一种基于plc控制的自动滴胶装置
技术领域
1.本技术涉及摄像头制造技术领域,更具体地,涉及一种基于plc控制的自动滴胶装置。
背景技术:
2.在现有技术中,随着城市化建设的日益完善,摄像头在城市中的使用日渐增多,人们对摄像头的需求量日益增多,对摄像头的品质要求也越来越高。现有的摄像头点胶多通过人工进行,不仅不易控制每个产品的胶量的一致性和均匀性且不美观;而且无法保证涂胶质量,存在质量隐患且工作效率低。无法适应摄像头的行业发展需求。
技术实现要素:
3.针对现有技术中不仅不易控制每个产品的胶量的一致性和均匀性且不美观;而且无法保证涂胶质量,存在质量隐患且工作效率低等问题,本技术所要解决的技术问题是提供一种基于plc控制的自动滴胶装置。
4.一种基于plc控制的自动滴胶装置,应用于摄像头生产中,包括工作箱、升降组件、气动滑台固定板、滴胶组件、夹持组件,
5.至少一个升降组件、至少一个夹持组件在所述工作箱上表面,所述气动滑台固定板滑动连接在所述升降组件另一表面,且所述气动滑台与设于所述工作箱内部的plc控制器和电磁阀电气连接;所述滴胶组件固定在所述气动滑台固定板上,且所述滴胶组件设置有针筒;所述针筒端部相邻或抵接设置在固定在所述夹持组件的工件上。
6.可选地,所述滴胶组件还包括第一固定板、第二固定板、横移组件、纵移组件,所述第一固定板固定在所述气动滑台固定板上,至少一个横移组件固定在所述固定板另一表面,所述第二固定板通过纵移组件固定在所述横移组件上;所述针筒固定在所述第二固定板上。
7.可选地,所述横移组件包括横移固定台、横移固定座、第一调节旋钮,所述横移固定台固定在所述气动滑台固定板上,所述横移固定座滑动连接在所述横移固定座上,所述第一调节旋钮设置在所述横移固定台一侧,且所述第一调节旋钮自由端抵接在所述横移固定座的延伸板上。
8.可选地,所述纵移组件包括纵移固定台、纵移固定座、第二调节旋钮,所述纵移固定台固定在所述横移固定座上,所述纵移固定座滑动连接在所述纵移固定座上,所述第二调节旋钮设置在所述纵移固定台一侧,且所述第二调节旋钮自由端抵接在所述纵移固定座的延伸板上;所述第二固定板固定在所述纵移固定座上。
9.可选地,所述第二固定板外表面设置有固定孔、固定板,所述针筒穿过所述固定孔设置,且所述针筒的滴针穿过所述固定板的针孔进行固定。
10.可选地,所述夹持组件包括伺服电机、驱动轴、夹具;所述伺服电机设置在所述工作箱内部,且所述伺服电机通过驱动轴与所述夹具连接;所述夹具在所述伺服电机驱动下
进行转动。
11.可选地,所述夹具设置有环形槽,工件通过套接在所述夹具上进行固定。
12.可选地,所述升降组件包括支架、升降板、角度板、第三调节旋钮,所述支架固定在所述工作箱上表面,所述角度板通过升降板固定在所述支架上端,第三调节旋钮与所述升降板转动连接,以控制升降板升降;所述气动滑台固定板滑动连接在所述角度板上。
13.可选地,所述工作箱表面还设置有控制按钮,所述控制按钮与设置与所述工作箱内部的plc控制器电性连接。
14.可选地,所述针筒、所述夹持组件的数量为4个。
15.与现有技术相比,本技术的有益效果是:本技术通过电压测试装置只需将摄像头放置在夹持组件上,且通过移动针筒对摄像头进行滴胶,且可通过设置多个固定槽可同时测试多个针筒和夹持组件,极大提高了摄像头的滴胶效率和滴胶准确性;降低容错率,提高产品品质。同时,采用自动化程度高、适应性强、性能可靠、生产效率高、经济性好、操作简单,实现效益的最优化。
附图说明
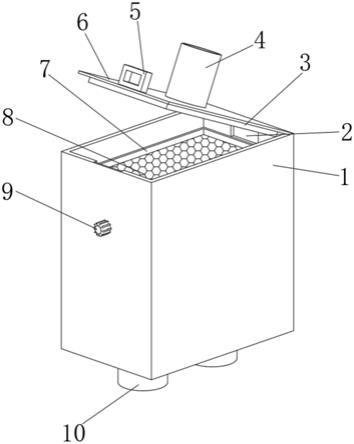
16.图1为本技术实施例的滴胶装置立体图。
17.图2为本技术实施例的滴胶装置侧面图。
18.图3为本技术实施例的滴胶组件爆炸图。
具体实施方式
19.下面结合具体实施方式对本技术作进一步的说明。
20.本技术实施例的附图中相同或相似的标号对应相同或相似的部件;在本技术的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制。
21.此外,若有“第一”、“第二”等术语仅用于描述目的,主要是用于区分不同的装置、元件或组成部分(具体的种类和构造可能相同也可能不同),并非用于表明或暗示所指示装置、元件或组成部分的相对重要性和数量,而不能理解为指示或者暗示相对重要性。
22.在如图1
‑
3实施例中,一种基于plc控制的自动滴胶装置,应用于摄像头生产中,包括工作箱1、升降组件2、气动滑台固定板3、滴胶组件4、夹持组件 5,至少一个升降组件2、至少一个夹持组件5在工作箱1上表面,气动滑台固定板3滑动连接在升降组件2另一表面,且气动滑台与设于工作箱1内部的plc 控制器和电磁阀电气连接;滴胶组件4固定在气动滑台固定板3上,且滴胶组件 4设置有针筒41;针筒41端部相邻或抵接设置在固定在夹持组件5的工件上。在本实施例中,工件固定在夹持组件5上,针筒41在气动滑台固定板3驱动下,抵接在工件的滴胶槽上进行滴胶。本技术通过电压测试装置只需将摄像头放置在夹持组件5上,且通过移动针筒41对摄像头进行滴胶,且可通过设置多个固定槽可同时测试多个针筒41和夹持组件5,极大提高了摄像头的滴胶效率和滴胶准确性;降低容错率,提高产品品质。同时,采用自动化程度高、适应性强、性能可靠、生产效率高、经济性好、操作简单,实现效益
的最优化。
23.在一些实施例中,滴胶组件4还包括第一固定板42、第二固定板43、横移组件44、纵移组件45,第一固定板42固定在气动滑台固定板3上,至少一个横移组件44固定在固定板另一表面,第二固定板43通过纵移组件45固定在横移组件44上;针筒41固定在第二固定板43上。在本实施例中,设置在第二固定板43的针筒41在横移组件44、纵移组件45驱动下进行x轴、y轴的移动。具体地横移组件44包括横移固定台、横移固定座、第一调节旋钮46,横移固定台固定在气动滑台固定板3上,横移固定座滑动连接在横移固定座上,第一调节旋钮46设置在横移固定台一侧,且第一调节旋钮46自由端抵接在横移固定座的延伸板上。通过第一调节旋钮46调节横移固定座在横移固定滑台的位置从而实现对针筒41x轴调节。具体地,纵移组件45包括纵移固定台、纵移固定座、第二调节旋钮47,纵移固定台固定在横移固定座上,纵移固定座滑动连接在纵移固定座上,第二调节旋钮47设置在纵移固定台一侧,且第二调节旋钮47自由端抵接在纵移固定座的延伸板上;第二固定板43固定在纵移固定座上。通过第二调节旋钮47调节纵移固定座在纵移固定滑台的位置从而实现对针筒41的y轴调节。
24.在一些实施例中,第二固定板43外表面设置有固定孔、固定板48,针筒41 穿过固定孔设置,且针筒41的滴针穿过固定板48的针孔进行固定。本技术通过第二固定板43对针筒41进行固定,同时,通过固定板对滴针进行固定,以使针筒41实现稳定滴液。
25.在一些实施例中,夹持组件5包括伺服电机、驱动轴51、夹具52;伺服电机设置在工作箱1内部,且伺服电机通过驱动轴51与夹具52连接;夹具52在伺服电机驱动下进行转动。夹具52设置有环形槽,工件通过套接在夹具52上进行固定。在本实施例中,夹持组件5通过设置伺服电机,使夹具52可在伺服电机驱动下进行转动,且可在滴胶过程中进行转动,实现均匀滴液。
26.在一些实施例中,升降组件2包括支架21、升降板22、角度板23、第三调节旋钮24,支架21固定在工作箱1上表面,角度板23通过升降板22固定在支架21上端,第三调节旋钮24与升降板22转动连接,以控制升降板22升降;气动滑台固定板3滑动连接在角度板23上。升降板22设置有设置伸入所述支架 21设置的螺纹槽,第三调节旋钮24设置有螺杆,通过旋转第三调节旋钮24,使螺纹槽与螺杆啮合转动,实现升降板22的升降。角度板23的倾斜角度为45
°
。
27.在一些实施例中,工作箱1表面还设置有控制按钮11,控制按钮11与设置与工作箱1内部的plc控制器电性连接。控制旋钮与plc控制器连接,可用于控制plc控制器的导通。
28.在一些实施例中,针筒41、夹持组件5的数量为4个。可通过设置多个固定槽可同时测试多个针筒41和夹持组件5,极大提高了摄像头的滴胶效率和滴胶准确性;降低容错率,提高产品品质。同时,采用自动化程度高、适应性强、性能可靠、生产效率高、经济性好、操作简单,实现效益的最优化。
29.在一些实施例中,滴胶装置结构组成:由一个工作箱1作为此装置的支撑,里面装有plc控制器,伺服电机和电磁阀,该工作箱1由底板、后面板、前面板、上面板、斜面板、右和左面板组成,其中斜面板5上有多个控制按钮11。本装置上面板上装有四个产品的夹具52,其中通过驱动轴51和伺服电机相连,可以实现圆盘夹具52进行旋转运动。针筒41通过第二固定板43固定在滴胶组件4上,远离滴针的一端通过气管相连在气压控制器上,可以控制针筒41出胶。升降组件2的支架21通过螺钉固定在上面板上,升降板22与支架21通过第三调节
旋钮24连接,可以第三调节旋钮24快速控制针筒41进行在z轴上升,连接板和角度板23连接,角度板23和气动滑台固定板3通过滑动连接,气动滑台固定板3和滴胶钻进连接,第一固定板42装有横移组件44和纵移组件45,可以通过第一调节旋钮46和第二调节旋钮47,进而控制第二固定板43,从而调节针筒41和产品之间的位置。
30.工作过程:通过第一调节旋钮46和第二调节旋钮47,可以一开始微调针筒 41和产品的相对位置,并且锁定x和y轴的第一调节旋钮46和第二调节旋钮 47;再把针筒41通过第三调节旋钮24让针筒41的位置移动到原始位置,按下开始开关,plc控制器控制电磁阀可以快速控制针筒41到达一开始调节好的位置。plc控制器通过控制电机可以驱动产品夹具52旋转,带动产品旋转,气压控制注油器滴出均匀的胶量到产品对应的胶槽中;电磁阀快速控制针筒41到原点位置,为产品点胶的一个周期。装置可以同时进行对4个产品进行点胶,极大的提高了工作效率。
31.显然,本技术的上述实施例仅仅是为清楚地说明本技术所作的举例,而并非是对本技术的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。