1.本技术涉及治具设备技术领域,尤其涉及一种点胶定位夹具。
背景技术:
2.目前的产品如手机、平板等在组装加工过程中,往往需要通过胶水实现各个工件的粘接。相关技术中,在进行点胶时,一般是人工手动将待点胶产品进行固定并完成点胶操作,容易出现偏差影响产品的生产良率,且手动点胶的效率低下。
技术实现要素:
3.本技术实施例提供了一种点胶定位夹具,通过在固定座上设置限位件,且在限位件上设置与固定座上的安装槽相对应的通孔,以能够使产品穿过通孔后安装并限位于安装槽内,以实现对产品的定位。所述技术方案如下;
4.本技术实施例提供了一种点胶定位夹具,包括:
5.固定座,设置有用于安装产品的安装槽;以及
6.限位件,位于所述固定座的所述安装槽的槽口一侧,且与所述固定座连接,所述限位件上设置有与所述安装槽对应的通孔,以使产品能够经过所述通孔安装于所述安装槽内;所述通孔靠近所述固定座一侧的孔径小于所述安装槽的槽口的孔径。
7.在一些实施例中,所述通孔的内周壁包括靠近所述固定座一侧的第一段,从所述限位件至所述固定座的方向上,所述第一段的孔径逐渐增大。
8.在一些实施例中,所述通孔的内周壁还包括远离所述固定座一侧的第二段,从所述限位件至所述固定座的方向上,所述第二段的孔径逐渐减小。
9.在一些实施例中,从所述限位件至所述固定座的方向上,所述第一段的孔径以第一预设曲线增大;从所述限位件至所述固定座的方向上,所述第二段的孔径以第二预设曲线减小。
10.在一些实施例中,所述第一预设曲线为直线。
11.在一些实施例中,所述第二预设曲线为直线。
12.在一些实施例中,所述通孔的内周壁还包括连接所述第一段与所述第二段的第三段,所述第三段为圆滑过渡段。
13.在一些实施例中,所述限位件靠近所述安装槽的一端的制备材料为在外力作用下可变形的材料;或
14.所述限位件整体的制备材料为在外力作用下可变形的材料。
15.在一些实施例中,所述限位件靠近所述安装槽的一端的制备材料为硅胶或热塑性聚氨酯弹性体橡胶;或
16.所述限位件整体的制备材料为硅胶或热塑性聚氨酯弹性体橡胶。
17.在一些实施例中,所述限位件在所述固定座上的正投影的外边界线与所述固定座的外边界线重合。
18.基于本技术实施例的一种点胶定位夹具,通过在固定座上设置限位件,且在限位件上设置与固定座上的安装槽相对应的通孔,以能够使产品穿过通孔后安装于安装槽内。通过将通孔靠近固定座一侧的孔径设置成小于安装槽的槽口的孔径,能够对安装于安装槽内的产品起到限位的作用,避免产品在点胶结束后跟随胶丝移动,能够保证产品在夹具内安装的平稳性;且本技术实施例通过定位夹具实现对产品的定位,相较于人工手动定位而言更加安全可靠,且通过定位夹具定位后,可直接借助点胶机等设备完成点胶操作,能够提高点胶良率且加快点胶速度。
附图说明
19.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
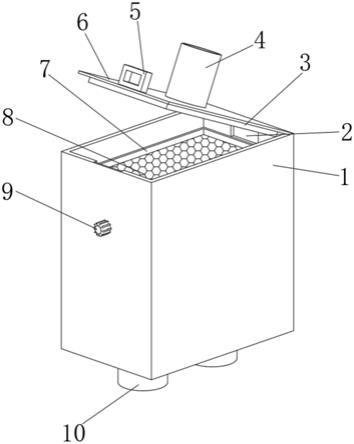
20.图1是本技术实施例提供的点胶定位夹具的立体结构图;
21.图2是本技术实施例提供的点胶定位夹具与产品组装后的立体结构图;
22.图3是图2的主视图;
23.图4为图3中的a
‑
a方向的剖面图;
24.图5为图4中的b处结构的一种放大图;
25.图6为图4中的b处结构的另一种放大图。
具体实施方式
26.为使本技术的目的、技术方案和优点更加清楚,下面将结合附图对本技术实施例方式作进一步地详细描述。
27.下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本技术相一致的所有实施方式。相反,它们仅是如所附权利要求书中所详述的、本技术的一些方面相一致的装置和方法的例子。
28.目前的设备如手机、平板等产品的组装加工过程中,往往需要通过胶水实现各种工件的粘接。相关技术中,在进行点胶时,一般是人工手动将待点胶设备进行固定并完成点胶操作,容易出现偏差影响产品的生产良率,且手动点胶的效率低下。基于此,本技术实施例提出了一种点胶定位夹具,旨在解决上述缺陷。
29.本技术实施例提供了一种点胶定位夹具100。参见图1至图4,点胶定位夹具100包括固定座110以及限位件120。
30.固定座110设置有用于安装产品200的安装槽111。安装槽111的轮廓可以与产品200的外轮廓相适配,以使产品200位于安装槽111内后不会晃动。
31.限位件120位于所述固定座110的所述安装槽111的槽口一侧,且与所述固定座110连接,所述限位件120上设置有与所述安装槽111对应的通孔121,以使产品200能够经过所述通孔121安装于所述安装槽111内;所述通孔121靠近所述固定座110一侧的孔径小于所述安装槽111的槽口的孔径。
32.本技术实施例通过在固定座110上设置限位件120,且在限位件120上设置与固定座110上的安装槽111相对应的通孔121,以能够使产品200穿过通孔121后安装于安装槽111内。通过将通孔121靠近固定座110一侧的孔径设置成小于安装槽111的槽口的孔径,能够对安装于安装槽111内的产品200起到限位的作用,避免产品200在点胶结束后跟随胶丝移动,能够保证产品200在夹具内安装的平稳性;且本技术实施例通过定位夹具100实现对产品200的定位,相较于人工手动定位而言更加安全可靠,且通过定位夹具100定位后,可直接借助点胶机等设备完成点胶操作,能够提高点胶良率且加快点胶速度。
33.通孔121的形状可以为任意的,只需能够满足使产品200在外力作用下能够穿过即可。如,通孔121可以为圆柱孔、棱柱孔、圆锥孔、棱锥孔等。在一些实施例中,为便于用户从通孔121处将产品200取出,通孔121靠近固定座110的一段可以设置有圆角或倒角。可以理解的,参见图5以及图6,所述通孔121的内周壁可以包括靠近所述固定座110一侧的第一段1211,从所述限位件120至所述固定座110的方向上,所述第一段1211的孔径逐渐增大。
34.具体地,从所述限位件120至所述固定座110的方向上,所述第一段1211的孔径逐渐增大,可以为从所述限位件120至所述固定座110的方向上所述第一段1211的孔径呈阶梯形增大,也可以为从所述限位件120至所述固定座110的方向上所述第一段1211的孔径以第一预设曲线增大。第一预设曲线可以为弧线,可参见图6;第一预设曲线也可以为直线,可参见图5;在实际的生产过程中,可结合具体使用情况将第一段1211设置成对应的结构,本技术实施例中并不对此作出限定。
35.在一些实施例中,为便于产品200进入通孔121,通孔121远离固定座110的一段可以设置有圆角或倒角。可以理解的,参见图5以及图6,所述通孔121的内周壁还包括远离所述固定座110一侧的第二段1212,从所述限位件120至所述固定座110的方向上,所述第二段1212的孔径逐渐减小。
36.具体地,从所述限位件120至所述固定座110的方向上,所述第二段1212的孔径逐渐减小,可以为从所述限位件120至所述固定座110的方向上所述第二段1212的孔径呈阶梯形减小,也可以为从所述限位件120至所述固定座110的方向上所述第二段1212的孔径以第二预设曲线减小。第二预设曲线可以为弧线,可参见图6;第二预设曲线也可以为直线,可参见图5;在实际的生产过程中,可结合具体使用情况将第二段1212设置成对应的结构,本技术实施例中并不对此作出限定。
37.在一些实施例中,为使产品200能够平缓的从第一段1211过渡到第二段1212,第一段1211与第二段1212之间可以设置有圆角。可以理解的,参见图5以及图6,所述通孔121的内周壁还包括连接所述第一段1211与所述第二段1212的第三段1213,所述第三段1213为圆滑过渡段。
38.为使在外力作用下产品200能够穿过通孔121而到达安装槽111内,所述限位件120靠近所述安装槽111的一端的制备材料可以为在外力作用下可变形的材料;或所述限位件120整体的制备材料可以为在外力作用下可变形的材料。通过将限位件120设置为部分或整体的制备材料为在外力作用下可变形的材料,使得产品200只有在一定的外力作用下时才能够进出通孔121,由于点胶结束后胶丝的作用下很小不会带动产品200穿过通孔121,因此能够保证产品200在安装槽111内的平稳安装。在一些实施例中,在外力作用下可变形的材料可以为硅胶、热塑性聚氨酯弹性体橡胶等软胶。硅胶、热塑性聚氨酯弹性体橡胶具有良好
的弹性伸缩性能,能够保证限位件120的使用寿命。
39.在一些实施例中,为保证产品200在安装槽111内安装的平稳性,固定座110的制备材料可以为在外力作用下不会变形的材料。如,固定座110的制备材料可以为聚碳酸酯、abs塑料等硬胶。通过将固定座110的制备材料设置为在外力作用下不会变形的材料,也便于固定座110与安装平台之间的安装固定。
40.本技术实施例中,固定座110与限位件120之间可以通过粘接剂粘接在一起。固定座110与限位件120可以通过双色注塑工艺一体成型,如,可成型出固定座110,之后将固定座110放置于模具中以形成模腔的一部分,之后再模腔中注入软胶以在固定座110上成型出限位件120。
41.将固定座110的用于与限位件120连接的表面定义为承载面112,承载面112可以包括设置有安装槽111的第一部分以及未设置安装槽111的第二部分,限位件120的外边界线在承载面112上的投影可以为位于第二部分内。当然,为保证定位夹具100整体结构的齐整性,参见图4,限位件120的外边界线在承载面112上的正投影可以与承载面112的外边界线重合。即所述限位件120在所述固定座110上的正投影的外边界线与所述固定座110的外边界线重合。
42.在本技术的描述中,需要理解的是,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。此外,在本技术的描述中,除非另有说明,“多个”是指两个或两个以上。“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。字符“/”一般表示前后关联对象是一种“或”的关系。
43.以上所揭露的仅为本技术较佳实施例而已,当然不能以此来限定本技术之权利范围,因此依本技术权利要求所作的等同变化,仍属本技术所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。