1.本技术涉及注胶设备的技术领域,尤其是涉及一种光通讯连接器自动注胶吸胶设备及方法。
背景技术:
2.随着信息产业的迅速发展,数据吞吐量及处理量日益增长,以使得通讯行业对于数据传输方式的速度要求和效率要求不断提升。由此,具备更高速率、更大数据信息容量且能耗低的光通讯发展且不断成熟,且逐渐取代传统的通信技术。由消费级电子器件到数据中心,光通讯已经应用到诸多场合,已经跟人们的生活息息相关,而伴随着5g技术逐渐普及应用,配合光通讯使用的光纤跳线等光纤连接器的需求量也随之快速增长。
3.光纤跳线是在光缆两端都装上连接器插头,以用来实现光路活动连接。其中,插芯作为连接器插头所使用的最基础原材料之一,其质量和组装工艺会对光纤链路上的插入损耗和回拨损耗有极大的影响。而mt插芯是其中一种常规插芯,多种高速率及高数据传输量的产品会用到。
4.参照图1,在mt插芯1组装成光纤跳线前,需要使插芯1内的小孔11填满胶水。为了实现这个效果,需要使用针筒2先在插芯1的注胶槽12加注适量的胶水,接在利用真空吸嘴从插芯1的吸胶端13进行抽吸,吸胶端13为小孔11远离插芯1注胶槽12的位置,从而胶水在真空吸力的作用下填充mt插芯1小孔11的内部。
5.但在实际生产过程中,真空吸嘴容易沾到胶水,并将沾到的胶水转而沾到下一个待吸胶的mt插芯的外壳上,以至于插芯外壳需要刮胶处理,从而影响后续mt插芯正常生产。
技术实现要素:
6.为了减少插芯外壳因沾到胶水而影响mt插芯正常生产的问题,本技术的目的是提供一种光通讯连接器自动注胶吸胶设备及方法。
7.第一方面,本技术提供的一种光通讯连接器自动注胶吸胶设备采用如下的技术方案:一种光通讯连接器自动注胶吸胶设备,包括:机架;装件机构,滑动设置于机架,装件机构用于夹持插芯;注胶机构,设置于机架,注胶机构用于向插芯的注胶槽注入胶水;吸胶机构,设置于机架,吸胶机构包括吸胶座和为吸胶座提供负压的负压件,吸胶座安装于机架且位于注胶机构的一侧,吸胶座具有负压腔,负压腔靠近注胶机构一端的端面安装有真空吸嘴,真空吸嘴具有供插芯吸胶端进入且悬置的吸胶腔,吸胶腔与负压腔连通,吸胶腔靠近负压腔的一侧设置有禁止插芯进入的留隙槽。
8.通过采用上述技术方案,将插芯安装于装件机构后,装件机构带动插芯移动以使插芯吸胶端进入吸胶腔但不进入留隙槽,从而使得插芯与负压腔的开口端面之间留有间
隙。此时使用注胶机构向插芯的注胶槽槽口注入胶水,负压件启动以使负压腔对吸胶腔内的插芯小孔产生吸力,从而将注胶槽内的胶水吸入小孔内。
9.由于插芯悬置于吸胶槽内,且均不与吸胶槽的内壁和负压腔的开口端面接触,以使吸胶槽内壁和负压腔开口端面不易沾到胶水,即使是因不慎吸力过大而导致的有胶水落入吸胶槽或负压腔内,插芯也不易会从吸胶槽内壁和负压腔开口端面沾到胶水,由此,使得本技术的自动注胶吸胶设备能够有效减少真空吸嘴因沾到胶水需要返工刮胶而影响mt插芯正常生产的问题,也较少了插芯可能因刮胶导致的损伤。同时,由于插芯不与吸胶机构发生物理接触,插芯在进入吸胶腔的过程中不易因外力挤压发生位置偏移,从而减少吸胶座和真空吸嘴对插芯产生的挤压损伤,而插芯本身也不易因位置偏移而导致的与针筒的针头碰撞损伤。
10.可选的,真空吸嘴具有弹性。
11.通过采用上述技术方案,具有弹性的真空吸嘴可以使用软胶材料制成,从而使得插芯因调试或误差等意外情况方式碰触真空吸嘴时,能够通过弹性形变减少真空吸嘴对插芯的刚性损伤。
12.第二方面,本技术提供的一种光通讯连接器自动注胶吸胶方法采用如下的技术方案:一种光通讯连接器自动注胶吸胶方法,包括:安装插芯;移动插芯:插芯的吸胶端进入真空吸嘴的吸胶槽,以使插芯悬置于吸胶槽,插芯与吸胶槽的内壁之间留有间隙,以使插芯的吸胶端不进入留隙槽,插芯的吸胶端与吸胶座负压腔的开口端面之间留有间隙;注入胶水:使胶水填充插芯的注胶槽;吸取胶水:在插芯的吸胶端施加负压,以使插芯注胶槽内的胶水受到负压吸入并填充小孔中;取出插芯。
13.通过采用上述技术方案,将待注胶的插芯移动至真空吸嘴的吸胶槽内,由于插芯不与真空吸嘴的吸胶槽内壁发生接触,也不与吸胶座之间发生接触,从而减少吸胶座和真空吸嘴沾到插芯上胶水的可能性,即使有在先的插芯胶水溢出落入到真空吸嘴和吸胶座上,不发生物理接触的工作方式也能有效减少真空吸嘴和吸胶座上的胶水粘到在后注胶的插芯上。由此,使得该自动注胶吸胶方法有效减少插芯因粘到胶水需要返工刮胶的情况发生,从而减少插芯因刮胶而导致的损伤,并减少对插芯的生产过程流程稳定性高效性的影响。
14.可选的,向插芯的注胶槽注入胶水之前,该自动注胶吸方法还包括移动针筒以使针头的针筒进入注胶槽;在移动针筒的具体方法中,包括:平移针筒:沿水平方向移动针筒,基于真空吸嘴的位置,确定针筒的位置;升降针筒:沿竖直方向移动针筒,针筒的针头端部进入注胶槽,针头端部悬置于注胶槽以使针头与注胶槽的内壁之间留有间隙。
15.通过采用上述技术方案,本技术自动注胶方法的针头对位,采用的方式是针头与真空吸嘴的对位,相较于传统针头每次工作完毕再进行x轴y轴的零点对位,本技术的针筒
移动方法选用相对坐标位移能够有效减少针筒需要移动的距离,从而减少设备实现定位移动所要的空间布局需求,同时减少针筒的移动距离即可减少针筒的移动时间,从而有效提高了该自动注胶吸胶方法注胶的效率。
16.可选的,胶水的适用期t包括多个执行时间段,在每个执行时间段内,向插芯的注胶槽注入胶水的具体方法,包括:初始注胶时间匹配,基于胶水实际执行时间点和胶水适用期内的执行时间段集合,确定初始注胶时间集合对应的注胶时间参数;其中,所述执行时间段集合包括多个执行时间段,所述注胶时间集合内的各个注胶时间参数能够反映胶水实际执行时间点基于不同执行时间段所对应的注胶时间;注入胶水,基于注胶时间向注胶槽内注入胶水。
17.由于胶水从配置好到注入针筒再到正式注胶,此间的时长并非一个定值,本技术采用注胶时间的选择是基于胶水配置好的时间来确定注胶时间,从而有效提高了注胶效果的准确度。而每个执行时间段结束进入到下一个执行时间段时,针筒注胶的时间则会自动选用到下一执行时间段对应的注胶时间,过程简便快捷,并能有效提供胶水适用期内注胶量的稳定,减少胶水过多需要刮胶或过少需要补胶的情况发生,从而提高使插芯的生产能够流畅性和稳定性。
18.可选的,在对应执行时间段内第一次之后每次或任意一次向插芯的注胶槽注入胶水的具体方法,包括:注胶效果获取,确定前一次注胶量;其中,前一次注胶量为基于注胶时间获取的注胶量;注胶误差匹配,基于前一次注胶量和基准注胶量,确定注胶时间调整参数;注胶时间调整,基于注胶时间调整参数,调整注胶时间;注入胶水,基于注胶时间向插芯的注胶槽内注入胶水。
19.通过采用上述技术方案,此时基于前一次注胶量来判定误差是否处于允许的范围内,以此来确定注胶时间的注胶时间调整参数,基于该注胶时间参数改变注胶的时间,从而使得同一执行时间段内注胶量稳定在注胶量的误差允许范围内。
20.可选的,在对应执行时间段内吸取胶水的具体方法,包括:初始吸胶参数匹配,基于胶水实际执行时间点和胶水适用期内的执行时间段集合,确定初始吸胶参数集合对应的吸胶参数;其中,吸胶参数集合内的各个吸胶参数能够反映胶水实际执行时间点基于不用执行时间段所对应的吸胶参数;吸取胶水,基于吸胶参数对插芯的吸胶端施加负压。
21.通过采用上述技术方案,已知胶水在适用期内其粘度的增长是非线性正增长变化,所以抽吸胶水所需要的吸力也是呈非线性正增长变化,根据胶水粘性的变化曲线,可以将胶水的适用期分为多个执行时间段,每个执行时间段内同一参数下吸取胶水填充小孔的吸胶量在误差允许的范围,则每一执行时间段内同一参数下吸胶胶水溢出状态是稳定在一个误差允许的范围内,即每个执行时间段内对应有一个确定的吸胶参数。而该执行时间段内使用该吸胶参数吸取插芯的胶水溢出状态误差在实际误差允许的范围内,即以胶水的溢出状态作为判断标准,此时,每个执行时间段对应的吸胶参数则构成了初始吸胶参数。
22.由于胶水从配置好到注入针筒到正式注胶再到抽吸胶水填充小孔,此间的时长也
并非一个定制,本技术采用的吸胶参数的选择是基于胶水配置好的时间来确定对应的吸胶参数,从而有效提高了吸胶效果的准确度。而每个执行时间段结束进入到下一个执行时间段时,吸胶参数则会自动选用到下一执行时间段对应的吸胶参数,过程简便快捷,从而有效提供胶水适用期内吸胶状态的稳定,减少抽吸胶水过多需要刮胶或过少需要补抽的情况发生,从而提高使插芯的生产能够流畅性和稳定性。
23.可选的,在对应执行时间段内第一次之后每次或任意一次吸取胶水的具体方法,包括:吸胶样本获取,确定前一次吸胶胶水溢出状态;其中,前一次吸胶胶水溢出状态为基于吸胶参数获取的胶水溢出状态;吸胶误差匹配,基于前一次吸胶胶水溢出状态和基准吸胶溢出状态,确定吸胶状态调整参数;吸胶参数调整,基于吸胶状态调整参数,调整吸胶参数;吸取胶水,基于吸胶参数对插芯的吸胶端施加负压。
24.通过采用上述技术方案,实际运行过程中的吸胶状态可能受小孔直径误差、温度和气压等多重因素的影响,导致在同一执行时间段内,吸胶胶水溢出状态可能超出误差允许的范围,此时基于前一次吸胶胶水溢出状态来判断吸胶胶水状态是否处于误差允许的范围内,以此来确定吸胶参数需要的吸胶状态调整参数,基于该吸胶调整参数来改变注胶时间,从而使得同一执行时间段内到的吸胶胶水溢出状态稳定在误差允许的范围内。
25.可选的,吸胶参数包括吸胶压力和吸胶时间。
26.通过采用上述技术方案,吸胶胶水溢出状态主要由对插芯吸胶端施加的吸胶压力和吸胶时间来协同调节完成的。其中控制吸胶时间的优先级别为最高,但吸胶时间的长短不得超过注胶时间的长短。当吸胶参数需要调整时,应优先改变吸胶时长,而在吸胶时长与注胶时长一致时,则只能调整注胶压力。
27.综上,本技术包括以下至少一种有益技术效果:1.由于插芯悬置于吸胶槽内,且均不与吸胶槽的内壁和负压腔的开口端面接触,以使吸胶槽内壁和负压腔开口端面不易沾到胶水,即使是因不慎吸力过大而导致的有胶水落入吸胶槽或负压腔内,插芯也不易会从吸胶槽内壁和负压腔开口端面沾到胶水,由此,使得本技术的自动注胶吸胶设备能够有效减少真空吸嘴因沾到胶水需要返工刮胶而影响mt插芯正常生产的问题,也较少了插芯可能因刮胶导致的损伤;2.由于插芯不与吸胶机构发生物理接触,插芯在进入吸胶腔的过程中不易因外力挤压发生位置偏移,从而减少吸胶座和真空吸嘴对插芯产生的挤压损伤,而插芯本身也不易因位置偏移而导致的与针筒的针头碰撞损伤;3.由于胶水从配置好到注入针筒再到正式注胶,此间的时长并非一个定值,本技术采用注胶时间的选择是基于胶水配置好的时间来确定注胶时间,从而有效提高了注胶效果的准确度。而每个执行时间段结束进入到下一个执行时间段时,针筒注胶的时间则会自动选用到下一执行时间段对应的注胶时间,过程简便快捷,并能有效提供胶水适用期内注胶量的稳定,减少胶水过多需要刮胶或过少需要补胶的情况发生,从而提高使插芯的生产能够流畅性和稳定性。
附图说明
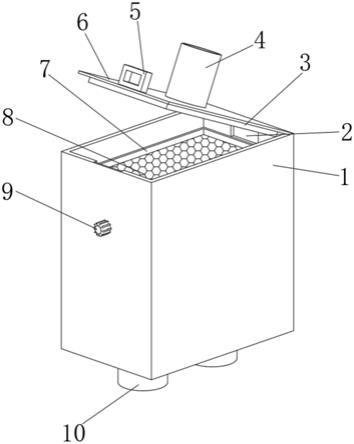
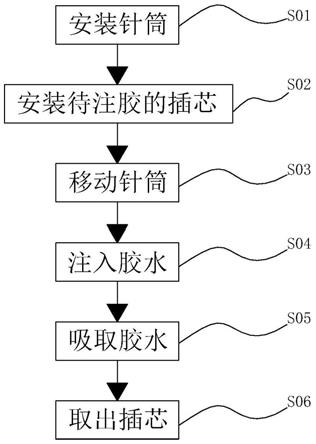
28.图1是背景技术中插芯的剖视结构示意图;图2是本技术自动注胶吸胶设备的整体结构示意图;图3是图2中a部分的局部放大示意图;图4是本技术吸胶机构和插芯在吸胶时相对位置的剖视结构示意图;图5是本技术自动吸胶注胶方法实施例的流程图。
29.图中,1、插芯;11、小孔;12、注胶槽;13、吸胶端;2、针筒;21、针头;3、机架;4、装件机构;41、安装台;42、定位槽;5、注胶机构;51、xyz滑台;52、安装座;521、安装槽;6、吸胶机构;61、吸胶座;62、真空吸嘴;621、吸胶腔;622、留隙槽。
具体实施方式
30.以下结合附图1
‑
5,对本技术作进一步详细说明。
31.本技术实施例公开一种光通讯连接器自动注胶吸胶设备。
32.一种光通讯连接器自动注胶吸胶设备,以用于对插芯1进行注胶工序和吸胶工序,从而完成插芯1的注胶生产。
33.参照图2,该自动注胶吸胶设备包括机架3、装件机构4、注胶机构5以及吸胶机构6,装件机构4滑动设置于机架3,以用于夹持插芯1并带动插芯1向着靠近或远离吸胶机构6的方向移动。注胶机构5设置于机架3,以用于向插芯1的注胶槽12注入定量的胶水。吸胶机构6设置于机架3且位于注胶机构5的下方,以用于将插芯1注胶槽12内的胶水吸入插芯1的小孔11中,并使胶水在小孔11上吸胶端13所在的开口上形成胶台。
34.参照图3,装件机构4包括用于安装插芯1的安装台41,安装台41上开设有供插芯1安装的定位槽42,定位槽42具有注胶开口和吸胶开口,定位槽42的注胶开口朝上,定位槽42的吸胶开口朝向水平一侧。插芯1从注胶开口或吸胶开口安装进入定位槽42后,插芯1的吸胶端13位于定位槽42吸胶开口所在的一侧外,以使插芯1移动至吸胶机构6。
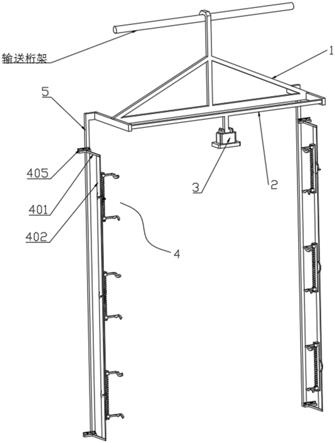
35.注胶机构5位于装件机构4的上方。注胶机构5包括安装于机架3的xyz滑台51,滑台上设置有用于安装针筒2的安装座52。安装座52上设置有安装槽521,针筒2夹持于安装座52。针筒2移动至吸胶机构6处,针筒2的针头21伸入吸胶机构6一侧插芯1的注胶槽12内,针头21不与吸胶槽的内壁等任意位置发生接触,即针头21与插芯1之间无物理接触。
36.参照图3和图4,吸胶机构6包括吸胶座61和为吸胶座61提供负压的负压件。负压件可以是真空泵等能够产生负压的设备,负压件可以安装于机架3也可以外置。吸胶座61安装于机架3,且位于注胶机构5上安装台41的吸胶开口所在的一侧。吸胶座61具有与负压件连接的负压腔,负压件启动时负压腔内处于负压状态。负压腔靠近注胶机构5一端的端面安装有真空吸嘴62,吸胶腔621与负压腔连通。真空吸嘴62具有供插芯1吸胶端13进入且悬置的吸胶腔621,吸胶腔621靠近负压腔的一侧设置有禁止插芯1进入的留隙槽622。插芯1进入到吸胶槽内,均不与吸胶槽的内壁和负压腔的开口端面接触,即插芯1与吸胶机构6之间无物理接触。
37.应用于上述自动注胶吸胶设备,本技术还公开了一种光通讯连接器自动注胶吸胶方法,能够有效减少粘胶而需要刮胶等影响插芯1正常生产的情况发生。
38.实施例一
参照图5,该自动注胶吸胶方法,主要流程表述如下:so1、安装针筒2。
39.将针筒2安装于xyz滑台51上安装座52的安装槽521,再将胶水倒入针筒2,对针筒2内充气以使针筒2上的针头21内填充满胶水;s02、安装待注胶的插芯1。
40.将插芯1安装在安装台41的安装槽521内,插芯1的注胶槽12开口朝向定位槽42的注胶开口,插芯1的吸胶端13则伸出到定位槽42的吸胶开口外,基于真空吸嘴62的位置,确定插芯1的位置。插芯1的吸胶端13进入吸胶腔621但不进入留隙槽622,插芯1悬置于吸胶槽,此时插芯1与吸胶槽的内壁之间留有间隙且插芯1的吸胶端13与吸胶座61负压腔的开口端面之间留有间隙,即插芯1与吸胶机构6之间无物理接触。
41.s03、移动针筒2。
42.s031、平移针筒2。
43.在水平方向内沿x轴和y轴移动针筒2,基于真空吸嘴62的位置,确定针筒2的位置,即针筒2与真空吸嘴62对位。针筒2通常是由塑料制成,在受针筒2安装受到夹紧力固定时存在一定量的微小形变,以至于针筒2上针头21的位置会存在一定的位置偏移,而传统针筒2的对位是对安装座52与x轴y轴之间的零点对位,并不能解决针筒2相对滑台之间的位置偏移而带来的注胶位置偏移问题。针筒2与真空吸嘴62对位的对位方式,不仅能减少传统x轴y轴对位需要大空间移动的布局问题,还能减少针筒2对应较少针筒2上针头21位置误差导致的注胶位置偏移问题。
44.s032、升降针筒2。
45.沿竖直方向移动针筒2,基于插芯1上注胶槽12所在的位置,针筒2针头21的位置。针头21自定位槽42的注胶开口进入到插芯1的注胶槽12内,针头21不与吸胶槽的内壁等任意位置发生接触,即针头21与插芯1之间无物理接触。
46.s04、在执行时间段内,向插芯1的注胶槽12注入胶水。
47.已知胶水在适用期内其粘度的增长是非线性正增长变化,根据胶水粘性的变化曲线,可以将胶水的适用期分为n个执行时间段,每个时间段内,胶水粘度的变化值可以维持在一个定值及其误差区间。其中,n为正整数,1≤x≤n。
48.在s04的具体步骤中,包括:s041、初始注胶时间匹配。
49.基于胶水实际执行时间点和胶水适用期内的执行时间段集合,确定初始注胶时间集合对应的注胶时间参数。
50.执行时间段集合定位为:{}。
51.对应于执行时间段集合{},注胶时间集合内的各个注胶时间参数能够反映胶水实际执行时间点基于不同执行时间段所对应的注胶时间t。注胶时间集合定义为:{}。需要说明的是,该注胶时间参数可以是实际经验所得的时间数值,也可以是实验计算得到的时间数值。
52.s042、注入胶水。基于s0411中确定的注胶时间t,控制针头21按注胶时间t启闭,以
使插芯1的注胶槽12内注入定量的胶水。
53.s05、吸取胶水:在插芯1的吸胶端13施加负压,以使插芯1注胶槽12内的胶水受到负压吸入并填充小孔11中在s05的具体步骤中,包括:s051、初始吸胶参数匹配。
54.基于胶水实际执行时间点和胶水适用期内的执行时间段集合{},确定初始吸胶参数集合对应的吸胶参数。
55.其中,对应于执行时间段集合{},所述吸胶参数集合内的各个吸胶参数能够反映胶水实际执行时间点基于执行时间段所对应的吸胶参数。吸胶参数包括吸胶压力和吸胶时间。控制吸胶时间的优先级别为最高,但吸胶时间的长短不得超过注胶时间t的长短。当吸胶参数需要调整时,应优先改变吸胶时长,而在吸胶时长与注胶时长一致时,则只能调整注胶压力。吸胶参数集合定义为{}。
56.s052、吸取胶水,基于吸胶参数对插芯1的吸胶端13施加负压。
57.s06、取出插芯1。
58.通过xyz滑台51移动针筒2,以使针筒2的针头21脱离注胶槽12。再使插芯1的吸胶端13脱离真空吸嘴62并从定位槽42中取出。
59.s07、不断重复步骤s02至步骤s06,直至执行时间段结束。其中,步骤s04可以只执行步骤042,步骤s05可以只执行s52。
60.s08、进入执行时间段,重复步骤s07,直至胶水的适用期t结束。
61.实施例二该自动注胶吸胶方法,主要流程表述如下:so1、安装针筒2。
62.将针筒2安装于xyz滑台51上安装座52的安装槽521,以使针筒2固定于安装座52。再将胶水倒入针筒2,对针筒2内充气以使针筒2上的针头21内填充满胶水;s02、安装待注胶的插芯1。
63.将插芯1安装在安装台41的安装槽521内,插芯1的注胶槽12开口朝向定位槽42的注胶开口,插芯1的吸胶端13则伸出到定位槽42的吸胶开口外。基于真空吸嘴62的位置,确定插芯1的位置。插芯1的吸胶端13进入吸胶腔621但不进入留隙槽622,插芯1悬置于吸胶槽,此时插芯1与吸胶槽的内壁之间留有间隙且插芯1的吸胶端13与吸胶座61负压腔的开口端面之间留有间隙,即插芯1与吸胶机构6之间无物理接触。
64.s03、移动针筒2。
65.s031、平移针筒2。
66.在水平方向内沿x轴和y轴移动针筒2,基于真空吸嘴62的位置,确定针筒2的位置,即针筒2与真空吸嘴62对位。针筒2通常是由塑料制成,在受针筒2安装受到夹紧力固定时存在一定量的微小形变,以至于针筒2上针头21的位置会存在一定的位置偏移,而传统针筒2的对位是对安装座52与x轴y轴之间的零点对位,并不能解决针筒2相对滑台之间的位置偏
移而带来的注胶位置偏移问题。针筒2与真空吸嘴62对位的对位方式,不仅能减少传统x轴y轴对位需要大空间移动的布局问题,还能减少针筒2对应较少针筒2上针头21位置误差导致的注胶位置偏移问题。
67.s032、升降针筒2。
68.沿竖直方向移动针筒2,基于插芯1上注胶槽12所在的位置,针筒2针头21的位置。针头21自定位槽42的注胶开口进入到插芯1的注胶槽12内,针头21不与吸胶槽的内壁等任意位置发生接触,即针头21与插芯1之间无物理接触。
69.s04、在执行时间段内,向插芯1的注胶槽12注入胶水。
70.已知胶水在适用期内其粘度的增长是非线性正增长变化,根据胶水粘性的变化曲线,可以将胶水的适用期分为n个执行时间段,每个时间段内,胶水粘度的变化值可以维持在一个定值及其误差区间。其中,n为正整数,1≤x≤n。
71.在s04的具体步骤中,包括:s041、初始注胶时间匹配。
72.基于胶水实际执行时间点和胶水适用期内的执行时间段集合,确定初始注胶时间集合对应的注胶时间参数。
73.执行时间段集合定位为:{}。
74.对应于执行时间段集合{},注胶时间集合内的各个注胶时间参数能够反映胶水实际执行时间点基于不同执行时间段所对应的注胶时间t。注胶时间集合定义为:{}。需要说明的是,该注胶时间参数可以是实际经验所得的时间数值,也可以是实验计算得到的时间数值。
75.s042、注入胶水。基于s0511中确定的注胶时间t,控制针头21按注胶时间t启闭,以使插芯1的注胶槽12内注入 定量的胶水。
76.s05、吸取胶水:在插芯1的吸胶端13施加负压,以使插芯1注胶槽12内的胶水受到负压吸入并填充小孔11中在s05的具体步骤中,包括:s051、初始吸胶参数匹配。
77.基于胶水实际执行时间点和胶水适用期内的执行时间段集合{},确定初始吸胶参数集合对应的吸胶参数。
78.其中,对应于执行时间段集合{},所述吸胶参数集合内的各个吸胶参数能够反映胶水实际执行时间点基于执行时间段所对应的吸胶参数。吸胶参数包括吸胶压力和吸胶时间。控制吸胶时间的优先级别为最高,但吸胶时间的长短不得超过注胶时间t的长短。当吸胶参数需要调整时,应优先改变吸胶时长,而在吸胶时长与注胶时长一致时,则只能调整注胶压力。吸胶参数集合定义为{}。需要说明的是,该吸胶参数可以是实际经验所得的数值,也可以是实验计算得到的数值。
79.s052、吸取胶水,基于吸胶参数对插芯1的吸胶端13施加负压。
80.s06、取出插芯1。
81.通过xyz滑台51移动针筒2,以使针筒2的针头21脱离注胶槽12。再驱使滑块滑动以使插芯1的吸胶端13脱离真空吸嘴62并从定位槽42中取出。
82.s07、重复步骤s02至步骤s06后至少0次。其中,步骤s04可以只执行步骤042,步骤s05可以只执行s052。
83.s07、执行步骤s02至步骤s03。
84.s08、在执行时间段内,插芯1的注胶槽12注入胶水。
85.在s08的具体步骤中,包括:s081、注胶效果获取,确定前一次注胶量。其中,前一次注胶量为基于注胶时间t获取的注胶量。前一次的注胶量的获取,可以在前一次注胶结束后直接获取,注胶量可以通过观察胶水在注胶槽12内的高度获得。
86.s082、注胶误差匹配,基于前一次注胶量和基准注胶量,确定注胶时间调整参数。其中,注胶时间调整参数包括增加注胶时间参数、减少注胶时间参数和注胶时间不变参数。
87.当注胶量仍处于误差允许的范围内时,注胶时间调整参数为注胶时间不变参数,则注胶时间t不需要调整。当注胶量超出误差允许的范围时,注胶时间调整参数为增加注胶时间参数,则注胶时间t需要增加。当注胶量少于误差允许的范围时,注胶时间参数为减少注胶时间参数,则注胶时间t需要减少。
88.s083、注胶时间t调整,基于注胶时间调整参数,对应调整注胶时间t以获得本次注胶所需的注胶时间t。
89.s084、注入胶水,基于s0523中确定的注胶时间t向插芯1的注胶槽12内注入胶水。
90.s09、吸取胶水:在插芯1的吸胶端13施加负压,以使插芯1注胶槽12内的胶水受到负压吸入并填充小孔11中。
91.在s09的具体步骤中,包括:s091、吸胶样本获取,确定前一次吸胶胶水溢出状态。其中,前一次吸胶胶水溢出状态为基于吸胶参数获取的胶水溢出状态。吸胶胶水溢出状态包括胶水未溢出状态,胶水溢出适量状态以及胶水溢出超量状态。前一次吸胶胶水溢出状态的样本获取,前一次吸胶胶水溢出状态的获取,可以在前一次吸胶结束后直接获取,吸胶胶水溢出状态可以通过观察胶水在插芯1吸胶端13形成胶台的情况获得。
92.s092、吸胶误差匹配,基于前一次吸胶胶水溢出状态和基准吸胶溢出状态,确定吸胶状态调整参数。其中,吸胶状态调整参数包括吸胶调整增加参数、吸胶不调整参数和吸胶调整减少参数。
93.当吸胶胶水溢出状态处于胶水未溢出状态时,吸胶状态调整参数为吸胶调整增加参数,则吸胶压力和/或吸胶时间需要增加。当吸胶胶水溢出状态处于胶水溢出适量状态时,吸胶状态调整参数为吸胶不调整参数,则吸胶压力和吸胶时间均不需要调整。当吸胶胶水溢出状态处于胶水溢出超量状态时,吸胶状态调整参数为吸胶调整减少参数,则吸胶压力和/或吸胶时间需要减少。
94.s093、吸胶参数调整,基于吸胶状态调整参数,对应调整吸胶参数以获得本次
吸胶所需的吸胶参数。
95.s094、吸取胶水,基于吸胶参数对插芯1的吸胶端13施加负压。
96.s10,取出插芯1。
97.通过xyz滑台51移动针筒2,以使针筒2的针头21脱离注胶槽12。再驱使滑块滑动以使插芯1的吸胶端13脱离真空吸嘴62并从定位槽42中取出。
98.s11、不断重复步骤s07至步骤s10,直至执行时间段结束。其中,步骤s08可以只执行步骤s084,步骤s09可以只执行步骤s094。
99.s12、进入执行时间段,重复步骤s02至s11,直至胶水的适用期t结束。
100.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。