或马桶。除了可以通过陶瓷制成卫生用品外,已知还可以通过填充的聚合物粘合剂基质制成卫生用品。该技术尤其应用于浴缸和淋浴底座或淋浴盆的领域。这种复合材料有时也称为“固体表面”,由聚合物粘合剂、硬化剂和有机和/或无机添加剂,这些物质用于实现各自理想的视觉和触觉特性。
3.主要用作粘合剂的是聚酯树脂(up树脂)和用丙烯酸单体改性的聚酯树脂,也可以使用纯丙烯酸树脂。甲基乙基酮过氧化物(mekp)通常用于聚合,即粘合剂基质的交联。
4.为了调节或改变视觉和触觉特性,添加了各种有机/无机添加剂。举例来说,添加填料,例如,三水合铝(ath),即阻燃剂、或石英、白云石、玻璃、中空玻璃珠、聚合塑料碎片等,通常添加粉末形式或精细研磨的填料。就颜色而言,在卫生领域中,主要是将无机颜料二氧化钛(tio2)以粉末形式添加或溶解在低粘度树脂溶液或糊剂中,但是也可以根据所需的颜色使用其它无机颜料或有机颜料。
5.这种复合材料或这种“固体表面”产品具有多种用途。一方面,以这种方式生产的物品的特征在于其哑光外观和温暖或柔和的触感。由于起始材料是流体,因此有可能产生相对复杂的几何形状,这与由深冲亚克力板制得的卫生用品不同。通过使用用于产生阻燃性能的合适填料或不可燃填料,可以将制得的卫生用品分类为“阻燃”或“不燃”。最后,复合材料穿过整个产品横截面的颜色渗透具有看不见细小划痕的效果。
6.为了减轻产品的重量,经常添加中空玻璃珠作为填料,其中具体减轻多少重量取决于填充水平,即所添加的中空玻璃珠的数量。由于中空玻璃珠替代了其他更昂贵的填料,因此还可以通过添加中空玻璃珠来降低成本。因此,可以由这种包含中空玻璃珠的复合材料生产具有各种类型且复杂的几何形状的多种产品,但与此同时,产品的重量减轻且成本降低。
7.在卫生领域中也可以使用填充有中空玻璃珠的这种复合材料。然而,这里存在的问题是,在硬化之后,还需要对通过模具铸造而成的物品的表面进行再加工,这一表面加工通常通过研磨来进行。这可能导致这样的情况是,在机械加工过程中,当将中空玻璃珠磨碎时,原样粘结在粘合剂基质中的中空玻璃珠会在表面上产生微孔。这种微孔性可能导致污垢积聚在孔中,从而可能增加清洁费用。
8.因此,本发明基于上述问题提出一种卫生用品,该卫生用品与现有技术中的卫生用品相比有所改进。
技术实现要素:
9.为了解决该问题,根据本发明,提供了一种卫生用品,其具有支撑体和外涂层,该
外涂层至少部分地施加到所述支撑体上并形成卫生用品的外侧,所述支撑体由填充的聚合物粘合剂基质的第一复合材料组成,所述第一复合材料包含至少一种中空玻璃珠形式的填料,以及所述外涂层由聚合物粘合剂基质的第二复合材料组成,所述第二复合材料填充有至少一种填料并且不包含任何中空玻璃珠。
10.根据本发明的卫生用品的区别在于,其一方面显示出复合材料的优点,其中所述支撑体由该复合材料制成且复合材料填充有中空玻璃珠,但是另一方面没有显示出因填充有中空玻璃珠而对机械再加工产生影响的问题。根据本发明,所述卫生用品由实际的支撑体组成,该支撑体限定了形状以及机械性能。所述支撑体由第一复合材料形成,该第一复合材料由填充的聚合物粘合剂基质组成,其中所述聚合物粘合剂基质中引入了至少一种中空玻璃珠形式的填料。也就是说,由于填充了中空玻璃珠,支撑体的重量得到了相应地减小,并且所述支撑体的生产成本也降低了。根据本发明,在该支撑体上涂覆外涂层,也就是说,形成完工的卫生用品的可见表面的一个或多个支撑体表面覆盖有所述外涂层。该外涂层与支撑体的厚度相比非常薄,并且由第二复合材料构成,该第二复合材料同样由聚合物粘合剂基质组成,该聚合物粘合剂基质填充有至少一种填料,但不含任何中空玻璃珠。该外部涂层限定了卫生用品的表面或外侧。
11.因此,在制得支撑体之后,有可能对支撑体表面进行相应地处理,即,进行在加工,例如研磨,从而得到非常光滑的表面,同时还由于中空玻璃珠的研磨而很可能在表面上形成有相应的微孔性。但是,通过涂覆外涂层可以完全封闭该孔结构。无需非要对外涂层进行再加工,因为如前所述,它非常薄,并且在任何情况下外涂层都涂覆在已经进行了再加工的支撑体表面上。由于该外涂层或第二复合材料不包含任何中空玻璃珠,因此这种中空玻璃珠的存在并不会使成品卫生用品产生任何问题。
12.也就是说,根据本发明的卫生用品一方面表现出填充有中空玻璃珠的第一复合材料的优点,但是另一方面其具有封闭的表面,该封闭的表面由于涂覆了外涂层,因此不具有任何微孔性。该表面非常容易清洁,并且由于表面上完全没有微孔,因此不会在表面上积聚灰尘。此外,由这种基于聚合物的复合材料提供的主要的触觉和视觉特性保留在根据本发明的卫生用品上,因为如所解释的,第二复合材料也是由填充的聚合物粘合剂基质组成并具有相应的触觉和视觉特性。
13.根据本发明的有利的发展,可以规定,除了中空玻璃珠之外,第一复合材料的组成部分和第二复合材料的组成部分是相同的。也就是说,最终,两种复合材料都由相同的组成部分或成分组成,不同的是第一复合材料包含中空玻璃珠作为填料,而第二复合材料中不含所述中空玻璃珠。这对于生产卫生用品而言也是有利的,因为生产支撑体和外涂层的起始原料均可由同一种物质制成。
14.然而,除此之外,当然也存在如下可能性:除了中空玻璃珠之外,第一复合材料的组成部分和第二复合材料的组成部分也会有所不同。因此,这些替代方案为两种复合材料提供了不同的混合物。当例如第一复合材料需要特定的填料时,这可能是有利的,但是为了调节某些机械性能,外涂层不一定必须包含这些特定的填料。
15.如上所述的包含至少一种填料的第二复合材料包含至少一种阻燃剂,特别是三水合铝(ath)作为填料。这确保了第二复合材料也相应地具有阻燃性,这当然也适用于第一复合材料,该第一复合材料同样包含这种阻燃剂,特别是ath,作为中空玻璃珠外的附加填料。
16.如果第二复合材料包含至少一种颜色添加剂,特别是有机颜料或无机颜料,这也是有利的。以这种方式,第二复合材料优选类似于所述第一复合材料被相应地着色,从而在卫生用品的整个横截面上提供了完全的颜色渗透。这种无机颜料优选是二氧化钛,其相应地使外涂层(即第二复合材料)上色为白色,因为卫生用品的颜色一般都是白色。
17.在本发明的特定构造中,所述第二复合材料可包含(以硬化复合材料的重量百分比计):
18.聚合物粘合剂:44.0
–
65.0
19.阻燃剂:35.0
–
55.0
20.颜色添加剂:1.0
–
5.0
21.这是第二复合材料的三个最小成分。如果不包括额外的组成部分,例如额外的填料等,则其重量百分比的总和总是为100wt%。
22.第一复合材料可以具有不同的性质。因此,第一复合材料可以是基于聚合粘合剂的已知复合材料,如已经用于生产卫生用品的复合材料。这样的第一复合材料包含(以硬化复合材料的重量百分比计):
23.聚合物粘合剂:34.0
–
49.0
24.阻燃剂 石英:47.0
–
62.0
25.中空玻璃珠:1.0
–
5.1
26.颜色添加剂:2.4
–
2.8
27.当然,在仅提供这四种组成部分的情况下,各个组成部分的总和当然也是100wt%。如果还存在另外的填料等,则所提及的物质的组成部分在选择的间隔内相应地变化,在这种情况下,总和当然也总是100wt%。
28.作为上述第一复合材料的替代方案,其中除了将中空玻璃珠作为填料外,还提供阻燃剂和石英作为填料,还可以考虑加入金属碳酸盐,特别是碳酸钙作为填料。该金属碳酸盐可以代替石英,并且还可以代替ath形式的阻燃剂,并且如果不需要的话还可以代替颜色添加剂。
29.因此,在本发明的另一种构造中,这种第一复合材料包含(以硬化复合材料的重量百分比计):
30.聚合物粘合剂:90.0
–
50.0
31.金属碳酸盐:45.0
–
70.0
32.中空玻璃珠:0.5
–
9.5
33.在这种情况下,所使用的组成部分的总和总是100wt%,因此在这里也是最小的组成,当添加另外的填料或彩色颜料时,组成部分的量在指定的间隔内相应地变化。
34.包含金属碳酸盐的第一复合材料也可以包含至少一种阻燃剂,特别是三水合铝(ath)作为填料,其中阻燃剂的含量最多为21wt%。也就是说,除了金属碳酸盐或碳酸钙和中空玻璃球以外,还添加了阻燃剂或ath。
35.可以向包含金属碳酸盐的第一复合材料中最多添加5.0wt%的颜色添加剂,尤其是有机颜料或无机颜料,这里优选再次将二氧化钛用作无机颜料。
36.在上文中,指定了第一复合材料和第二复合材料的几个重要组成部分,这些组成部分都是基本的几种组成部分,在某些情况下也会有所不同。然而,除了上面已经描述的组
成部分之外,还可以添加其他添加剂。
37.因此,第一和/或第二复合材料也可能包含石英作为填料,第一复合材料包含最多10.1wt%的石英,第二复合材料包含最多5.7wt%的石英。
38.替代地或另外地,可以规定,第一和/或第二复合材料也包含白云石作为填料,第一和第二复合材料各自包含最多7.3wt%的白云石。
39.最后,可以规定,第一和/或第二复合材料还包含一种或多种填料,填料选自锆石、白云母、石榴石、黑榴石和长石,每种填料最多含3.8wt%。也就是说,第一或第二复合材料总共包含最多3.8wt%的一种或多种所述填料。
40.因此很显然,第一和第二复合材料的特定组成部分可能会有所变化,随之而来的结果是相应地选择组成部分,从而可以根据待相应调整的相应需求或性能来作出反应。
41.如所描述的,外涂层是相对薄的涂层。外涂层的厚度应在0.1
–
2.0mm之间,特别是在0.2
‑
1.5mm之间。可以容易地获得如此小的厚度。这是因为优选地将外涂层喷涂或刷在上面,因为用于涂覆的第二复合材料是流体,即可喷涂的。这种喷涂使得可以确保涂覆非常均匀且非常薄的外涂层。浸涂也是可能的。
42.载体层和外层的总厚度应在8.0
–
26.0mm之间,也就是说,载体层的厚度显然是外涂层厚度的几倍。
43.如在引言中所描述的,物品本身优选是浴缸,但是同样也可以是淋浴底座、淋浴盘、洗脸盆、盥洗台或马桶。
44.除了卫生用品本身之外,本发明还涉及一种用于制造上述类型的卫生用品的方法。所述方法在该方法的第一替代方案中的区别在于,聚合物粘合剂的流体外涂层至少部分涂覆在填充的粘合剂基质的第一复合材料的支撑体中,其中所述聚合物粘合剂填充有至少一种填料但是不含有任何中空玻璃珠,且所述第一复合材料含有中空玻璃珠形式的至少一种填料,所述聚合物粘合剂然后硬化,形成第二复合材料。因此,在这种情况下,第一步首先是制造出支撑体,该支撑体相应地被硬化,然后第二步是用形成外涂层(即,流体第二复合材料)的流体材料覆盖所述支撑体,其中优选通过喷涂的方式来覆盖。在涂覆完外涂层之后,将其硬化以形成坚硬的第二复合材料。
45.具体来说,这种方法的特征在于以下步骤:
46.‑
将包含至少一种中空玻璃珠形式的填料的填充的聚合物粘合剂的聚合物浇铸组合物浇铸到模具中,并硬化该浇铸组合物以形成所述支撑体,
47.‑
对已经从模具中取出的支撑体进行热和/或机械后处理,
48.‑
涂覆另一种聚合物的,流动的聚合物粘合剂,该聚合物粘合剂填充有至少一种填料但不包含任何中空玻璃珠,以形成外涂层,
49.‑
进行热后处理以硬化外涂层,并可能对外涂层进行机械后处理。
50.因此,根据本发明,首先通过将如先前在不同组合物中定义的第一复合材料的聚合物浇铸组合物浇铸到相应的铸模中来浇铸支撑体。浇铸组合物在模具中硬化以形成第一复合材料或支撑体。
51.在下一步骤中,在将支撑体从模具中取出之后,进行回火形式的热后处理,以减小支撑体中的任何应力。在进行热后处理后也可以进行机械后处理,例如通过研磨对表面进行加工,以相应精细的方式对表面进行构造。可以进行热后处理和机械后处理,但是也可以
根据需要仅进行其中的一种。
52.然后,在下一步骤中,涂覆外涂层组合物,即聚合物粘合剂的聚合物,流体且因此可喷涂的物质,其填充有至少一种填料,但现在不包含任何中空玻璃珠。可以以足够均匀和稀薄的方式来涂覆这种可喷涂物质(通常是树脂),其中可调节这种可喷涂物质,使得可通过足够含量的聚合物粘合剂来进行相应地喷涂,从而可以形成非常均匀的外涂层。在喷涂操作之后是用于硬化外涂层的热后处理。任选地,还存在以尽可能精细的方式对外涂层进行机械加工的可能性,该机械后处理主要用于使外涂层具有哑光外观。
53.如上所述,外涂层借助于流体物质来涂覆,其中优选地通过喷涂来进行涂覆。作为替代方案,也可以考虑通过浸渍来涂覆物质。
54.除了上述方法之外,本发明在第二替代方案中还涉及用于生产上述类型的卫生用品的另一方法。所述方法的特征在于,将填充有至少一种填料但不包含任何中空玻璃珠的聚合物粘合剂的流体物质引入模具中,以涂覆模具表面,该物质至少凝固形成外涂层,然后将包含中空玻璃珠形式的填料的另一种聚合物浇铸组合物引入模具中,使外涂层回填,然后使物质和浇铸组合物硬化以形成两种复合材料。
55.在该方法的这种构造中,在引入浇铸组合物之前,实际浇铸组合物(其中支撑在这种实际浇铸组合物中制得)中已填充有流体物质,该流体物质形成外涂层,外涂层形成支撑体,也就是说,模具表面覆盖有这种流体物质。该流体物质至少凝结,即其转变为足够的固态,但不必完全硬化。所述流体质量仅必须足够稳定,以使得在下一步中,形成支撑体并包含中空玻璃珠的浇铸组合物可以以使得所述浇铸组合物回填外涂层的方式引入模具中。随后,通过相应的温度控制实现两个物质的硬化,然后从模具中取出成品。
56.在此方法的进一步说明中,所述方法的特征在于以下步骤:
57.‑
将填充有至少一种填料但不包含任何中空玻璃珠的聚合物粘合剂的流体物质喷涂到模具表面,
58.‑
以使涂层凝固形成外涂层的方式对涂层进行热处理,
59.‑
将包含中空玻璃珠形式的填料的另一种聚合物浇铸组合物浇铸到模具中,以使外涂层回填,
60.‑
硬化物质和浇铸组合物,
61.‑
对卫生用品进行热后处理,并且可能对外涂层进行机械后处理。
62.下面列出了与第一和第二复合材料的可能组成有关的三个表格,所述表格分别是指硬化产品中,即当复合材料已经硬化时,各个组成部分的重量百分比。
63.表i列出了第一复合材料的组合物,第一复合材料的成分可与表ii中列出的第二复合材料相同,这里所指的相同可以是使用的成分和/或组成部分相同,因为必须包含在内的主要最小组成部分本身是相同的,不同的只是各自的量不同。
64.表ii列出了用于第一复合材料的成分,该成分也可以称为“填充树脂”,并且除了中空玻璃珠之外,第一复合材料还包含至少一种金属碳酸盐,此处为碳酸钙,作为填料。
65.最后,表iii列出了第二种复合材料的成分,该成分形成了外涂层。
[0066][0067][0068]
表i:第一复合材料,第一替代方案
[0069][0070]
表ii:第一复合材料,第二替代方案(填充树脂)
[0071][0072]
表iii:第二复合材料
附图说明
[0073]
根据下面描述的示例性实施例并参考附图,本发明的其他优点和细节将变得显而易见,其中
[0074]
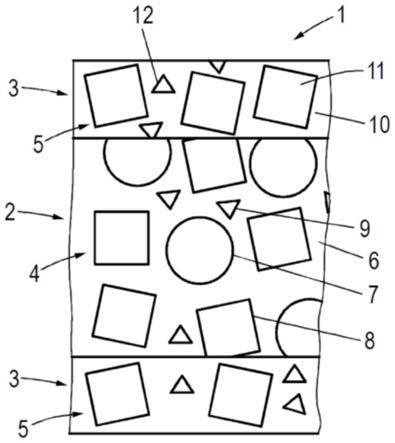
图1以局部视图示出了根据第一实施例的根据本发明的卫生用品的基本图示,
[0075]
图2以局部视图示出了根据第二实施例的根据本发明的卫生用品的基本图示,
[0076]
图3示出了用于阐明第一实施例的根据本发明的方法的流程图,以及
[0077]
图4示出了用于阐明第二实施例的根据本发明的方法的流程图。
具体实施方式
[0078]
图1示出了根据本发明的卫生用品1的基本图示,该卫生用品例如是浴缸,这里仅示出了细节。在基本图示中示出了支撑体2,该支撑体2设置在两侧均具有外涂层3。支撑体2由第一复合材料4构成,而两个外涂层由第二复合材料5构成。
[0079]
第一复合材料4由填充的聚合物粘合剂基质6,优选聚酯树脂组成。所述第一复合材料包含中空玻璃珠7作为填料,中空玻璃珠7用于减轻重量。取决于中空玻璃珠7的添加量,重量可以减少多达约15%。
[0080]
也可以包括在这里为三水合铝(ath)形式的阻燃剂8作为另外的填料。另外,在所示的示例中,尽管可选地可以设置有色颜料9,在此例如包括tio2,也就是说,有色颜料9用于对支撑体2进行着色。
[0081]
外涂层5也由聚合物粘合剂基质10构成,该聚合物粘合剂基质10又是聚酯树脂。粘合剂基质10在此还包含阻燃剂11,即三水合铝。此外,这里还包括有色颜料12,这里同样是tio2。
[0082]
显然,在此情况下,第一复合材料4和第二复合材料5尽可能包含相同的组成部分,但是组成部分的量不同。在所示的示例中,复合材料4、5的不同之处仅在于第一复合材料4包含中空玻璃珠7,而第二复合材料5不包含所述中空玻璃珠。
[0083]
相应的外涂层5的层厚度在0.1
‑
2.0mm的范围内,优选在0.2
‑
1.5mm的范围内,而支撑体2的厚度是外涂层厚度的几倍。载体层2和一个或多个外层5的总厚度应在8.0
‑
26.0mm之间。
[0084]
如所描述的,有可能在第一复合材料4中分配有色颜料9,因此不会使第一复合材料整体着色。这是可能的并且导致成本的进一步降低,此后外涂层5包含相应的有色颜料12,如所解释的那样。
[0085]
此外,还存在添加其他填料的可能性,这些填料可以代替阻燃剂8,即相对昂贵的三水合铝,例如石英、白云石等。
[0086]
图2示出了根据本发明的卫生用品1的另一基本示意图,例如又示出了浴缸的细节。基本结构对应图1所描述的结构,也就是在这种情况下,在两侧设置了支撑体2以及外涂层3,该支撑体2由第一复合材料4构成,而外涂层3由第二复合材料构成5。
[0087]
如在图1所示的示例中,第二复合材料5由聚合物粘合剂基质10,聚酯树脂基质,阻燃剂11形式的填料,例如三水合铝,以及颜料12,例如tio2组成,引入到粘合剂基质10中。外涂层5对应于图1的外涂层。
[0088]
但是,第一复合材料4的结构或成分不同。这又由聚合物粘合剂基质6组成,在该聚
合物粘合剂基质中引入相应量的中空玻璃珠7。同样可选地包括有色颜料9,这里也是tio2。
[0089]
然而,在这里示出的第一复合材料4中,相对昂贵的阻燃剂ath被呈碳酸钙形式的金属碳酸盐13代替,在当前情况下,假定完全替换阻燃剂ath。也可以考虑仅部分替换ath。也就是说,在最简单的构造中,第一复合材料仅由粘合剂基质6和中空玻璃珠7以及金属碳酸盐13组成,但既不包含有色颜料9也不包含其他添加剂,特别是阻燃剂8形式的添加剂。
[0090]
在图1和图2中,借助于对支撑体2的两个外表面的机械表面处理,打开了靠近表面的中空玻璃珠7,也就是说,将其磨碎了。这导致支撑体2上产生微孔,如果不通过根据本发明提供的外涂层5密封,则可能导致载体2更容易被污染,因为非常细小的污染颗粒可以穿透进入微孔,即打开中空玻璃体7。
[0091]
但是,由于在根据本发明涂覆的处理过的表面上的外涂层5,用与基本触觉相当的外涂层进行了完全密封,因为所述外涂层还由粘合剂基质组成,该粘合剂基质包含填料等。
[0092]
图1和图2仅是第一和第二复合材料4、5的可能成分的示例。从根本上讲,所示的复合材料4、5可能包含额外的填料,例如石英/白云石、锆石、白云母、石榴石、黑榴石或长石。第一复合材料4尤其包含这些填料,因为所述第一复合材料最终不一定需要具有外涂层5所要求的相应的视觉和触觉特性,因为所述第一复合材料被外涂层5密封,所述外涂层5形成外部可见表面。因此,例如由于外涂层5是着色的,因此不必整个都对支撑体2进行着色,因此例如可以容易地用另一种廉价的填料例如石英或白云石代替有色颜料5。还可能存在的情况是,通过添加一种或多种上述额外的填料,阻燃剂也被相应地替换,或者如上所述被完全替换。
[0093]
图3以流程图的形式示出了根据本发明的用于制造根据本发明的卫生用品的第一方法变型。
[0094]
在步骤s1中制备形成第一复合材料的浇铸组合物。为此,根据图2所示的构造进行描述的那样,粘合剂b,即聚酯树脂,添加剂a,例如硬化剂(mekp)和还有色颜料,以及填料f,在当前情况下是碳酸钙,彼此混合,以形成相应的足够可浇铸的物质。中空玻璃珠用作填料f。
[0095]
在步骤s2中将物质浇铸到模具中,在步骤s3中将其胶凝并硬化。这发生在大约35至40摄氏度的温度下,持续15至40分钟。在硬化之后,在步骤s4中将随后铸造的,完成的支撑体从模具中取出。支撑体由第一复合材料组成,其中包含中空玻璃珠。
[0096]
在步骤s5中,将所述第一复合材料在60
°‑
120
°
的温度下热处理即回火2至6小时,以减少任何应力。此后,在步骤s6中,通过研磨表面进行机械加工,如所描述的,可以在该过程中将靠近表面的中空玻璃珠研磨开孔,即打开。
[0097]
然后,在步骤s7中,准备完成的支撑体以用于随后的外涂层的涂覆。
[0098]
这在步骤s8中准备。为此,又将粘合剂b、聚酯树脂、添加剂a(例如硬化剂,在这里必须是有色颜料)和填料f(在本例中为阻燃三水合铝)混合,以便形成流体的可喷涂的物质。与步骤s1中产生的物质相比,在步骤s8中产生的物质中的粘合剂比例要高得多,以便调节可喷涂性。该物质不包含任何中空玻璃珠。
[0099]
在步骤s9中,将步骤s8中产生的流体物质喷到支撑体的研磨表面上,相对于最终的硬化状态,层厚在0.1
–
2mm之间。
[0100]
在喷涂之后,在步骤s10中,为了硬化,在此还进行温度控制步骤,该温度控制步骤
在60℃至110℃下进行2至3小时,也就是说,在这种情况下,通过回火可以降低层应力。这形成了第二复合材料,其不包含任何中空玻璃珠。
[0101]
然而,在步骤s11中,该步骤是可选的,对喷涂的涂层表面进行再加工,以使其为哑光饰面。该哑光饰面是通过非常精细的研磨装置提供的,就这方面而言,就如同将支撑体进行机械研磨一样,在研磨中空玻璃珠方面没有问题,因为外涂层5不包含任何空心。
[0102]
在根据图3的方法变型中,在相应的浇铸模具中将支撑体制成一单独的部件,随后将其用外涂层覆盖。图4描述了另一种方法变型,其中在一个普通模具中应用或创建了这两个层或两个部分。
[0103]
参照图4,在步骤s12中,首先产生用于形成外涂层5的流体物质。为此,相应地混合粘合剂b,聚酯树脂和添加剂a,例如硬化剂和有色颜料,以及阻燃剂形式的填料f,以形成可喷涂物质。
[0104]
然后,在步骤s13中,将所述可喷涂物质喷涂到铸模表面上,随后在铸模表面上铸造实际的支撑体,该实际的支撑体尤其具有相应的低层厚度,以便在最终产品上形成薄的外涂层5。
[0105]
在步骤s14中,将喷出的物质在60
–
110
°
下回火0.5至3小时,以使其至少凝固;全部硬化不是绝对必要的。
[0106]
在步骤s15中,准备好铸模,以进行下一步操作,因为如下所述,外涂层被第一复合材料回填,该第一复合材料形成支撑体。
[0107]
在步骤s16中产生形成第一复合材料的流体物质。为此,接着将粘合剂b,聚酯树脂,添加剂a(例如硬化剂和有色颜料)以及此处的金属碳酸盐,特别是碳酸钙,作为填料f再次混合,以形成可浇铸的物质。然后在步骤s17中将其浇铸到铸模中。在这方面,实现了第二复合材料的凝固的外涂层的完全回填。
[0108]
在步骤s18中,浇铸之后是凝胶化或硬化操作,其在35℃至40℃下进行15分钟至40分钟。在这种情况下,在两个物质都硬化之后,即支撑体2和外涂层5都硬化了,然后在步骤s19中将几乎完成的卫生用品从模具中取出,并在60
‑
110摄氏度下回火2至6个小时,以减少卫生用品中的任何应力。最终完成该卫生用品;这之后就仅是步骤s21中的可选的机械表面处理了,该表面处理的目的在于使表面具有哑光饰面。
[0109]
尽管在上述示例中总是仅使用碳酸钙作为填料来形成支撑体的第一复合材料组合物,但是也存在使用ath(即阻燃剂)的可能性,也就是说最终,第一和第二复合材料的结构在组成部分方面相对相似。但是,在这种情况下,也可能添加有另外的填料,例如石英、白云石等。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。