1.本实用新型涉及热轧棒材生产线设备领域,具体是涉及一种热轧棒材分离设备。
背景技术:
2.在热轧棒材生产线上,成品棒材从冷床卸料,通过辊道运输至定尺机进行定尺,冷剪将其剪切成固定长度的成品。由于冷床上成品长度不一,会造成冷剪在剪切时会出现长度不足的成品,即短尺。这些短尺必须在打捆工序前分离出来,否则会影响成品的整体质量。
3.目前大多数钢厂采取人工分拣的方式,由于此时成品的温度仍然较高,工人在识别短尺和分拣的过程中存在一定的危险性,且劳动强度大,效率低下,也存在漏拣的情况。
技术实现要素:
4.本实用新型旨在提供一种热轧棒材分离设备,以实现定尺、短尺棒材的自动分离,从而减少工人强度,提高生产效率。
5.具体方案如下:
6.一种热轧棒材分离设备,其特征在于:包括辊道和夹持装置;所述辊道上具有沿其行进方向依序设置的短尺分离段和短尺剔除段,所述短尺分离段靠近短尺剔除段的端部上设置有一升降挡板,所述短尺剔除段远离短尺分离段的端部上设置有一固定挡板;所述夹持装置包括托板、夹持件以及驱动夹持件动作的第一驱动件,所述托板设置于短尺分离段远离升降挡板的端部的旁侧,并且该托板21的顶面与短尺分离段的辊面齐平设置,所述夹持件位于托板的上方,所述第一驱动件能够驱动所述夹持件相对于托板做靠近和远离的动作,并将位于托板上的热轧棒材压住和松开。
7.进一步的,所述第一驱动件包括了固定架、摆臂和液压缸,所述摆臂的一端枢接在固定架上,所述夹持件固定在摆臂的另一端上,所述液压缸的活塞杆与摆臂驱动连接,并能够驱动摆臂绕其枢接点转动,从而使摆臂上的夹持件能够相对于托板做靠近和远离的动作。
8.进一步的,所述夹持件为一压辊。
9.进一步的,还包括一短尺剔除装置,所述短尺剔除装置包括拨杆、驱动拨杆动作的第二驱动件和收集槽,所述拨杆位于短尺剔除段的辊间隙中,所述拨杆位于短尺剔除段下料侧的一端被枢接固定,且拨杆顶部的载物面在初始状态下不超过短尺剔除段的辊面;所述第二驱动件与拨杆驱动连接,以使拨杆会被第二驱动件顶起至倾斜状态,所述收集槽设置于短尺剔除段下料侧的旁侧。
10.本实用新型提供的热轧棒材分离设备与现有技术相比较具有以下优点:本实用新型提供的热轧棒材分离设备根据定尺、短尺棒材的长度不同,利用夹持装置实现了定尺、短尺棒材的自动分离,并且这种装置结构简单,运行可靠,可以大大的减少工人强度,从而提高生产效率。
附图说明
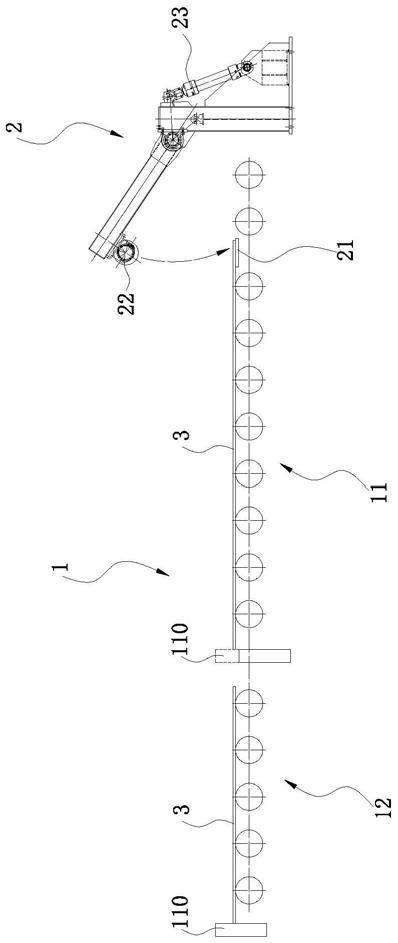
11.图1示出了热轧棒材分离设备在初始状态下的示意图。
12.图2示出了夹持装置的示意图。
13.图3示出了热轧棒材分离设备在工作状态下的示意图。
14.图4示出了短尺剔除装置在初始状态下的示意图。
15.图5示出了短尺剔除装置在工作状态下的示意图。
具体实施方式
16.为进一步说明各实施例,本实用新型提供有附图。这些附图为本实用新型揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本实用新型的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
17.现结合附图和具体实施方式对本实用新型进一步说明。
18.如图1和图2所示的,本实施例提供了一种热轧棒材分离设备,包括辊道1和夹持装置2。其中,该辊道1上具有沿其行进方向依序设置的短尺分离段11和短尺剔除段12;为了便于描述,将短尺分离段11沿其行进方向的两端分别定义为第一端和第二端,短尺剔除段12沿其行进方向的两端分别定义为第三端和第四端。短尺分离段11的第二端上设置有一升降挡板110,该升降挡板110能够在竖直方向上进行伸缩运动(伸缩运动可以由气缸等装置来实现),在该升降挡板110处于升起状态时,该升降挡板110能够阻挡短尺分离段11上的热轧棒材3继续向下游的短尺剔除段12输送,并是位于短尺分离段11上的所有热轧棒材3以该升降挡板110作为一端面进行齐头排布;短尺剔除段12的第四端上设置有一固定挡板120,该固定挡板120以用于阻挡短尺剔除段12上的热轧棒材3的掉落,从而收集输送至短尺剔除段12上的热轧棒材3。
19.夹持装置2包括托板21、夹持件22以及驱动夹持件22动作的第一驱动件23,其中托板21设置于短尺分离段11第一端的旁侧,并且该托板21的顶面与短尺分离段11的辊面齐平设置,夹持件22位于托板21的上方,并且第一驱动件23能够驱动该夹持件22相对于托板21做靠近和远离的动作,从而将位于托板21上的热轧棒材3压住和松开。
20.在本实施例中,夹持件22为一圆柱形的压辊,第一驱动件23包括了固定架230、摆臂231和液压缸232,其中摆臂231的一端枢接在固定架230上,压辊固定在摆臂231的另一端上,液压缸232的活塞杆与摆臂231驱动连接,从而驱动摆臂231绕其枢接点转动,从而使摆臂231上的压辊相对于托板21做靠近和远离的动作。
21.参考图1和图3,本实施例提供的热轧棒材分离设备的工作流程如下:
22.首先,下冷床的热轧棒材3在经过冷剪剪切后,由输送辊道运输至短尺分离段11,此时短尺分离段11的升降挡板110处于升起状态,短尺分离段上的辊转动以将位于短尺分离段11上的所有热轧棒材3(包括定尺棒材和短尺棒材)继续往左输出,让所有的短尺、定尺棒材碰撞升降挡板,以使所有的短尺、定尺棒材以升降挡板为基准面左对齐排布。
23.在短尺、定尺棒材的头部在升降挡板处对齐后,液压缸232开始工作,液压缸232的活塞杆伸出,摆臂231从初始位摆动至工作位。由于短尺棒材的长度小于定尺棒材,此时短尺棒材的尾部已远离托板21;在摆臂231下压时,压辊只会将定尺棒材的尾部紧紧地压靠在
托板21上;然后升降挡板110下降,辊道继续运行,由于定尺棒材的尾部被压靠在托板上无法往前行进,而短尺棒材未被压靠住,因而可以继续往前行进,即可从定尺棒材中完全分离出来,向左前进至短尺剔除段12,当短尺棒材完全通过升降挡板110后,升降挡板110再次升起,准备分离下一批次的短尺,留在短尺分离段11的定尺棒材随即可安排进入下游工序,分离在短尺剔除段12则可以进行剔除收集操作。
24.本实施例提供的热轧棒材分离设备根据定尺、短尺棒材的长度不同,利用夹持装置2实现了定尺、短尺棒材的自动分离,并且这种装置结构简单,运行可靠,可以大大的减少工人强度,从而提高生产效率。
25.在本实施例中,参考图4和图5,热轧棒材分离设备还包括有一短尺剔除装置4,该短尺剔除装置4包括拨杆41、驱动拨杆41动作的第二驱动件42和收集槽43。其中拨杆41位于短尺剔除段12中辊的间隙中,该拨杆41位于短尺剔除段12下料侧的一端被枢接固定,且拨杆顶部的载物面在初始状态下(水平放置时)不超过短尺剔除段12的辊面;第二驱动件42为一气缸,该气缸的活塞杆与拨杆41驱动连接,以使拨杆41会被气缸的活塞杆顶起至倾斜状态,收集槽43设置于短尺剔除段12的下料侧的旁侧,以让拨杆41倾斜后其上的短尺棒材滑落至该收集槽43中。
26.短尺剔除装置4的工作流程如下:在短尺棒材齐头后,短尺剔除段的辊道停止运行,气缸开始动作,气缸的活塞杆伸出而将拨杆顶起至倾斜状态,短尺逐渐从拨杆上滑落至收集槽内,至此短尺棒材已完全从轧线剔除,短尺棒材剔除完后,拨杆回落至初始位,等待剔除下一批次的短尺,而收集槽内的短尺棒材可定期由人工打捆后吊离。
27.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上可以对本实用新型做出各种变化,均为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

