本发明涉及一种前缘襟翼装配工装及其装配工艺,属于飞机装配工装的技术领域。
背景技术:
现有的前缘襟翼装配过程中,经常出现骨架定位不准确,且蒙皮安装后超差的现象,只有装配后再进行外形检测,才能发现问题,不仅浪费了大量的人力物力,而且还需要拆卸返工,大大影响了装配效率。
技术实现要素:
本发明要解决的技术问题是提供一种前缘襟翼装配工装及其装配工艺,该前缘襟翼装配工装在定位内部骨架结构的同时,可提前对骨架的外形进行点测量,利用垫片评估骨架与卡板的距离,从而保证装配质量。
为解决以上问题,本发明的具体技术方案如下:一种前缘襟翼装配工装,在两侧的立柱的顶部共同连接上横梁,下部共同连接下横梁,在上横梁的下表面、下横梁的底部和立柱的内侧分别设有骨架定位机构;在上横梁的前端面和后端面分别设有上连接板,上连接板上通过若干耳片结构连接若干个竖直且平行的卡板的顶部,在下横梁前端面和后端面分别设有若干个锁紧装置,卡板的底部与锁紧装置连接定位;在每个卡板的中部设有至少一个垫片,在卡板靠近骨架的端面设有容纳垫片的凹槽,垫片的端部设有定位板,定位板垂直于垫片,在定位板上设有u型滑槽,在卡板的侧表面设有定位螺钉,定位螺钉与u型滑槽滑动配合。
所述的锁紧装置由锁紧耳片、锁紧插片和锁紧插销组成;其中锁紧插销垂直贯穿锁紧耳片,锁紧插销设有凹槽结构,凹槽结构位于锁紧耳片的两个耳片之间;锁紧插片与卡板的底部连接,锁紧插片端部设有圆弧结构,在圆弧结构上具有圆形定位孔,圆形定位孔与圆弧结构部分相交形成开口;圆形定位孔与锁紧插销同轴配合,且圆形定位孔的开口小于锁紧插销的最大直径。
所述的锁紧插销的凹槽结构为扇形凹槽,扇形角度为45°~90°;当锁紧插销与锁紧插片锁紧时,锁紧插销的凹槽结构完全位于圆形定位孔中;当锁紧插销与锁紧插片解锁时,凹槽结构旋转至圆形定位孔的开口处。
所述的骨架定位机构包括两侧端定位装置、上端定位装置和下端定位装置。
所述的下端定位装置结构包括,在下横梁的底部中间位置设有支撑手轮,支撑手轮同轴连接支撑定位杆,支撑定位杆的上方穿过下横梁且顶部设置定位器,定位器为多耳片结构,并与骨架连接;在支撑定位杆的外圆周同轴设置定位套,定位套上设有法兰盘并与下横梁连接;在支撑定位杆和定位套的径向方向共同连接定位销。
所述的上端定位装置结构包括,在上横梁的下表面活动连接限位柱,限位柱的底部设有倒置的u型卡槽,u型卡槽与骨架上曲面接触定位。
所述的卡板的外端面设有把手,在上连接板上设有挂钩,卡板抬起时,把手挂接在挂钩上。
采用上述前缘襟翼装配工装对前缘襟翼的装配工艺,包括以下步骤:
步骤一、采用骨架定位机构对骨架的下端进行支撑,两侧进行顶紧限位;
步骤二、然后安装限位柱,并利用u型卡槽限位骨架的上曲面;
步骤三、落下所有卡板,卡板的底部通过锁紧装置锁紧定位;
步骤四、滑动垫片,使垫片脱离凹槽,并采用塞尺测量垫片表面与骨架之间的缝隙是否符合技术要求;
步骤五、当所有缝隙都满足技术要求,将垫片复位,锁紧装置解锁所有卡板,卡板沿上部转轴上翻,并通过挂钩挂接在上连接板上;
步骤六、放置蒙皮,保证蒙皮与骨架的两侧和底部对齐,然后再次落下卡板,并在卡板的预留平台上连接钻模板,通过钻模板对蒙皮和骨架进行统一的钻孔;
步骤七、从装配工装上取下蒙皮和骨架,由钳工进行进一步的铆接连接工作。
本申请的前缘襟翼装配工装采用了卡板上的垫片结构,能够实现装配前的骨架外形初步判定,提高了装配质量。同时垫片设置为移动式,使用时移出,使用完毕后缩回到凹槽内,为使用提供了便利。
卡板采用凹槽结构的锁紧形式,不仅提高了卡板的定位精度,而且装夹方便,提高装配效率。
附图说明
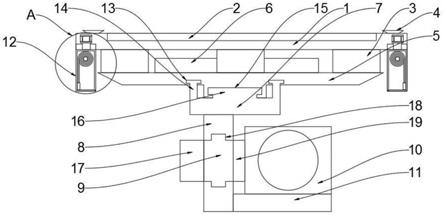
图1为前缘襟翼装配工装结构示意图。
图2为垫片的工作状态示意图。
图3为垫片的非工作状态示意图。
图4为垫片的轴测图。
图5为锁紧装置的结构示意图。
图6为锁紧装置的剖视放大图。
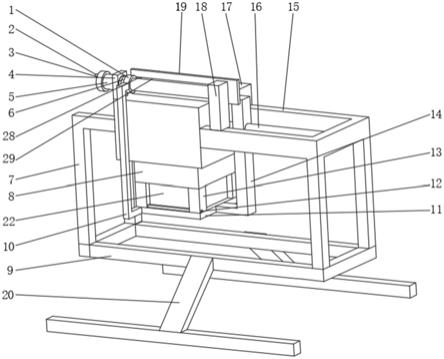
图7为未安装卡板的前缘襟翼装配工装结构示意图。
图8为图7的a-a剖视图。
图9为部分卡板挂装在挂钩上的示意图。
具体实施方式
如图1至图4所示,一种前缘襟翼装配工装,在两侧的立柱1的顶部共同连接上横梁2,下部共同连接下横梁3,在上横梁2的下表面、下横梁3的底部和立柱1的内侧分别设有骨架定位机构;在上横梁2的前端面和后端面分别设有上连接板4,上连接板4上通过若干耳片结构连接若干个竖直且平行的卡板5的顶部,在下横梁3前端面和后端面分别设有若干个锁紧装置6,卡板5的底部与锁紧装置6连接定位;在每个卡板5的中部设有至少一个垫片5-1,在卡板5靠近骨架的端面设有容纳垫片5-1的凹槽5-2,垫片5-1的端部设有定位板5-3,定位板5-3垂直于垫片5-1,在定位板5-3上设有u型滑槽,在卡板5的侧表面设有定位螺钉5-4,定位螺钉5-4与u型滑槽滑动配合。其中垫片5-1的厚度为待安装蒙皮的厚度,垫片在非工作状态下,设置在凹槽5-2内,且垫片外表面不突出于凹槽5-2的外沿;当工作状态时,定位螺钉5-4不动,垫片沿u型滑槽的路径在定位螺钉5-4上移动,垫片被滑到凹槽5-2外部,用于测量卡板与骨架之间贴合度,从而判断骨架外形是否符合标准,能够与待安装蒙皮完全匹配。
如图5至图6所示,所述的锁紧装置6由锁紧耳片6-1、锁紧插片6-2和锁紧插销6-3组成;其中锁紧插销6-3垂直贯穿锁紧耳片6-1,锁紧插销6-3设有凹槽结构,凹槽结构位于锁紧耳片6-1的两个耳片之间;锁紧插片6-2与卡板的底部连接,锁紧插片6-2端部设有圆弧结构,在圆弧结构上设有具有圆形定位孔6-4,圆形定位孔6-4与圆弧结构部分相交形成开口;圆形定位孔6-4与锁紧插销6-3同轴配合,且圆形定位孔6-4的开口小于锁紧插销6-3的最大直径。锁紧插销6-3的凹槽结构为扇形凹槽,扇形角度为45°~90°;当锁紧插销6-3与锁紧插片6-2锁紧时,锁紧插销6-3的凹槽结构完全位于圆形定位孔6-4中;当锁紧插销6-3与锁紧插片6-2解锁时凹槽结构旋转至圆形定位孔6-4的开口处。锁紧装置采用凹槽结构,节省了原始插销插拔定位的繁琐的步骤,只需要旋转锁紧插销6-3,即可实现卡板定位,同时由于锁紧插销和圆形定位孔同轴设置,故提高了卡板的定位精度。
如图7和图8所示,骨架定位机构包括两侧端定位装置、上端定位装置和下端定位装置。其中下端定位装置结构包括,在下横梁3的底部中间位置设有支撑手轮3-1,支撑手轮3-1同轴连接支撑定位杆3-3,支撑定位杆3-3的上方穿过下横梁3且顶部设置定位器3-5,定位器为多耳片结构,并与骨架连接;在支撑定位杆3-3的外圆周同轴设置定位套3-4,定位套3-4上设有法兰盘并与下横梁3连接;在支撑定位杆3-3和定位套3-4的径向方向共同连接定位销3-2。
上端定位装置结构包括,在上横梁2的下表面活动连接限位柱2-1,限位柱2-1的底部设有倒置的u型卡槽2-2,u型卡槽2-2与骨架上曲面接触定位。通过顶部的u型卡槽2-2、下方的定位器3-5和两侧的定位,将骨架完全定位在本工装内,从而保证定位精度和装配精度。当装配完毕后,各限位全部拆除,骨架才能与工装分离。
如图9所示,所述的卡板5的外端面设有把手5-5,在上连接板4上设有挂钩4-1,卡板5抬起时,把手5-5挂接在挂钩4-1上。卡板不使用时,采用挂接形式,提高装配效率。
采用上述前缘襟翼装配工装对前缘襟翼的装配工艺,包括以下步骤:
步骤一、采用骨架定位机构对骨架的下端进行支撑,两侧进行顶紧限位;
步骤二、然后安装上部限位柱2-1,并利用u型卡槽2-2限位骨架的上曲面;
步骤三、落下所有卡板5,卡板5的底部通过锁紧装置6锁紧定位;
步骤四、滑动垫片5-1,使垫片5-1脱离凹槽5-2,并采用塞尺测量垫片5-1表面与骨架之间的缝隙是否符合技术要求;
步骤五、当所有缝隙都满足技术要求,将垫片5-1复位,锁紧装置6解锁所有卡板5,卡板5沿上部转轴上翻,并通过挂钩挂接在上连接板4上;
步骤六、放置蒙皮,保证蒙皮与骨架的两侧和底部对齐,然后再次落下卡板5,并在卡板5的预留平台上连接钻模板,通过钻模板对蒙皮和骨架进行统一的钻孔;
步骤七、从装配工装上取下蒙皮和骨架,由钳工进行进一步的铆接连接工作。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。