1.本技术属于复合材料试验技术领域,特别涉及一种用于夹层芯子剪切实现的辅助安装装置。
背景技术:
2.夹层芯子剪切性能是复合材料夹层芯子最基本的力学性能试验项目之一,夹层芯子剪切试验用于测定沿夹层芯子与平行于面板平面剪切变形相关的剪切性能,包括测定平行于夹层平面的剪切强度及与垂直于面板平面内应变有关的剪切模量。
3.目前该类试验国内的试验标准包括gb/t 1455
‑
2005和gjb 130.6
‑
1986,国外试验标准主要是astm c 273。该试验的试样可以是夹层结构,也可以仅仅是夹层芯子。
4.目前航空行业内主要采用astm c 273进行该类试验,astm c 273、gb/t 1455
‑
2005和gjb 130.6
‑
198三个试验标准原理是相同的,如图1所示,该类试验均是在夹层结构或者夹层芯子104的两表面粘贴加载板103,加载板103分别通过上安装座101和下安装座102连接到加载试验机上,通过对粘接在两表面的加载板103施加相反的拉伸或者压缩载荷,以在夹层芯子104中产生剪切力,从而测定夹层芯子平面内的剪切性能,该剪切性能包括芯子剪切强度、剪切模量、剪应力
‑
剪应变响应等。astm c 273试验夹具包括拉伸和压缩两种加载构型,由于压缩加载容易因为失稳而导致试验机失控,因此目前主要以拉伸加载构型为主。试验时采用规定的速率对夹层结构试样施加拉伸或压缩载荷,直到试样发生破坏。
5.在进行该项试验之前的一个重要环节是将试样粘贴在加载板103上。由于该试验要求试验过程中的加载线105必须通过夹层芯子的对角线,否则会对试验结果产生影响,这就对试样粘贴在加载板上的位置精度提出来较高的要求:
6.a)沿加载板103的宽度方向:夹层芯子104必须对中的粘贴在两个加载板103宽度方向的正中,这就同时要求两个加载板103沿着宽度方向的两个侧面也必须对齐;
7.b)沿加载板103的长度方向:夹层芯子104粘贴的位置必须保障试验时的加载线105通过夹层芯子104的对角线,这就要求夹层芯子104在沿着加载板长度方向上距离两个加载板的非加载端面(即图1中加载板上远离安装座一侧的端面)的距离必须相同,且为按照对角线要求所计算的值。
8.为了达到以上要求,现有技术中首先根据夹层芯子的尺寸,在两个加载板上分别画出定位框,然后依靠目视将夹层芯子的上下两个面分别粘贴在两个加载板上。然而这种方法依靠划线和目视来实现定位,定位精度差,效率低。
技术实现要素:
9.本技术的目的是提供了一种用于夹层芯子剪切实现的辅助安装装置,以解决或减轻背景技术中的至少一个问题。
10.本技术的技术方案是:一种用于夹层芯子剪切实现的辅助安装装置,包括:
11.具有第一竖向凹槽、第二竖向凹槽、第三竖向凹槽和横向凹槽的底座,所述第一竖向凹槽、第二竖向凹槽、第三竖向凹槽沿加载板长度方向设置,所述横向凹槽沿着加载板宽度方向设置;
12.设置在横向凹槽内的第一横向定位组件和第二横向定位组件,第一横向定位组件和第二横向定位组件分别具有能够沿着加载板宽度方向移动的第一顶块和第二顶块,通过调节第一顶块和第二顶块在加载板宽度方向上的移动能够调整夹层芯子相对于加载板宽度方向的位置;
13.设置在第二竖向凹槽内的下加载板竖向定位块;以及
14.设置在第一竖向凹槽内的第一向定位组件和设置在第三竖向凹槽内的夹层芯子竖向定位组件,上加载板竖向定位组件具有与底座相固定的第一固定座,在第一固定座上设有能够相对第一固定座滑动的第一滑动块,第一滑动块上设有能够沿着加载板宽度方向移动且用于承载第一加载板的第一定位圆棒;夹层芯子竖向定位组件具有与底座相固定的第二固定座,在第二固定座上设有能够沿着加载板宽度方向移动的第二定位圆棒。
15.进一步的,所述底座中的第一竖向凹槽、第二竖向凹槽、第三竖向凹槽和横向凹槽的形状相同且均为t字型凹槽。
16.在本技术优选实施方式中,所述第一横向定位组件包括:
17.沿着加载板宽度方向具有矩形腔的第一固定块;
18.设置在矩形腔内的第一顶块,所述第一顶块面向于夹层芯子的厚度边缘;
19.沿着加载板宽度方向穿过第一固定块且连接至第一顶块的第一调节螺栓,所述第一调节螺栓能够相对于第一固定块移动,从而使所述第一顶块在加载板宽度方向上进行移动;
20.设置在底座横向凹槽内的第一方形螺母和穿过第一固定块且与第一方形螺母配合的第一快卸螺钉,通过第一方形螺母和第一方形螺母使第一固定块与底座相固定。
21.进一步的,所述矩形腔的数量为两个。
22.在本技术优选实施方式中,所述第二横向定位组件包括:
23.沿着加载板宽度方向具有第二矩形腔的第二固定块;
24.设置在第二矩形腔内的第二顶块,所述第二顶块面向于夹层芯子的厚度边缘;
25.沿着加载板宽度方向穿过第二固定块且连接至第二顶块的第二调节螺栓,所述第二调节螺栓能够相对于第二固定块移动,从而使所述第二顶块在加载板宽度方向上进行移动;
26.设置在第二固定块面向底座一面的紧固螺钉,通过所述紧固螺钉能够将第二固定块与底座进行固定。
27.进一步的,所述紧固螺钉沿着加载板长度方向上设置两个。
28.在本技术优选实施方式中,所述上加载板竖向定位组件包括:
29.由沿夹层芯子厚度方向延伸的第一部分和平行于底座方向延伸的第二部分构成的l型的第一固定座;
30.设置在第一竖向凹槽内的第二方形螺母和穿过第二部分而与所述第二方形螺母配合的第一锁紧螺栓;
31.设置在第一部分且能够相对于所述第一部分滑动的第一滑动块,所述第一滑动块
上设有沿着加载板宽度方向延伸的安装孔;
32.设置在第一滑动块安装孔内的第一定位圆棒;
33.其中,穿过第一固定座的侧壁具有用于锁紧第一滑动块与第一部分的第一锁紧螺钉和用于锁紧第一滑动块与第一定位圆棒的第二快卸螺钉。
34.在本技术优选实施方式中,所述夹层芯子竖向定位组件包括:
35.由沿夹层芯子厚度方向延伸的第一部分和平行于底座方向延伸的第二部分构成的l型的第二固定座,所述第一部分上设有沿着加载板宽度方向延伸的安装孔;;
36.设置在第三竖向凹槽内的第三方形螺母和穿过第二部分而与所述第三方形螺母配合的第二锁紧螺栓;
37.设置在安装孔内的第二定位圆棒;
38.其中,穿过第二固定座的侧壁具有用于锁紧第二固定座与第二定位圆棒的第三快卸钉。
39.进一步的,第一快卸螺钉、所述第二快卸螺钉和第三快卸螺钉均为梅花手拧螺丝。
40.本技术所提供的辅助安装装置可以在进行剪切试验时,辅助安装夹层芯子,调节夹层芯子与加载板的粘贴位置,依靠该装置可以实现夹层芯子与上下加载板之间的对中和定位。
附图说明
41.为了更清楚地说明本技术提供的技术方案,下面将对附图作简单地介绍。显而易见地,下面描述的附图仅仅是本技术的一些实施例。
42.图1为现有技术中的夹层芯子剪切试验示意图。
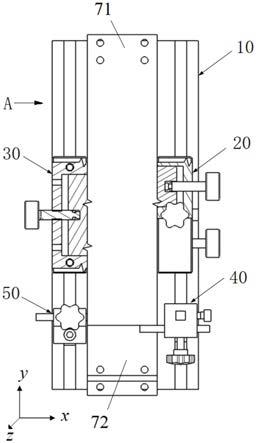
43.图2为本技术的辅助安装装置正视示意图。
44.图3为基于图2中a向视角的辅助安装装置示意图。
45.图4为本技术中的底座示意图。
46.图5为基于图4中b向视角的底座示意图。
47.图6为基于图4中c向视角的底座示意图。
48.图7为本技术中的第一横向定位组件示意图。
49.图8为基于图7中d向视角的第一横向定位组件示意图。
50.图9为基于图7中e
‑
e向视角的第一横向定位组件示意图。
51.图10为本技术中第二横向定位组件示意图。
52.图11为基于图10中f
‑
f向视角的第二横向定位组件示意图。
53.图12为基于图11中g向视角的第二横向定位组件示意图。
54.图13为本技术中的上加载板竖向定位组件的示意图。
55.图14为基于图13中j
‑
j向视角的上加载板竖向定位组件的示意图。
56.图15为基于图13中h
‑
h向视角的上加载板竖向定位组件的示意图。
57.图16为本技术中的上加载板竖向定位组件的示意图。
58.图17为基于图16中k向视角的上加载板竖向定位组件的示意图。
59.图18为基于图16中l
‑
l向视角的上加载板竖向定位组件的示意图。
60.附图标记:
61.10
‑
底座
62.11
‑
第一竖向凹槽
63.12
‑
第二竖向凹槽
64.13
‑
第三竖向凹槽
65.14
‑
横向凹槽
66.20
‑
第一横向定位组件
67.21
‑
第一固定块
68.211
‑
矩形腔
69.22
‑
第一顶块
70.23
‑
第一调节螺栓
71.24
‑
第一快卸螺钉
72.25
‑
第一方形螺母
73.30
‑
第二横向定位组件
74.31
‑
第二固定块
75.32
‑
第二顶块
76.33
‑
第二调节螺栓
77.34
‑
紧固螺钉
78.40
‑
上加载板竖向定位组件
79.41
‑
第一固定座
80.411
‑
第一部分
81.412
‑
第二部分
82.42
‑
第一滑动块
83.43
‑
第二方形螺母
84.44
‑
第一定位圆棒
85.45
‑
第一锁紧螺钉
86.46
‑
第一锁紧螺栓
87.47
‑
第二快卸螺钉
88.50
‑
夹层芯子竖向定位组件
89.51
‑
第二固定座
90.52
‑
第二定位圆棒
91.53
‑
第三方形螺母
92.54
‑
第三快卸螺钉
93.55
‑
第二锁紧螺栓
94.60
‑
下加载板竖向定位块
95.71
‑
第一加载板
96.72
‑
第二加载板
97.80
‑
夹层芯子
具体实施方式
98.为使本技术实施的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行更加详细的描述。
99.本发明的目的是提供一种用来辅助夹层芯子80在进行剪切试验时,调节夹层芯子10与加载板粘贴位置的装置,可以依靠该装置实现夹层芯子与上下加载板之间的对中和定位。
100.为了表述方便,分别用上加载板71和下加载板72来区分粘贴在夹层芯子80(即试样)两个表面的加载板,沿加载板宽度方向称为横向或x向,沿加载板长度方向称为竖向或y向,沿夹层芯子厚度方向称为厚度方向或z向,其中,z向垂直于xy平面。
101.参见图2和图3所示,本技术提供的用于夹层芯子剪切试验的辅助安装装置主要包括:底座10、第一横向定位组件20、第二横向定位组件30、上加载板竖向定位组件40、夹层芯子竖向定位组件50及下加载板竖向定位块60。
102.参见图4至图6所示的底座10结构示意图,底座10为矩形钢质方板,在底座10上沿着y向延伸有三条竖向凹槽,从右至左依次为第一竖向凹槽11、第二竖向凹槽12和第三竖向凹槽13,沿着x向延伸有一条横向凹槽14。三条竖向凹槽大致的在底座10上均匀的分布,同时横向凹槽大致的位于底座10的中间部分。
103.在本技术中,竖向凹槽和横向凹槽结构相同,所述结构相同包括凹槽构型相同及尺寸相同。例如,在本技术优选实施例中,竖向凹槽和横向凹槽均为t型通槽。
104.其中,右侧的第一竖向凹槽11内安装上加载板竖向定位组件40,左侧的第三竖向凹槽13内安装夹层芯子竖向定位组件50,中间的第二竖向凹槽12内安装下加载板竖向定位块60。底座10中部的横向凹槽14两侧安装第一横向定位组件20和第二横向定位组件30。由于底座10中采用了t型通槽的结构,安装在t型槽中的第一横向定位组件20及上加载板竖向定位组件4、夹层芯子竖向定位组件50及下加载板竖向定位块60等均可以沿着t型通槽的设置方向进行滑动,以根据夹层芯子试样的尺寸调整其位置。
105.需要说明的是,本技术中的第二横向定位组件30并为安装在t型通槽中,而是安装通过紧固螺钉34和底座10上的孔直接固定在底座10上,以作为其他组件调整的基准。
106.参见图7至图9所示的第一横向定位组件20结构示意图,第一横向定位组件20主要包括:第一固定块21、第一顶块22、第一调节螺栓23、第一方形螺母25及第一快卸螺钉24。
107.第一固定块21为矩形的方块,其内至少含有一个矩形腔211。在本技术一实施例中,第一固定块21内的矩形腔211的数量为两个。
108.第一顶块22的数量与矩形腔211相同,第一顶块22为一个带有圆头的长条,第一顶块22的长度和厚度均与第一固定块2中1的矩形腔211尺寸一致,第一顶块22可以第一在固定块21的空腔内左右移动而不会发生其他方向的位移。
109.第一调节螺栓23为圆柱头调节螺栓,第一调节螺栓23的端部有一个环形槽,其杆部穿过第一固定块21的侧壁而深入到位于第一顶块22正中的孔中,通过两个销钉穿过环形槽和第一顶块22上的孔以将调节螺栓与第一顶块22连接在一起,旋转第一调节螺栓23可以推动顶块2。
110.第一方形螺母25设置在左侧横向凹槽14内,第一快卸螺钉24穿过第一固定块21而与第一方形螺母25配合,通过扭紧第一快卸螺钉24可以将第一方形螺母24拉紧,从而使得
整个第一横向定位组件20固定在的底座10上。在本技术优选实施例中,第一快卸螺钉24为梅花手拧螺栓,可以只需要通过手扭便可以轻松的实现第一横向定位组件20在底座10上的固定或者松开。
111.在第一横向定位组件20中,第一顶块22的位置刚好正对着夹层芯子80。在使用时,旋转第一调节螺栓23可以推动第一顶块22以使夹层芯子80左右移动。
112.参见图10至图12所示的第二横向定位组件30的结构示意图,第二横向定位组件30主要包括:第二固定块31、第二顶块32、第二调节螺栓33和锁紧螺钉34。
113.第二固定块31为一个具有矩形腔的方块。
114.第二顶块32为一个带有圆头的长条,该第二顶块32的长度和厚度均匀第二固定块31的矩形腔尺寸一致,第二顶块32可以在第二固定块31的空腔内左右移动而不会发生其他方向的位移。
115.第二调节螺栓33为圆柱头调节螺栓,第二调节螺栓32的端部有一个环形槽,其杆部穿过第二固定块32的侧壁而深入到位于第二顶块32正中的孔中,通过两个销钉穿过环形槽和第二顶块32上的孔以将第二调节螺栓33与第二顶块2连接在一起,旋转第二调节螺栓33可以推动第二顶块32。
116.锁紧螺钉34设置在第二固定块31面向底座10的一侧面,其为两个,通过锁紧螺钉34可以将整个第二横向定位组件30固定在的底座10上。
117.在第二横向定位组件30中,第二顶块32的位置刚好正对着夹层芯子80。在使用时,旋转第二调节螺栓33可以推动第二顶块32以使夹层芯子80左右移动。
118.通过第一横向定位组件20和第二横向定位组件30的配合使用,可以调节夹层芯子80在加载板宽度方向上的移动量。
119.参见图13至图15所示的上加载板竖向定位组件40的结构示意图,上加载板竖向定位组件40主要包括:第一固定座41、第一滑动块42、第一定位圆棒44及锁紧螺钉、锁紧螺栓等。
120.第一固定座41为一个呈l型的实心钢块,其包括沿着夹层芯子厚度方向延伸的第一部分411和沿着平行于底座平面方向延伸的第二部分412,第一部分411为一个横截面为矩形或方形的条状结构。
121.第一滑动块42是一个包含有一圆形通孔和一矩形或方形通孔的立方体结构。第一固定座41中的条状结构穿过第一滑动块42的方形通孔穿过第一固定座41的侧壁设有第一锁紧螺钉45,用于固定第一滑动块42,如果不扭紧旁边的第一锁紧螺钉45,则第一滑动块42可以沿着第一固定座41的条状结构上下移动(即沿着z向移动)。
122.第一定位圆棒44的直径和第一滑动块42上的圆形通孔直径一致,可以刚好穿过第一滑动块42的圆形通孔,在第一滑动块42的侧壁上设置第二快卸螺钉47,用于固定第一定位圆棒44,如果不扭紧旁边的第二快卸螺钉47,则第一定位圆棒44可以沿着该圆形孔左右移动(即沿着x向)。第一定位圆棒44承载上加载板71,通过对第一定位圆棒44的左右滑动,可以使其与上加载板71接触或脱开。在本实施例中,第二快卸螺钉也为梅花手拧螺钉,方便实现快卸。
123.第二方形螺母43设置在右侧的第一竖向凹槽11内,第一锁紧螺栓46穿过第二部分412而与第二方形螺母43配合,通过扭紧第一锁紧螺栓46,可以将上加载板竖向定位组件40
固定在底座10的第一竖向凹槽11上。
124.由于每类夹层芯子的厚度不同,这就导致粘贴时上加载板的位置不同,此时就需要调整第一滑动块42的高低,使得第一滑动块42上的第一定位圆棒44的高度与上加载板的高度保持一致,当调整好高度后,扭紧第一锁紧螺钉45可以将第一滑动块42在第一固定座41上固定。
125.当对上加载板的竖向进行定位时,滑动第一定位圆棒44使其与上加载板71接触;当进行下一个夹层芯子与加载板的粘贴时,需要将上一个夹层芯子连同加载板一起取出,这就要求定位圆棒与上加载板脱开。采用梅花手拧螺钉可以轻松方便的固定或者松开定位圆棒。
126.本技术中通过第一锁紧螺钉45和第二快卸螺钉47分别控制第一滑动块42在z方向上移动和控制第一定位圆棒44在x方向移动,可以使承载上加载板71的第一定位圆棒44适应不同的夹层芯子厚度。
127.参见图16至图18所示的夹层芯子竖向定位组件50的结构示意图,夹层芯子竖向定位组件50中的第二定位圆棒52不像上加载板竖向定位组件40那样可以沿着横向和厚度方向两个方向运动,只能够沿着横向移动。这是由于不论夹层芯子的厚度是多少,其下表面的位置是固定的,只需要按照试验标准所规定的最小夹层芯子厚度进行设计,便可以保障夹层芯子竖向定位组件适用于其他不同厚度的夹层芯子。因此,夹层芯子竖向定位组件主要包含:第二固定座51、第二定位圆棒52、第三方形螺母53、第二锁紧螺栓55及第三快卸螺钉54等。
128.第二固定座51与第一固定座41结构类似,其由沿着夹层芯子厚度方向延伸的第一部分和沿着平行于底座平面方向延伸的第二部分构成一个l型的实心钢块,在第二固定座51上半部分(第一部分)有一个圆形通孔。
129.用于第二定位圆棒52的直径和第二固定座51上的圆形通孔直径一致,其穿入该圆形通孔内,左右滑动第二定位圆棒52可以使其与夹层芯子接触或脱开。
130.在第二固定座51上设有穿过其侧壁的第三快卸螺钉54,第三快卸螺钉54用来固定第二定位圆棒52。如果不扭紧第二快卸螺钉54,则第二定位圆棒52可以沿着该圆形孔左右移动(即沿着x向)。在本实施例中,第三快卸螺钉54为梅花手拧螺钉,可以轻松方便的固定或者松开第二定位圆棒52。
131.第三方形螺母53设置在左侧的第三竖向凹槽13内,通过第二锁紧螺栓55穿过第二固定座52的第二部分而与第三方形螺母53配合,通过扭紧第二锁紧螺栓55,可以将夹层芯子竖向定位组件50固定在底座10的t型槽上,松开第二锁紧螺栓55后,夹层芯子竖向定位组件50可以沿着t型槽沿着y向滑动。
132.当需要对夹层芯子的y向进行定位时,滑动第二定位圆棒52,使其与夹层芯子80接触;当进行下一个夹层芯子加载板的粘贴时,将上一个夹层芯子连同加载板一起取出,第二定位圆棒52与夹层芯子80脱开。
133.由于下加载板的厚度是一定的,且其直接放置在底座10的上表面,对其定位y向的定位比较简单,只需要在底座10上安装一个下加载板竖向定位块60即可。该下加载板竖向定位块60类似一个圆柱头螺钉,配合一个方螺母,固定在底座10中间的第二竖向凹槽12中,松开该下加载板竖向定位块6可以沿着t型通槽调整其位置。
134.本技术所提供的辅助安装装置与现有技术的安装方式相比,改变了现有方式在“划线 目视”的对中和定位方法,通过x向和y向两个方向的定位组件对分别对夹层芯子、上加载板和下加载板三者进行定位,对中和定位精度高,进而可以降低试验过程中的误差,同时提升了安装效率。
135.本技术所提供的辅助安装装置进行夹层芯子试样与上下加载板粘贴时辅助定位与调节过程如下:
136.第1步:调整底座右侧和左侧两个横向定位组件上面顶块的位置。
137.具体过程为:
138.首先用加载板的宽度减去夹层芯子试样的宽度,然后取一半,计算出两个横向定位组件上顶块需要伸出的距离;
139.然后旋转右侧和左侧两个横向定位组件上面的调节螺栓,将顶块推动至所计算的位置,扭紧相应的快卸螺钉或紧固螺钉,使得顶块的位置固定,从而可以保障在后续安装时夹层芯子刚好位于上下两个加载板沿宽度方向的正中。
140.第2步:调整并固定三个竖向定位组件(即上加载板竖向定位组件40、夹层芯子竖向定位组件50、下加载板竖向定位块60)的位置。
141.具体过程包括:
142.根据试验标准所要求的加载轴线通过夹层芯子的对角线要求,计算出夹层芯子在y向距离两个加载板非加载端面的距离;
143.然后松开三个竖向定位组件中与方形螺母配合的锁紧螺钉或锁紧螺栓,使得三个竖向定位组件可以沿着各自的t型通槽自由滑动;
144.最后根据所计算出来的上加载板、夹层芯子和下加载板的位置,将三个竖向定位组件调整至所需的位置,并扭紧方形螺母上的锁紧螺栓/螺钉,对其位置进行固定。
145.需要注意的是,在对上加载板竖向定位组件30进行调整时,还需要根据夹层芯子的厚度,调整上加载板竖向定位组件上第一定位圆棒的高度。
146.第3步:将第一横向定位组件从底座的t型通槽上松开,使其可以验证t型通槽自由的横向移动,将其推动到不会干扰夹层芯子
‑
加载板粘贴的位置;
147.第4步:进行夹层芯子与上下加载板之间的粘贴
148.具体过程为:
149.1)将下加载板放置在整个装置的底座上,使得其左边侧面与第二横向定位组件的固定块侧面对齐贴合,使其上端面与下加载板竖向定位块顶在一起;
150.2)将粘贴所需的胶膜轻轻粘贴在夹层芯子的上下两个表面;
151.3)将夹层芯子放置在下加载板上面,其中夹层芯子的左边侧面与第二横向定位组件的顶块对齐贴合,使其下端面与夹层芯子竖向定位组件的定位圆棒顶在一起;
152.4)将上加载板放置在夹层芯子上面,使得其左边侧面与第二横向定位组件的固定块侧面对齐贴合,使其下端面与下加载板竖向定位块顶在一起。
153.至此夹层芯子和加载板之间的对中和位置满足了试验标准的要求。
154.第5步:将夹层芯子和上下加载板固定。
155.具体过程为:
156.推动第一横向定位组件,使其固定块顶在上下加载板的右侧面,使其顶块顶在夹
层芯子的右侧面。
157.第6步:静止一段时间,使得夹层芯子与上下加载板轻微粘贴在一起(并未真正粘贴在一起);
158.松开第一横向定位组件,松开上下加载板竖向定位组件上的定位圆棒,使其与加载板和夹层芯子分开;
159.轻轻的将轻微粘贴在一起的夹层芯子与加载板从本装置中取出,采用固定夹子进行固定,放入环境箱中进行高温固化。
160.至此,夹层芯子与加载板之间的粘贴完成。
161.如果要进行下一个夹层芯子的粘贴,只需重复上面第4步~第6步即可,不需要重复第1~第3步。只有夹层芯子的尺寸规格发生变化时,才需要进行第1~第3步。
162.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

