1.本发明涉及涡轮叶片领域,特别地,涉及一种涡轮叶片尾缘劈缝造型方法。
背景技术:
2.航空发动机涡轮叶片的冷却是航空发动机涡轮安全有效运转的重要关键,涡轮叶片冷却一般分为叶身气膜冷却和叶片尾缘劈缝冷却,尾缘劈缝一般分为中劈缝和偏劈缝,取决于叶片冷却需求与劈缝位置。航空发动机高压叶片直接承受燃烧室高温燃气,工作环境恶劣,通常叶片尾缘尤其尾缘叶尖区域温度最高,偏劈缝的设计优化对于涡轮叶片的冷却设计至关重要。
3.现有方法中,一种方法是仅控制偏劈缝出流高度,对叶盆、叶背厚度仅控制最小厚度,各截面偏劈缝窗口高度平均分配。这种方法的缺陷在于:
4.1)对于叶片后期优化调整过程中,尤其偏劈缝出流高度优化,会导致叶盆侧或者叶背侧单一侧厚度变化随意性较大,极易导致尾缘厚度小于设计要求,厚度不均匀,热应力集中,造成叶片烧蚀;
5.2)偏劈缝窗口高度追求平均分布,未考虑高温区集中于尾缘叶尖处,导致叶尖冷气量不足,造成叶片烧蚀。随着现阶段涡轮叶片冷却设计难度加大,复合冷却形式增多,对冷却结构的快速、精准优化要求越来越高,这种偏劈缝设计方法已经难以满足冷却设计要求。
技术实现要素:
6.本发明提供了一种涡轮叶片尾缘劈缝造型方法,以解决现有叶片设计中存在的“尾缘偏劈缝优化调整修改难度大、尺寸控制不规范”的技术问题。
7.本发明采用的技术方案如下:
8.一种涡轮叶片尾缘劈缝造型方法,包括以下步骤:s10:根据叶片外形参数构造出叶片外形模体;s20:在叶片外形模体上选取出多个不同高度截面内的叶型曲线;s30:根据叶型曲线处的叶片出气角构造出带有劈缝特征参数的叶片内腔型线,并将不同高度截面内的叶片内腔型线拉伸后连接形成叶片内腔模体,以使叶片内腔模体上不同高度截面内的劈缝出流长度、劈缝出流宽度分别相等,且劈缝起始处叶背与叶盆厚度之比相当;s40:在叶片内腔模体上给定劈缝隔板厚度和窗口高度;s50:将叶片内腔模体与叶片外形模体求差,以获得叶片实体模型。
9.进一步地,步骤s10包括以下步骤:根据叶片外形参数获取叶片多个不同高度处的叶型曲线;将多个不同高度处的叶型曲线拉伸后连接形成叶片外形模体。
10.进一步地,叶型曲线包括叶片外形曲线和叶片内腔曲线;步骤s20中,选取叶片内腔曲线与叶片外形曲线相匹配的叶型曲线。
11.进一步地,步骤s20中,在叶片高度范围内选取4个高度截面内的叶型曲线,其中,叶片两端截面分别靠近叶片的上缘板和下缘板,中间两个截面将两端两个截面之间的叶身
平分。
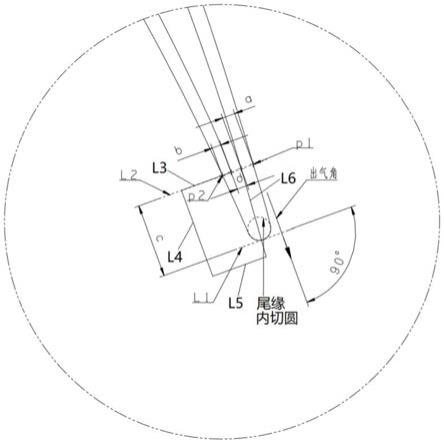
12.进一步地,步骤s30包括以下步骤:s31:根据叶型曲线处的叶片出气角在叶型曲线的尾缘处构造出劈缝型线;s32:在劈缝型线上构造出辅助线,以与叶片内腔曲线连接成封闭且带有劈缝特征参数的叶片内腔型线;s33:将不同高度截面内的叶片内腔型线拉伸后连接形成叶片内腔模体。
13.进一步地,步骤s31具体包括以下步骤:根据叶型曲线处的叶片出气角,作出与尾缘内切圆相切的垂线l1;过尾缘叶身作出与垂线l1平行且间距为劈缝出流长度c的直线l2;取直线l2与尾缘叶背交点p1、与尾缘叶盆交点p2,并读取直线l2上对应的叶背厚度a和叶盆厚度b;根据劈缝出流宽度d一致的设计准则,分配叶背厚度a、劈缝出流宽度d、及叶盆厚度b的关系。
14.进一步地,不同高度截面内的c取值相同,且c的取值以最高截面内叶型曲线参数为约束。
15.进一步地,分配叶背厚度a、出流宽度d、及叶盆厚度b的关系时,使不同高度截面内的劈缝出流宽度d相同,且不同高度截面内的叶背厚度a与叶盆厚度b比值偏差不大于0.02mm。
16.进一步地,步骤s32具体包括以下步骤:过p2点作出与直线l2重合的辅助线l3;作出与辅助线l3垂直且与垂线l1相交的辅助线l4;作出与辅助线l4垂直的辅助线l5;作出过直线l2与尾缘叶背内壁面交点且垂直辅助线l5的辅助线l6。
17.进一步地,进行步骤s40时,给定不同高度处的劈缝隔板厚度相等;给定最高位置处的窗口高度h1大于其余高度处的窗口高度h2。
18.本发明具有以下有益效果:
19.本发明的涡轮叶片尾缘劈缝造型方法,具体是根据叶片出气角确定偏劈缝的角度和位置,通过控制各高度截面等劈缝出流长度、出流宽度,叶背与叶盆厚度比分配等,实现叶片尾缘区偏劈缝三维尺寸的参数化控制与分布,减少偏劈缝在三维空间中的尺寸误差,增强尾缘叶尖冷却效果,相比常规建模方法,本发明具有偏劈缝尺寸控制更精确合理、结构优化效率更高的特点,可实现涡轮冷却叶片高效、精确优化设计,可满足更高的涡轮前进口温度下的涡轮叶片冷却设计需求,解决现有叶片设计中存在的“尾缘偏劈缝优化调整修改难度大、尺寸控制不规范、以及叶尖冷却不足”的技术问题;本发明的涡轮叶片尾缘劈缝造型方法中,偏劈缝的结构尺寸控制更精确合理、结构优化效率更高,可实现涡轮冷却叶片高效精确优化设计;本发明的涡轮叶片尾缘劈缝造型方法,已在某涡桨发动机冷却方案设计中应用验证,其可提高涡轮叶片冷却结构优化速度,在较高涡轮前温度下保证涡轮叶片在材料允许的安全温度范围内稳定工作。
20.除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
21.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
22.图1是本发明优选实施例的叶片外形模体的三维示意图;
23.图2是本发明优选实施例的叶片不同高度基准平面示意图;
24.图3是本发明优选实施例的叶型曲线示意图;
25.图4是图3的局部放大结构示意图;
26.图5是本发明优选实施例的叶片内腔型线示意图;
27.图6是本发明优选实施例的叶片内腔模体三维示意图;
28.图7是图6中叶片内腔模体给定劈缝隔板厚度和窗口高度后示意图;
29.图8是本发明优选实施例的叶片实体模型三维示意图。
30.图例说明
31.10、叶片外形模体;20、叶型曲线;21、叶片外形曲线;22、叶片内腔曲线;30、叶片内腔型线;40、叶片内腔模体;50、叶片实体模型。
具体实施方式
32.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由下述所限定和覆盖的多种不同方式实施。
33.参照图1
‑
图8,本发明的优选实施例提供了一种涡轮叶片尾缘劈缝造型方法,包括以下步骤:
34.s10:根据叶片外形参数构造出叶片外形模体10;
35.s20:在叶片外形模体10上选取出多个不同高度截面内的叶型曲线20;
36.s30:根据叶型曲线20处的叶片出气角构造出带有劈缝特征参数的叶片内腔型线30,并将不同高度截面内的叶片内腔型线30拉伸后连接形成叶片内腔模体40,以使叶片内腔模体40上不同高度截面内的劈缝出流长度、劈缝出流宽度分别相等,且劈缝起始处叶背与叶盆厚度之比相当;
37.s40:在叶片内腔模体40上给定劈缝隔板厚度和窗口高度;
38.s50:将叶片内腔模体40与叶片外形模体10求差,以获得叶片实体模型50。
39.本发明的涡轮叶片尾缘劈缝造型方法,具体是根据叶片出气角确定偏劈缝的角度和位置,通过控制各高度截面等劈缝出流长度、出流宽度,叶背与叶盆厚度比分配等,实现叶片尾缘区偏劈缝三维尺寸的参数化控制与分布,减少偏劈缝在三维空间中的尺寸误差,增强尾缘叶尖冷却效果,相比常规建模方法,本发明具有偏劈缝尺寸控制更精确合理、结构优化效率更高的特点,可实现涡轮冷却叶片高效、精确优化设计,可满足更高的涡轮前进口温度下的涡轮叶片冷却设计需求,解决现有叶片设计中存在的“尾缘偏劈缝优化调整修改难度大、尺寸控制不规范、以及叶尖冷却不足”的技术问题;本发明的涡轮叶片尾缘劈缝造型方法中,偏劈缝的结构尺寸控制更精确合理、结构优化效率更高,可实现涡轮冷却叶片高效精确优化设计;本发明的涡轮叶片尾缘劈缝造型方法,已在某涡桨发动机冷却方案设计中应用验证,其可提高涡轮叶片冷却结构优化速度,在较高涡轮前温度下保证涡轮叶片在材料允许的安全温度范围内稳定工作。
40.可选地,如图1所示,步骤s10包括以下步骤:
41.根据叶片外形参数获取叶片多个不同高度处的叶型曲线20;
42.将多个不同高度处的叶型曲线20拉伸后连接形成叶片外形模体10。
43.具体地,叶片外形参数在进行软件建模之初已根据设计要求给定,通过建模软件
可容易获取多个叶身不同高度处的叶型曲线20,然后再将多个不同高度处的叶型曲线20拉伸后连接,即可形成如图1所示的叶片外形模体10,即完成叶片外形实体建模,操作简单,容易实施。
44.可选地,如图3所示,叶型曲线20包括叶片外形曲线21和叶片内腔曲线22。步骤s20中,选取叶片内腔曲线22与叶片外形曲线21相匹配的叶型曲线20,即选取的叶型曲线20中,其叶片内腔曲线22与叶片外形曲线21尽量相似,以提高后续偏劈缝三维尺寸的设计精度。
45.本可选方案中,如图2所示,步骤s20中,在叶片高度范围内选取4个高度截面内的叶型曲线20,其中,叶片两端截面分别靠近叶片的上缘板和下缘板,中间两个截面将两端两个截面之间的叶身平分,该4个高度截面的选取,一方面使选取的叶型曲线20的叶片内腔曲线22与叶片外形曲线21相匹配,进而提高后续偏劈缝三维尺寸的设计精度,另一方面,截面数量的选择合理、适当,满足建模需求的条件下,降低工作量。本可选方案的具体实施例中,如图2所示,具体操作时,首先在叶片高度范围内选取4个不同截面建立基准平面,然后将基准平面与叶身求交线,即可获得相应的叶型曲线20,操作简单、容易实施。
46.可选地,如图3
‑
图6所示,步骤s30包括以下步骤:
47.s31:根据叶型曲线20处的叶片出气角在叶型曲线20的尾缘处构造出劈缝型线;
48.s32:在劈缝型线上构造出辅助线,以与叶片内腔曲线22连接成封闭且带有劈缝特征参数的叶片内腔型线30;
49.s33:将不同高度截面内的叶片内腔型线30拉伸后连接形成叶片内腔模体40。
50.本可选方案中,如图4所示,步骤s31具体包括以下步骤:
51.根据叶型曲线20处的叶片出气角,作出与尾缘内切圆相切的垂线l1;
52.过尾缘叶身作出与垂线l1平行且间距为劈缝出流长度c的直线l2,其中,劈缝出流长度c为建模前预设,为已知值;
53.取直线l2与尾缘叶背交点p1、与尾缘叶盆交点p2,并读取直线l2上对应的叶背厚度a和叶盆厚度b;
54.根据劈缝出流宽度d一致的设计准则,分配叶背厚度a、劈缝出流宽度d、及叶盆厚度b的关系。
55.优选地,如图4所示,不同高度截面内的c取值相同,且c的取值以最高截面内叶型曲线20参数为约束,即c的取值应保证尾缘叶尖处高温区冷气量充足,以免造成叶片烧蚀。
56.优选地,如图4所示,分配叶背厚度a、出流宽度d、及叶盆厚度b的关系时,使不同高度截面内的劈缝出流宽度d相同,且不同高度截面内的叶背厚度a与叶盆厚度b比值偏差不大于0.02mm。
57.本可选方案中,如图5和图6所示,步骤s32具体包括以下步骤:
58.过p2点作出与直线l2重合的辅助线l3;
59.作出与辅助线l3垂直且与垂线l1相交的辅助线l4;
60.作出与辅助线l4垂直的辅助线l5;
61.作出过直线l2与尾缘叶背内壁面交点且垂直辅助线l5的辅助线l6。
62.具体地,辅助线l3、l4、l5、l6、叶盆厚度b范围内的部分l2、及叶片内腔曲线22连接围合成封闭且带有劈缝特征参数的叶片内腔型线30。
63.可选地,如图7所示,进行步骤s40时,
64.给定不同高度处的劈缝隔板厚度相等;
65.给定最高位置处的窗口高度h1大于其余高度处的窗口高度h2,有利于尾缘叶尖部位的冷却,防止叶尖处烧蚀。
66.本发明建模实施步骤中,所有操作均为参数化建模方式,约束完整、结构优化、参数调整精确快速,通过该参数化建模方式,可输出叶片尾缘偏劈缝结构尺寸,如表1所示,可明显提升尺寸对比、结构优化效率,同时该结构偏劈缝具有冷气分配合理,冷却效果好的优点,可大幅提高发动机涡轮叶片寿命。
67.表1叶片尾缘偏劈缝尺寸数据
[0068][0069]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

