1.本发明涉及风力发电叶片制备技术领域,特别涉及一种封闭式腻子物料混合设备。
背景技术:
2.传统能源资源的大量使用带来了许多的环境问题和社会问题,并且其存储量大大降低,因而,风能作为一种清洁的可循环再生的能源,越来越受到世界各国的广泛关注。风力发电机叶片是接受风能的最主要部件,其良好的设计、可靠的质量和优越的性能是保证发电机组正常稳定运行的决定因素,其成本约为整个机组成本的15%
‑
20%。
3.目前的风力发电机叶片基本上是由聚酯树脂、乙烯基树脂和环氧树脂等热固性基体树脂与玻璃纤维、碳纤维等增强材料,通过手工铺放、树脂注入成型工艺复合而成。常用的风力发电叶片成型工艺为树脂传递模塑法简称rtm法,是首先在模具型腔中铺放好按性能和结构要求设计的增强材料预成型体,采用注射设备通过较低的成型压力将专用低粘度树脂体系注入闭合式型腔,由排气系统保证树脂流动顺畅,排出型腔内的全部气体和彻底浸润纤维,由模具的加热系统使树脂等加热固化而成型为frp构件。
4.随着技术的发展,现已开发出多种较先进的工艺,如预浸料工艺、机械浸渍工艺及真空辅助灌注工艺。真空辅助灌注成型工艺是近几年发展起来的一种改进的rtm工艺。它多用于成型形状复杂的大型厚壁制品。真空辅助是在注射树脂的同时,在排气口接真空泵,一边注射一边抽真空,借助于铺放在结构层表面的高渗透率的介质引导将树脂注入到结构层中。这样不仅增加了树脂传递压力,排除了模具及树脂中的气泡和水分,更重要的是为树脂在模具型腔中打开了通道,形成了完整通路。另外,无论增强材料是编织的还是非编织的,无论树脂类型及粘度如何,真空辅助都能大大改善模塑过程中纤维的浸润效果。所以,真空辅助rtm(vartm)工艺能显著减少最终制品中夹杂物和气泡的含量,就算增大注入速度也不会导致孔隙含量增加,从而提高制品的成品率和力学性能。
5.基于上述真空辅助rtm(vartm)工艺的叶片复合材料结构常规制备流程为:1)制造外壳和主梁:外壳由玻璃钢在模具内进行制造,主梁在真空袋中高温浇注而成;2)安置模具,在模具内喷涂胶衣树脂,形成叶片的保护表面;3)把外壳放入模具中,并铺覆玻璃纤维;4)安装主梁,起到支撑作用;5)安装泡沫材料;6)在泡沫材料上铺覆玻璃纤维;7)在玻璃纤维和泡沫材料上铺放真空膜;8)灌注树脂,并进行高温真空浇注;9)取下真空膜;10)用相同方法制成另外一半壳体;12)安装腹板;13)安装避雷装置等;14)安置主模具,在壳体边缘和腹板上涂胶粘剂,粘合两壳体;15)加热,使玻璃纤维更硬;16)叶片脱模;17)进行最终加工:切割、表面打磨处理、表面进行修复、表面进行滚涂等。
6.基于上述风力发电叶片生产过程的步骤17)中,由于需要对切割、打磨后的叶片表面进行修复,由此需要用到腻子物料作为修复材料,而腻子物料通常由a组分材料及b组分材料混合而成,而由于应用材料对空气及湿度敏感,材料与空气中的水分接触后会发生变质、变硬情况而影响腻子质量及修复质量。因此,开发出一种封闭式腻子物料混合设备以解
决上述技术问题。
技术实现要素:
7.为解决上述技术问题,本发明提供了一种封闭式腻子物料混合设备,包括底座,安装在所述底座上的a组分供料系统、b组分供料系统、混料系统,以及用于控制所述a组分供料系统、b组分供料系统、混料系统的电控总成;
8.所述a组分供料系统包括对称垂直安装在所述底座上并由a组分控制柜控制的a组分气缸,水平安装在所述a组分气缸顶部的a组分横梁,垂直安装在所述a组分横梁上并位于所述a组分气缸之间的a组分料桶,水平设置在所述a组分料桶内的a组分压料盘,垂直安装在所述a组分压料盘上侧的a组分齿轮泵,以及驱动所述a组分齿轮泵的a组分电机;所述a组分齿轮泵的进料口连通至所述a组分压料盘的下侧以对应位于所述a组分压料盘下侧的a组分材料,所述a组分齿轮泵的出料口通过a组分出料管及a组分流量计连通至所述混料系统;
9.所述b组分供料系统包括对称垂直安装在所述底座上并由手控阀控制的b组分气缸,水平安装在所述b组分气缸顶部的b组分横梁,垂直安装在所述b组分横梁上并位于所述b组分气缸之间的b组分料桶,以及通过支架安装在所述b组分料桶内的气动活塞泵;还包括安装在所述底座上并通过b组分补料管连通至所述气动活塞泵出料口的b组分压力罐,安装在所述底座上并连接至所述b组分压力罐出料口的b组分齿轮泵,以及驱动所述b组分齿轮泵的b组分电机,所述b组分齿轮泵的出料口通过b组分出料管及b组分流量计连通至所述混料系统;还包括干燥机,用于将通入所述b组分压力罐的空气进行除湿干燥以避免湿气对b组分材料造成影响;
10.所述混料系统包括连通至所述a组分出料管及a组分流量计的a组分比例测试管,连通至所述b组分出料管及b组分流量计的b组分比例测试管,两侧进料口分别连通至所述a组分比例测试管出料口及b组分比例测试管出料口的动态混料管,设置在所述动态混料管内的动态混合阀,设置在所述动态混料管出料口的动态出料管,以及驱动所述动态混合阀的动态混合伺服电机。
11.其中,所述电控总成包括隔离开关及具有人机交互界面并显示设备运行参数的屏幕。
12.其中,所述a组分料桶的顶盖上还设置有分进排气总成。
13.其中,所述b组分压力罐上还设置有压力罐进气阀、压力罐排气阀、安全排气阀及压力传感器。
14.其中,所述b组分补料管上设置有进料开关阀,以用于当所述b组分压力罐需要材料补给时打开。
15.通过上述技术方案,本发明通过封闭式料桶实现a组分材料及b组分材料的存储,并通过齿轮泵直接将a组分材料及b组分材料分别输送至混料系统后进行动态混合,混合后的腻子直接施加在叶片的表面进行表面修复,尤其适用于对于空气湿度敏感的材料,大大减少了材料与空气接触并减少了现场操作人员的操作步骤,混料效率高且修复效果好。
附图说明
16.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使
用的附图作简单地介绍。
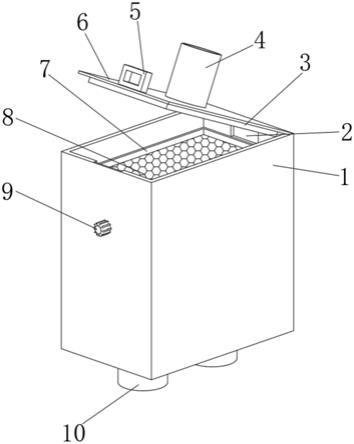
17.图1为本发明实施例所公开的混合设备立体结构示意图;
18.图2为本发明实施例所公开的混合设备俯视结构示意图;
19.图3为本发明实施例所公开的混合设备主视结构示意图;
20.图4为本发明实施例所公开的混合设备后视结构示意图。
21.图中:1.电控总成;2.隔离开关;3.屏幕;4.a组分料桶;5.a组分进排气总成;6.a组分流量计;7.a组分横梁;8.a组分控制柜;9.a组分电机;10.a组分齿轮泵;11.a组分压料盘;12.a组分气缸;13.b组分电机;14.b组分流量计;15.动态混合伺服电机;16.动态混料管;17.压力罐进气阀;18.压力罐排气阀;19.安全排气阀;20.压力传感器;21.b组分压力罐;22.干燥机;23.b组分齿轮泵;24.底座;25.进料开关阀;26.手控阀;27.气动活塞泵;28.b组分气缸;29.动态出料管;30.a组分比例测试管;31.b组分比例测试管;32.b组分横梁;33.b组分料桶。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
23.参考图1
‑
4,本发明的封闭式腻子物料混合设备,包括底座24,安装在底座24上的a组分供料系统、b组分供料系统、混料系统,以及用于控制a组分供料系统、b组分供料系统、混料系统的电控总成1;电控总成1包括隔离开关2及具有人机交互界面并显示设备运行参数的屏幕3。
24.a组分供料系统包括对称垂直安装在底座24上并由a组分控制柜8控制的a组分气缸12,水平安装在a组分气缸12顶部的a组分横梁7,垂直安装在a组分横梁7上并位于a组分气缸12之间的a组分料桶4,水平设置在a组分料桶4内的a组分压料盘11,垂直安装在a组分压料盘11上侧的a组分齿轮泵10,以及驱动a组分齿轮泵10的a组分电机9;a组分齿轮泵10的进料口连通至a组分压料盘11的下侧以对应位于a组分压料盘11下侧的a组分材料,a组分齿轮泵10的出料口通过a组分出料管及a组分流量计6连通至混料系统;a组分料桶4的顶盖上还设置有a组分进排气总成5。
25.b组分供料系统包括对称垂直安装在底座24上并由手控阀26控制的b组分气缸28,水平安装在b组分气缸28顶部的b组分横梁32,垂直安装在b组分横梁32上并位于b组分气缸28之间的b组分料桶33,以及通过支架安装在b组分料桶33内的气动活塞泵27;还包括安装在底座24上并通过b组分补料管连通至气动活塞泵27出料口的b组分压力罐21,安装在底座24上并连接至b组分压力罐21出料口的b组分齿轮泵23,以及驱动b组分齿轮泵23的b组分电机13,b组分齿轮泵23的出料口通过b组分出料管及b组分流量计14连通至混料系统;b组分补料管上设置有进料开关阀25,以用于当b组分压力罐21需要材料补给时打开;b组分压力罐21上还设置有压力罐进气阀17、压力罐排气阀18、安全排气阀19及压力传感器20;还包括干燥机22,用于将通入b组分压力罐21的空气进行除湿干燥以避免湿气对b组分材料造成影响。
26.混料系统包括连通至a组分出料管及a组分流量计6的a组分比例测试管30,连通至b组分出料管及b组分流量计14的b组分比例测试管31,两侧进料口分别连通至a组分比例测
试管30出料口及b组分比例测试管31出料口的动态混料管16,设置在动态混料管16内的动态混合阀,设置在动态混料管16出料口的动态出料管29,以及驱动动态混合阀的动态混合伺服电机15。
27.本实施例的工作原理:
28.首先,通过b组分气缸28调节b组分料桶33的高度,并通过气动活塞泵27将b组分料桶33内的b组分材料通过进料开关阀25输送至b组分压力罐21内完成b组分材料的补给,且进行b组分材料补给时,通过干燥机22将通入b组分压力罐21的空气进行除湿干燥以避免湿气对b组分材料造成影响;
29.混料时,通过a组分气缸12调整好a组分料桶4的高度后,通过a组分电机9驱动的a组分齿轮泵10将a组分料桶4的a组分材料经由a组分出料管输送至混料系统的a组分比例测试管30并通过a组分流量计6计量料量;
30.同时,通过b组分电机13驱动的b组分齿轮泵23将的b组分压力罐21内的b组分材料经由b组分出料管输送至混料系统的b组分比例测试管31并通过b组分流量计14计量料量;
31.a组分材料及b组分材料分别通过a组分比例测试管30及b组分比例测试管31进入动态混料管16后,通过动态混合伺服电机15驱动设置在动态混料管16内的动态混合阀以将a组分材料及b组分材料进行动态混合,混合后的腻子物料直接通过设置在动态混料管16出料口的动态出料管29输出至叶片表面进行表面修复工作。
32.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对上述实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。