1.本实用新型涉及防水卷材加工技术领域,具体涉及一种用于防水卷材的自动涂油装置。
背景技术:
2.防水卷材主要是用于建筑墙体、屋面以及隧道、公路、垃圾填埋场等处,起到抵御外界雨水、地下水渗漏的一种可卷曲呈卷状的柔性建材产品,作为工程基础与建筑物之间无渗漏连接,是整个工程防水的第一道屏障,目前市场上大多用的是体改性沥青防水卷材。然而防水卷材的制作是需要经过较多的流程的,需要制备沥青等原料,也需要经过涂油,现有的自动涂油技术在涂盖料从出料口出料后,直接进入挤压辊的中间,在挤压辊的转动离心作用下使涂盖料分散到两端,进而完成后续覆膜及成型的步骤。现有技术中的自动涂油方式虽然在一定程度上可以提高防水卷材的生产效率,但如果涂盖料中含有细小颗粒,颗粒最终会对防水卷材造成影响进而影响其质量,也即现有的涂油技术无法保证涂盖料的均匀度及产品的外观。
技术实现要素:
3.本实用新型旨在克服上述现有技术中至少一种缺陷(不足),提供一种用于防水卷材的自动涂油装置,通过自动分流的方式使涂盖料流向挤压辊的两端,使涂盖料中细小颗粒滞留在两端,从而保证了产品的质量。
4.本实用新型提供一种用于防水卷材的自动涂油装置,包括:支撑架,所述支撑架上设有分流导料装置、挤压装置和出料装置;
5.所述出料装置设于所述分流导料装置的正上方且所述出料装置的出料口朝向所述分流导料装置;
6.所述分流导料装置包括分流槽和分别与所述分流槽的两端相连的第一导料管、第二导料管,所述第一导料管、所述第二导料管分别与所述分流槽成一定角度且开口朝向所述挤压装置;
7.所述挤压装置设于所述分流导料装置的下方,包括用于相互挤压原料并传送防水卷材的第一挤压辊、第二挤压辊和用于调节所述第一挤压辊和所述第二挤压辊之间距离的距离调节装置。
8.通过在出料装置的正下方设置分流导料装置,可以确保涂盖料进入分流导料装置,分流导料装置包括分流槽和分别与分流槽两端连接的第一导料管、第二导料管,挤压装置设置在所述分流导料装置下方,从而涂盖料可以通过第一导料管和第二导料管流向第一挤压辊和第二挤压辊的两端,而后通过挤压辊转动的离心力带动涂盖料流向挤压辊中间,使得涂盖料中的细小颗粒停留在挤压辊的两端,从而提高了防水卷材的质量。
9.进一步地,所述第一挤压辊固定安装在所述支撑架上,所述第二挤压辊滑动安装在所述支撑架上,所述距离调节装置与所述第二挤压辊连接。
10.通过将第一挤压辊固定安装在支撑架上,将第二挤压辊滑动安装在支撑架上且距离调节装置与第二挤压辊连接,可以调整第一挤压辊与第二挤压辊之间的距离,使得涂盖料在第一挤压辊和第二挤压辊的挤压作用下均匀分布。
11.进一步地,所述第一挤压辊和所述第二挤压辊均滑动安装在所述支撑架上且均与所述距离调节装置连接。
12.通过将第一挤压辊和第二挤压辊滑动安装在支撑架上且距离调节装置与第一挤压辊和第二挤压辊连接,可以调整第一挤压辊与第二挤压辊之间的距离,使得涂盖料在第一挤压辊和第二挤压辊的挤压作用下均匀分布。
13.进一步地,所述第一导料管远离所述分流槽的一端与所述第二导料管远离所述分流槽的一端之间的距离小于所述第一挤压辊和所述第二挤压辊的长度。
14.进一步地,所述第一导料管和所述第二导料管对称设置在所述分流槽的两端。
15.通过将第一导料管和第二导料管对称设置在分流槽的两端,使得涂盖料流向挤压辊两端的速度一致,从而可以进一步提高涂盖料在防水卷材上的均匀度。
16.进一步地,所述第一导料管、所述第二导料管与所述分流槽的夹角均为135
°
。
17.通过将第一导料管、第二导料管与分流槽的夹角均设置为135
°
,使得涂盖料流向挤压辊两端的速度一致,从而可以进一步提高涂盖料在防水卷材上的均匀度。
18.进一步地,所述第一导料管、所述第二导料管和所述分流槽均由奥氏体不锈钢制成。
19.采用奥氏体不锈钢制成的第一导料管、第二导料管和分流槽,具有耐热性、耐酸性、高强度等优点,同时具有良好的可焊接性能。
20.进一步地,所述装置还包括设于所述支撑架上的驱动辊,所述驱动辊用于驱动防水卷材移动。
21.通过设置驱动辊驱动防水卷材的移动,从而可以加快涂盖料流向挤压辊中间的速度,加快生产效率。
22.进一步地,所述出料装置为出料箱,所述出料箱的下侧呈漏斗状。
23.与现有技术相比,本实用新型的有益效果为:通过在出料装置的正下方及挤压装置的上方设置分流导料装置,分流导料装置包括分流槽和分别与分流槽两端连接的第一导料管、第二导料管,从而涂盖料可以通过第一导料管和第二导料管流向第一挤压辊和第二挤压辊的两端,而后通过挤压辊转动的离心力带动涂盖料流向挤压辊中间,使得涂盖料中的细小颗粒停留在挤压辊的两端,从而提高了防水卷材的质量;采用奥氏体不锈钢制成的第一导料管、第二导料管和分流槽,具有耐热性、耐酸性、高强度等优点,同时具有良好的可焊接性能。
附图说明
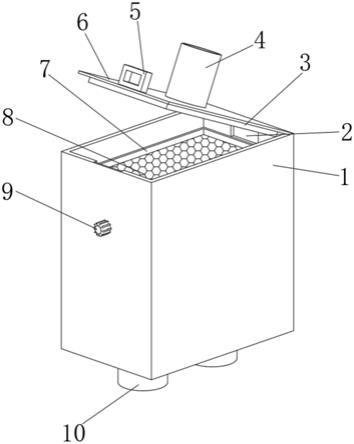
24.图1为实施例中一种哟用于防水卷材的自动涂油装置的结构示意图。
具体实施方式
25.本实用新型附图仅用于示例性说明,不能理解为对本实用新型的限制。为了更好说明以下实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本
领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
26.如图1为本实施例中一种用于防水卷材的自动涂油装置,包括:支撑架1,支撑架1上设有分流导料装置4、挤压装置3和出料装置2;
27.出料装置2设于分流导料装置4的正上方且出料装置2的出料口朝向分流导料装置4;
28.分流导料装置4包括分流槽41和分别与分流槽41的两端相连的第一导料管42、第二导料管43,第一导料管42、第二导料管43分别与分流槽41成一定角度且开口朝向挤压装置3;
29.挤压装置3设于分流导料装置4的下方,包括用于相互挤压原料并传送防水卷材的第一挤压辊42、第二挤压辊41和用于调节第一挤压辊42和第二挤压辊41之间距离的距离调节装置43。
30.具体的,分流槽41的长度为280mm
‑
330mm,宽度为60mm
‑
100mm,厚度为1.5mm
‑
3mm,第一导料管42与分流槽41的夹角可以为150
°
,也可以为135
°
,亦可以为110
°
,第二导料管43与分流槽41的夹角可以为150
°
,也可以为135
°
,亦可以为110
°
,其中,第一导料管42与分流槽41的夹角可以与第二导料管43与分流槽41的夹角相等,也可以不相等,第一导料管42的长度可以与第二导料管43的长度相等,也可以不相等;具体的,当涂盖料从出料装置2的出料口流入分流槽41后,经由分流槽41流向第一导料管42和第二导料管43,第一导料管42和第二导料管43将涂盖料导向第一挤压辊42及第二挤压辊41的两端,涂盖料在第一挤压辊42和第二挤压辊41转动离心下从第一挤压辊42和第二挤压辊41两端流向第一挤压辊42和第二挤压辊41中间;距离调节装置43采用控厚仪实现,通过距离调节装置43可以调整第一挤压辊42及第二挤压辊41之间的距离,从而可以控制涂盖料的厚度。
31.通过在出料装置2的正下方设置分流导料装置4,可以确保涂盖料进入分流导料装置4,分流导料装置4包括分流槽41和分别与分流槽41两端连接的第一导料管42、第二导料管43,挤压装置3设置在分流导料装置4下方,从而涂盖料可以通过第一导料管42和第二导料管43流向第一挤压辊42和第二挤压辊41的两端,而后通过挤压辊转动的离心力带动涂盖料流向挤压辊中间,使得涂盖料中的细小颗粒停留在挤压辊的两端,从而提高了防水卷材的质量。
32.在本实施例中,第一挤压辊42固定安装在支撑架1上,第二挤压辊41滑动安装在支撑架1上,距离调节装置43与第二挤压辊41连接。
33.具体的,通过距离调节装置43使第二挤压辊41向第一挤压辊42滑动即可调整第一挤压辊42和第二挤压辊41之间的距离。
34.通过将第一挤压辊42固定安装在支撑架1上,将第二挤压辊41滑动安装在支撑架1上且距离调节装置43与第二挤压辊41连接,可以调整第一挤压辊42与第二挤压辊41之间的距离,使得涂盖料在第一挤压辊42和第二挤压辊41的挤压作用下均匀分布。
35.在本实施例中,第一挤压辊42和第二挤压辊41均滑动安装在支撑架1上且均与距离调节装置43连接。
36.具体的,通过距离调节装置43使第一挤压辊42和第二挤压辊41向中间滑动即可调整第一挤压辊42和第二挤压辊41之间的距离。
37.通过将第一挤压辊42和第二挤压辊41滑动安装在支撑架1上且距离调节装置43与
第一挤压辊42和第二挤压辊41连接,可以调整第一挤压辊42与第二挤压辊41之间的距离,使得涂盖料在第一挤压辊42和第二挤压辊41的挤压作用下均匀分布。
38.在本实施例中,第一导料管42远离分流槽41的一端与第二导料管43远离分流槽41的一端之间的距离小于第一挤压辊42和第二挤压辊41的长度。
39.在本实施例中,第一导料管42和第二导料管43对称设置在分流槽41的两端。
40.通过将第一导料管42和第二导料管43对称设置在分流槽41的两端,使得涂盖料流向挤压辊两端的速度一致,从而可以进一步提高涂盖料在防水卷材上的均匀度。
41.在本实施例中,第一导料管42、第二导料管43与分流槽41的夹角均为135
°
。
42.通过将第一导料管42、第二导料管43与分流槽41的夹角均设置为135
°
,使得涂盖料流向挤压辊两端的速度一致,从而可以进一步提高涂盖料在防水卷材上的均匀度。
43.在本实施例具体实施过程中,分流槽41的长度为300mm,宽度为80mm,厚度为2mm,第一导料管42和第二导料管43的宽度均为80mm,厚度均为2mm,且第一导料管42与分流槽41的夹角和第二导料管43与分流槽41的夹角均为135
°
,第一导料管42远离分流槽41的一端与第二导料管43远离分流槽41的一端之间的距离为600mm,第一挤压辊42和第二挤压辊41的长度均为650mm。
44.在本实施例中,第一导料管42、第二导料管43和分流槽41均由奥氏体不锈钢制成。
45.采用奥氏体不锈钢制成的第一导料管42、第二导料管43和分流槽41,具有耐热性、耐酸性、高强度等优点,同时具有良好的可焊接性能。
46.在本实施例中,装置还包括设于支撑架1上的驱动辊,驱动辊用于驱动防水卷材移动。
47.具体的,驱动辊可以与第一挤压辊42和第二挤压辊41在同一水平面上,亦可以不在同一水平线上,驱动辊、第一挤压辊42和第二挤压辊41沿防水卷材移动的方向依次设置,或者,第一挤压辊42、第二挤压辊41和驱动辊沿防水卷材移动的方向依次设置。
48.通过设置驱动辊驱动防水卷材的移动,从而可以加快涂盖料流向挤压辊中间的速度,加快生产效率。
49.显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型技术方案所作的举例,而并非是对本实用新型的具体实施方式的限定。凡在本实用新型权利要求书的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。