1.本发明涉及双重管构造体和支承件。
背景技术:
2.以往,以液化天然气(lng)为燃料气体来驱动燃气发动机而起航的船舶基于igc规则(国际散装运输液化气体船舶构造和设备规则)、igf规则(国际船舶使用燃气或其他低闪点燃料安全规则)等规定而设计,根据该规定,收容燃气发动机的发动机室设于燃气安全的机器处所(gas safe machinery space)。于是,对于所述船舶,在所述发动机室中,考虑到燃料气体泄漏的情况,作为供燃料气体流动的配管的燃料管线、与燃料气体接触的机器等由其他的构造体所包围,从而形成双重管构造体,该双重管构造体的内部始终被换气(例如,参照专利文献1)。
3.对于所述双重管构造体,在内管内形成有燃料气体流路,在内管与外管之间形成有环状的换气用的空气流路,利用内管支承外管,用于将空气流路的截面积保持为一定的支承件配置于长度方向上的预定的部位。
4.图2是现有的配置于双重管构造体的支承件的立体图。
5.图中,附图标记11是支承件,该支承件11是如下这样形成的:利用螺栓
‑
螺母bt1、bt2将通过对具有弹性的金属板进行成形而形成的一对保持片13、14连结起来。
6.保持片13、14包括:具有半圆筒形的形状的承受部16、从该承受部16的两边缘向径向外侧延伸的连结部17、18、和从作为该连结部17、18中的一者的连结部17的径向外侧的边缘沿周向延伸的翼片19。
7.所述保持片13、14的各承受部16以包围双重管构造体的未图示的内管的方式配置,保持片13的连结部17与保持片14的连结部18利用螺栓
‑
螺母bt1连结,保持片13的连结部18与保持片14的连结部17利用螺栓
‑
螺母bt2固定,从而能够将保持片13与保持片14连结,而将支承件11安装于内管。
8.在该状态下,克服各翼片19的施力使未图示的外管外套于支承件11,从而能够组装双重管构造体。
9.在外管内,翼片19利用施力对外管施加力,因此利用内管支承外管,并将空气流路的截面积保持为一定。
10.现有技术文献
11.专利文献
12.专利文献1:日本特开2017
‑
82728号公报
技术实现要素:
13.发明要解决的问题
14.然而,对于所述现有的双重管构造体,支承件11由一对保持片13、14利用螺栓
‑
螺母bt1、bt2连结而形成,因此导致双重管构造体大型化。
15.而且,为了避免由于利用翼片19的施力支承外管因而在船舶等的振动的作用下会使翼片19与外管的内周面滑动而产生火花,需要充分地使双重管构造体接地,导致双重管构造体的成本提高。
16.另外,在船舶等长期使用双重管构造体的情况下,存在支承件11被锈等腐蚀的可能性,双重管构造体的维护、管理较繁琐。
17.本发明的目的在于,解决所述现有的双重管构造体的问题点,提供一种能够小型化、能够降低成本、并且能够容易地进行维护、管理的双重管构造体和支承件。
18.用于解决问题的方案
19.为此,本发明的双重管构造体包括内管和外管,在内管内形成有供第1流体流通的第1流路,在内管与外管之间形成有供第2流体流通的第2流路。
20.而且,该双重管构造体具有:支承件,其由树脂一体形成,具有环状的形状,以在所述第2流路包围内管的方式配置,在该支承件与外管之间形成有供第2流体流通的连通孔;以及定位构件,其配置于第1流体的流动方向上的比支承件靠上游侧和下游侧的位置,夹持支承件,使支承件相对于内管定位。
21.发明的效果
22.根据本发明,双重管构造体包括内管和外管,在内管内形成有供第1流体流通的第1流路,在内管与外管之间形成有供第2流体流通的第2流路。
23.而且,该双重管构造体具有:支承件,其由树脂一体形成,具有环状的形状,以在所述第2流路包围内管的方式配置,在该支承件与外管之间形成有供第2流体流通的连通孔;以及定位构件,其配置于第1流体的流动方向上的比支承件靠上游侧和下游侧的位置,夹持支承件,使支承件相对于内管定位。
24.在该情况下,由于供第2流体流通的连通孔形成于以在第2流路包围内管的方式配置的支承件与外管之间,因此能够简化支承件的构造。因此,能够使双重管构造体小型化。
25.另外,支承件由树脂形成,因此即使在振动的作用下支承件与内管的外周面以及外管的内周面滑动,也不会产生火花。因此,能够简化双重管构造体的接地构造,因此能够降低双重管构造体的成本。
26.此外,即使长期使用双重管构造体,支承件也不会被锈等腐蚀,因此能够容易地进行双重管构造体的维护、管理。
附图说明
27.图1是本发明的第1实施方式的双重管构造体的外管支承部的纵剖视图。
28.图2是现有的配置于双重管构造体的支承件的立体图。
29.图3是包括本发明的第1实施方式的双重管构造体的船舶的主要部分示意图。
30.图4是本发明的第1实施方式的双重管构造体的立体图。
31.图5是本发明的第1实施方式的支承件的主视图。
32.图6是本发明的第1实施方式的支承件的立体图。
33.图7是用于说明本发明的第1实施方式的直线构造部的组装步骤的第1图。
34.图8是用于说明本发明的第1实施方式的直线构造部的组装步骤的第2图。
35.图9是用于说明本发明的第1实施方式的直线构造部的组装步骤的第3图。
36.图10是用于说明本发明的第1实施方式的双重管构造体的形成方法的第1图。
37.图11是用于说明本发明的第1实施方式的双重管构造体的形成方法的第2图。
38.图12是用于说明本发明的第1实施方式的双重管构造体的形成方法的第3图。
39.图13是用于说明本发明的第1实施方式的双重管构造体的形成方法的第4图。
40.图14是用于说明本发明的第1实施方式的双重管构造体的形成方法的第5图。
41.图15是用于说明本发明的第1实施方式的双重管构造体的形成方法的第6图。
42.图16是用于说明本发明的第1实施方式的双重管构造体的形成方法的第7图。
43.图17是用于说明本发明的第1实施方式的双重管构造体的形成方法的第8图。
44.图18是用于说明本发明的第1实施方式的双重管构造体的形成方法的第9图。
45.图19是本发明的第2实施方式的双重管构造体的外管支承部的纵剖视图。
46.图20是本发明的第2实施方式的支承件的主视图。
47.图21是本发明的第3实施方式的支承件的立体图。
48.图22是本发明的第4实施方式的支承件的立体图。
49.图23是本发明的第5实施方式的支承件的立体图。
50.附图标记说明
51.43、内管;44、外管;55、75、85、支承件;56、57、环;66、67、套筒;71、94、连通孔;pu、双重管构造体;rt1、燃料气体流路;rt2、空气流路。
具体实施方式
52.以下,一边参照附图一边详细地说明本发明的实施方式。在该情况下,对收容燃气发动机的发动机室中的双重管构造体和支承件进行说明。
53.图3是包括本发明的第1实施方式的双重管构造体的船舶的主要部分示意图。
54.图中,aru是在船舶的预定的部位按照igf规则的规定形成的机器处所,该机器处所aru包括作为第1区域的气体安全机器处所ar1和作为第2区域的esd(紧急切断装置)防护机器处所ar2。于是,所述气体安全机器处所ar1配置有燃气发动机22,用作发动机室。在esd防护机器处所ar2配置有燃料仓单元25、罐26、热交换器28、作为换气装置的鼓风机31等。
55.另外,在机器处所aru外配置有空气送入口33、空气排出口34和开闭阀35,在机器处所aru内配置有连结罐26与燃气发动机22的燃料管线l1以及连结空气送入口33与空气排出口34的换气管线l2、l3,从所述气体安全机器处所ar1至esd防护机器处所ar2,由燃料管线l1和换气管线l3形成双重管构造体pu。
56.从机器处所aru外经由燃料仓单元25向船舶供给的液化天然气在被收容于罐26之后,被向热交换器28输送驱动燃气发动机22所需要的量,在该热交换器28利用温水被加热而气化,变为预定的温度、例如40〔℃〕左右的作为第1流体的燃料气体。
57.燃料气体在作为燃料气体用的配管的所述燃料管线l1内流动而向燃气发动机22输送。
58.然而,对于所述船舶,考虑到燃料气体泄漏到燃料管线l1外的情况,使由燃料管线l1形成的作为第1要素构件的内管43被作为其他的构造体的作为第2要素构件的外管44包围,从而形成所述双重管构造体pu,从机器处所aru外送入的作为第2流体的空气向内管43与外管44之间供给,并向机器处所aru外排出。
59.为此,在所述空气送入口33与燃气发动机22之间配置有吸气用的所述换气管线l2,在燃气发动机22与空气排出口34之间配置有排气用的所述换气管线l3,利用空气送入口33从机器处所aru外送来的空气在换气管线l2内流动,而向燃气发动机22输送,在燃气发动机22内被加热之后,在由换气管线l3形成的所述外管44与所述内管43之间流动,从气体安全机器处所ar1向esd防护机器处所ar2输送,之后,从燃料管线l1分离,而在换气管线l3内流动,向鼓风机31输送,而从空气排出口34向机器处所aru外放出。
60.因此,由于在所述换气管线l2、l3内利用鼓风机31而形成负压,因此,即使假设燃料气体从内管43泄漏,燃料气体也不会向外管44外排出,而是被鼓风机31抽吸而向机器处所aru外排出。
61.另外,图中,为了方便,将内管43与外管44相邻示出。
62.接着,对所述双重管构造体pu进行说明。在该情况下,对一端安装有凸缘,包括呈直线状延伸的部分即直线状部分和曲折的部分即曲折部分,并具有“l”字状的形状的双重管构造体pu进行说明。
63.图4是本发明的第1实施方式的双重管构造体的立体图。
64.图中,附图标记pu是双重管构造体,附图标记di(i=1、2、
…
)是在双重管构造体pu的直线状部分配置的多个直线构造部,附图标记e1是将在双重管构造体pu的与曲折部分相邻配置的两个直线构造部、在本实施方式中是直线构造部d1、d2连结的弯曲构造部,附图标记51是将和双重管构造体pu的直线状部分彼此相邻配置的两个直线构造部、在本实施方式中是直线构造部d1与未图示的另一个直线构造部连结的凸缘。另外,在双重管构造体pu的长度方向上,配置有凸缘51的一侧为凸缘侧,相反的一侧为非凸缘侧。
65.双重管构造体pu包括:所述内管43;外管44;和后述的树脂制的支承件55,其在设定于直线构造部di的多个部位的后述的外管支承部srj(j=1、2、
…
)(图1)支承外管44,在内管43内形成有具有圆形的截面形状的供燃料气体流通的作为第1流路的燃料气体流路rt1,在内管43与外管44之间形成有具有环状的截面形状的供空气流通的作为第2流路的空气流路rt2。
66.内管43在弯曲构造部e1内呈“l”字状地曲折而一体形成。
67.外管44包括:多个分段外管fk(k=1、2、
…
),其在直线构造部di从凸缘侧至非凸缘侧以包围内管43的方式配置;和两个弯管gk(k=1、2),其在弯曲构造部e1以包围内管43的方式配置,用于连结分段外管fk。
68.另外,所述内管43、外管44和凸缘51均由金属、在本实施方式中是不锈钢形成。
69.接着,对所述外管支承部srj和直线构造部di的组装步骤进行说明。
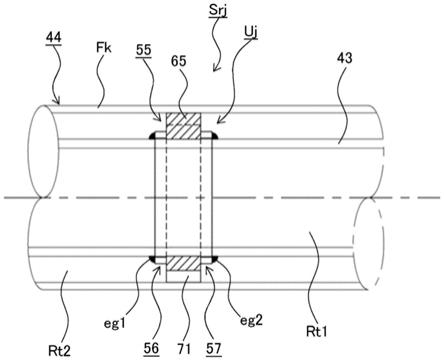
70.图1是本发明的第1实施方式的双重管构造体的外管支承部的纵剖视图,图5是本发明的第1实施方式的支承件的主视图,图6是本发明的第1实施方式的支承件的立体图,图7是用于说明本发明的第1实施方式的直线构造部的组装步骤的第1图,图8是用于说明本发明的第1实施方式的直线构造部的组装步骤的第2图,图9是用于说明本发明的第1实施方式的直线构造部的组装步骤的第3图。其中,图1的支承件的剖视图是图5的x
‑
x剖视图。
71.图中,附图标记srj是外管支承部,附图标记43是内管,附图标记44是外管,附图标记rt1是燃料气体流路,附图标记rt2是空气流路,附图标记fk是分段外管,附图标记55是在外管支承部srj外套于内管43的支承件,附图标记56、57是作为定位构件的环,该环在支承
件55的凸缘侧的端部和非凸缘侧的端部外套于内管43并且与支承件55抵接地配置,对支承件55进行定位。
72.所述支承件55由树脂、在本实施方式中是氟树脂形成,将利用注射成形等成形方法形成的筒状的构件切断为预定的长度,并实施机械加工,从而被一体形成,具有环状的形状。
73.因此,耐磨耗性、耐热性和耐候性较高,因此即使长期使用双重管构造体pu,支承件55也不会变形,能够提高支承件55的耐久性。
74.所述环56、57由金属、在本实施方式中是不锈钢形成,其内径比内管43的外径略大,以能够使该环56、57在内管43滑动并外套于内管43。
75.环56利用涂布于其凸缘侧的边缘eg1的树脂制的粘接剂60而被粘接并固定于内管43,环57利用涂布于其非凸缘侧的边缘eg2的粘接剂60而被粘接并固定于内管43。
76.另外,在本实施方式中,作为粘接剂60,使用由含有甲硅烷基的硅酮树脂形成的适于在金属之间粘接的一液湿气固化型的弹性粘接剂。
77.另外,所述支承件55由环状体构成,包括:环状部61;和凸部65,该凸部65在支承件55的周向上的多个部位、在本实施方式中是4个部位向径向外侧突出而形成。另外,环状部61的内径比内管43的外径略大,以能够使支承件55在内管43滑动并外套于内管43。
78.于是,当支承件55被外管44包围时,在支承件55的周向上的各凸部65之间形成有连通孔71,该连通孔71具有扇状的形状,使比支承件55靠凸缘侧的空气流路rt2与比支承件55靠非凸缘侧的空气流路rt2连通,而供空气流通。
79.在组装外管支承部srj处的直线构造部di的情况下,首先,如图7所示,将环57、支承件55和环56依次外套于内管43,利用环56、57夹持并定位支承件55。
80.接着,在环56的边缘eg1和环57的边缘eg2涂布粘接剂60,将环56、57固定于内管43,形成由支承件55和环56、57构成的支承件单元uj(j=1、2、
…
)。在该情况下,优选将粘接剂60涂布于边缘eg1、eg2的整个周向,但也能够涂布于周向上的至少一个部位。
81.接着,当如图8中箭头所示那样将分段外管fk外套于内管43和支承件55时,如图9所示那样形成直线构造部di。
82.接着,对双重管构造体pu的形成方法进行说明。
83.图10是用于说明本发明的第1实施方式的双重管构造体的形成方法的第1图,图11是用于说明本发明的第1实施方式的双重管构造体的形成方法的第2图,图12是用于说明本发明的第1实施方式的双重管构造体的形成方法的第3图,图13是用于说明本发明的第1实施方式的双重管构造体的形成方法的第4图,图14是用于说明本发明的第1实施方式的双重管构造体的形成方法的第5图,图15是用于说明本发明的第1实施方式的双重管构造体的形成方法的第6图,图16是用于说明本发明的第1实施方式的双重管构造体的形成方法的第7图,图17是用于说明本发明的第1实施方式的双重管构造体的形成方法的第8图,图18是用于说明本发明的第1实施方式的双重管构造体的形成方法的第9图。
84.首先,将由不锈钢形成的未图示的管构件切断为预定的长度,通过实施弯曲加工,形成如图10所示的包括直线状部分h1、h2和曲折部分h3的内管43。附图标记eg11是内管43的凸缘侧的边缘,附图标记eg12是内管43的非凸缘侧的边缘。
85.接着,如图11中箭头所示,在内管43的凸缘侧的边缘eg11,将环57、支承件55和环
56依次外套于内管43,在外管支承部sr1利用环56、57夹持并定位支承件55。然后,在环56的边缘eg1和环57的边缘eg2涂布粘接剂60,将环56、57固定于内管43,如图12所示,由支承件55和环56、57形成支承件单元u1。
86.接着,将分段外管f1外套于内管43和支承件单元u1,形成直线构造部d1。
87.然后,在内管43的非凸缘侧的边缘eg12,如箭头所示那样将弯管g1、g2外套于内管43,利用焊接将分段外管f1与弯管g1接合,并且利用焊接将弯管g1与弯管g2接合,如图14所示那样形成弯曲构造部e1。此时,使内管43的凸缘侧的边缘eg11以及分段外管f1的凸缘侧的边缘eg13与凸缘51抵接,利用焊接将内管43以及分段外管f1与凸缘51接合。
88.接着,如图15所示,在内管43的非凸缘侧的边缘eg12,将环56、支承件55和环57依次外套于内管43,在外管支承部sr2利用环56、57夹持支承件55,利用粘接剂60将环56、57固定于内管43,进而,将环56、支承件55和环57依次外套于内管43,在外管支承部sr3利用环56、57夹持支承件55,利用粘接剂60将环56、57固定于内管43。如此,如图16所示,在外管支承部sr2形成支承件单元u2,在外管支承部sr3形成支承件单元u3。
89.接着,如图17中箭头所示,在内管43的非凸缘侧的边缘eg12,将分段外管f2外套于内管43和支承件单元u2、u3。
90.然后,若利用焊接将弯管g2与分段外管f2接合,则如图18所示,形成直线构造部d2。
91.如此,如图18所示,形成包括直线构造部di和弯曲构造部e1的双重管构造体pu。
92.如此,在本实施方式中,将由树脂一体形成的支承件55配置于内管43与外管44之间的空气流路rt2,在支承件55与外管44之间形成供空气流通的连通孔71,因此能够简化支承件55的构造。因此,能够使双重管构造体pu小型化,提高针对船舶的搭载性。
93.另外,由于支承件55由树脂形成,因而即使在振动的作用下支承件55与内管43的外周面以及外管44的内周面滑动,也不会产生火花。因此,能够简化双重管构造体pu的接地构造,能够降低双重管构造体pu的成本。
94.此外,即使长期使用双重管构造体pu,支承件55也不会被锈等腐蚀,因此能够简化双重管构造体pu的维护、管理。
95.另外,由于无需利用焊接将内管43与用于对支承件55进行定位的环56、57接合,因此支承件55不会由于热而破损。因此,能够进一步提高支承件55的耐久性。
96.接着,对设为不使用粘接剂60就对支承件55进行定位的本发明的第2实施方式进行说明。其中,对具有与第1实施方式同样的构造的构件标注相同的附图标记,针对由具有相同的构造所带来的发明的效果,引用该实施方式的效果。
97.图19是本发明的第2实施方式的双重管构造体的外管支承部的纵剖视图,图20是本发明的第2实施方式的支承件的主视图。其中,图19的支承件的剖视图是图20的y
‑
y剖视图。
98.图中,附图标记srj是外管支承部,附图标记43是作为第1要素构件的内管,附图标记44是作为第2要素构件的外管,附图标记rt1是作为第1流路的燃料气体流路,附图标记rt2是作为第2流路的空气流路,附图标记fk是分段外管,附图标记55是支承件,附图标记66、67是作为定位构件的套筒,该套筒在支承件55的凸缘侧的端部和非凸缘侧的端部外套于内管43,并且与支承件55抵接地配置,对支承件55进行定位。
99.该套筒66、67由金属、在本实施方式中是不锈钢形成,其内径比内管43的外径略大,以能够使该套筒66、67在内管43滑动并外套于内管43。
100.套筒66通过焊接其凸缘侧的边缘eg21而固定于内管43,套筒67通过焊接其非凸缘侧的边缘eg22而固定于内管43。由支承件55和夹持支承件55的套筒66、67构成支承件单元wj(j=1、2、
…
)。
101.为了避免在利用焊接将套筒66、67固定于内管43时的热向支承件55传递而使支承件55破损,套筒66、67的轴向长度为预定的值,在本实施方式中是100〔mm〕以上。
102.接着,对设为不使用所述环56、57(图1)、套筒66、67等就能够使支承件相对于内管43定位的本发明的第3实施方式进行说明。其中,对具有与第1、第2实施方式相同的构造的构件标注相同的附图标记,针对由具有相同的构造所带来的发明的效果,引用该实施方式的效果。
103.图21是本发明的第3实施方式的支承件的立体图。
104.图中,附图标记75是支承件,该支承件由树脂、在本实施方式中是氟树脂形成,将利用注射成形等成形方法形成的筒状的构件切断为预定的长度,并实施机械加工,从而被一体形成,具有环状的形状。
105.该支承件75具有环状的形状,包括:环状部81;和凸部65,该凸部65在该环状部81的周向上的多个部位、在本实施方式中是4个部位向径向外侧突出而形成。另外,环状部81的内径比内管43的外径略大,以能够使支承件75在作为第1要素构件的内管43(图1)滑动并外套于该内管43。
106.于是,当支承件75被外管44包围时,在支承件75的周向上的各凸部65之间形成有未图示的连通孔,该连通孔具有扇状的形状,使比支承件75靠凸缘侧的作为第2流路的空气流路rt2与比支承件75靠非凸缘侧的作为第2流路的空气流路rt2连通,而供空气流通。
107.另外,在所述环状部81的内周面sa的周向上的多个部位、在本实施方式中是两个部位以沿轴向延伸的方式形成有截面具有半圆形的形状的槽m1、m2,在该槽m1、m2的两端形成有直径比槽m1、m2的直径略大、具有半圆形的形状的台阶部87、88。
108.在组装外管支承部srj处的直线构造部di(图4)的情况下,将支承件75外套于内管43,接着,在槽m1、m2与内管43之间的间隙注入作为定位构件的粘接剂60(图7)。另外,在本实施方式中,作为粘接剂60,使用前述的由含有硅烷基的硅酮树脂形成的一液湿气固化型的弹性粘接剂。
109.由此,支承件75利用粘接剂60相对于内管43定位。即,粘接剂60在所述台阶部87、88固化,形成扩径部,因此支承件75不会沿轴向移动并从固化了的粘接剂60脱落。
110.接着,对设为不使用所述环56、57、套筒66、67等就能够使支承件75相对于内管43定位的本发明的第4实施方式进行说明。其中,对具有与第1~第3实施方式相同的构造的构件标注相同的附图标记,针对由具有相同的构造所带来的发明的效果,引用该实施方式的效果。
111.图22是本发明的第4实施方式的支承件的立体图。
112.在该情况下,在环状部81的内周面sa的轴向上的凸缘侧的端部和非凸缘侧的端部的在周向上的多个部位、在本实施方式中是两个部位以沿周向延伸的方式形成有具有弧状的形状的槽m3、m4。
113.在组装外管支承部srj(图1)处的直线构造部di(图4)的情况下,将支承件75外套于作为第1要素构件的内管43,接着,在槽m3、m4与内管43之间的间隙注入作为定位构件的粘接剂60(图7)。
114.由此,支承件75利用粘接剂60相对于内管43定位。即,粘接剂60在所述槽m3、m4内固化,因此支承件75不会沿轴向移动。
115.接着,对设为在支承件内形成有连通孔的本发明的第5实施方式进行说明。其中,对具有与第1、第2实施方式相同的构造的构件标注相同的附图标记,针对由具有相同的构造所带来的发明的效果,引用该实施方式的效果。
116.图23是本发明的第5实施方式的支承件的立体图。
117.图中,附图标记85是支承件,该支承件由树脂、在本实施方式中是氟树脂形成,将利用注射成形等成形方法形成的筒状的构件切断为预定的长度,并实施机械加工,从而被一体形成,具有环状的形状。
118.另外,支承件85包括:作为第1环状体的内侧环状部91;作为第2环状体的外侧环状部92,其在比该内侧环状部91靠径向外侧的位置与内侧环状部91隔开预定的间隔地形成;和连结部93,其在支承件85的周向上的多个部位、在本实施方式中是4个部位将内侧环状部91与外侧环状部92连结起来。另外,内侧环状部91的内径比内管43的外径略大,以能够使支承件85在作为第1要素构件的内管43(图1)滑动并外套于该内管43,外侧环状部92的外径比外管44的内径略小,以能够使支承件85在作为第2要素构件的外管44滑动并内嵌于该外管44。
119.于是,在支承件85的周向上的所述各连结部93间形成有连通孔94,该连通孔94具有扇状的形状,使比支承件85靠凸缘侧的作为第2流路的空气流路rt2和比支承件85靠非凸缘侧的作为第2流路的空气流路rt2连通,而供空气流通。
120.另外,在本实施方式中,作为对支承件85进行定位的定位构件,使用环56、57(图1)、套筒66、67(图19)、粘接剂60(图7)等。
121.本发明不限定于所述各实施方式,能够基于本发明的主旨进行各种各样的变形,而这些并非从本发明的范围内排除。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

