本申请要求于2018年12月31日提交的序列号为62/786,718的美国临时专利申请、于2018年12月31日提交的序列号为62/786,736的美国临时专利申请以及于2018年12月31日提交的序列号为62/786,747的美国临时专利申请的权益和优先权,这三个临时申请中的每一者的全部内容通过参引并入本文。
技术领域
本文的公开内容涉及用于移动载荷的系统、特别是在飞行器的货舱区域内移动载荷的系统、以及用于在该系统中使用的锁定装置和运输车辆。此外,本文的公开内容涉及对用于使载荷(例如,货物集装箱)在货舱区域内(例如,飞行器的货舱区域)移动的相应系统进行操作的方法。
背景技术:
用于货物的货舱或乘客飞行器通常用于装载货物集装箱或用于所谓的散装装载。这种货物集装箱可以是标准化的集装箱或标准化托盘,有时称为单元装载装置(ULD)。对于使ULD在货舱内移动,通常将成排的辊结合到货舱的货舱地板中,货舱根据其具体设计可以允许ULD进行依赖于方向或不依赖于方向的运动。例如,在EP 1 527 993 B1中示出了包括各排辊的货舱。
ULD可以被手动地推动并在成排的辊上移动。替代性地,可以使用位于成排的辊内或靠近成排的辊的、包括动力驱动单元(PDU)的电驱动系统来使ULD自动地在货舱内移动。
另外还已知,除了可能的PDU之外或作为可能的PDU的替代方案,使用运输车辆来使ULD沿着成排辊且平行于货舱地板移动。这种运输车辆通常仅被施加至来自使移动ULD的反作用力和/或惯性力,而通常显著高的重量力由成排的辊承载。
当将载荷特别是呈ULD形式的载荷布置在货舱内时,必须确保的是这些载荷在运输期间被可靠地保持。这特别地涉及在起飞和着陆期间经历大的力和冲击的飞行器的货舱。已知针对此目的使用锁定装置,这些锁定装置可以是地面安装的或甚至结合到成排辊中。然而,为了启用这些锁定装置,这些锁定装置必须被手动地操作或者各自配备有单个马达和致动系统。后一替代方案还需要布线以将马达连接至某种形式的远程控制单元。这样,系统的总重量和复杂性显著增加。
对于装载货物集装箱,装载通常非常笨重且重型的货物集装箱由安装在舱中的特定部件(例如,辊和各种闩锁)支承。在其他任务中,这些部件在此支承将货物集装箱装载到舱中并且在舱内运输货物集装箱。这些货物集装箱可以装有若干行李物品或其他类型的货物。对于散装装载,舱以松散的布置装载有待运输的单独行李物品或其他类型的货物。
目前用于飞行器的货舱中的货物管理系统的已知设计作为下述单一系统安装:该单一系统被安装并且不容易修改,而在货舱内重新配置货物管理系统的部件方面不需要大的投资。因此,需要对这样的货物管理系统的需要:该货物管理系统是灵活的并且可重新配置的,从而以显著减少的时间、理想地需要少于四个小时的停机时间来容纳多个不同尺寸的货物集装箱,以减少与这样的重新配置工作相关联的劳动力成本。
技术实现要素:
尽管已经关于货舱部件系统描述了上述方面和细节中的一些方面和细节,但是这些方面也可以相应地在舱中实施。此外,所描述的货舱部件系统的特征不应被视为独立的特征。确切地说,货舱部件系统的所有特征可以与任意数目的其他所描述的特征组合。
根据示例实施方式,提供了一种用于货舱的货物管理系统的闩锁,该闩锁包括:基部板,该基部板构造成刚性附接至货舱的表面,闩锁头部,该闩锁头部附接至基部板并且构造成防止至少一个货物单元沿Y方向和Z方向运动并且允许至少一个货物单元沿X方向运动;以及辊组件,辊组件与闩锁头部相对地附接至基部板,并且辊组件包括至少一个辊,辊构造成在Z方向上为至少一个货物单元提供竖向支承且同时允许至少一个货物单元沿X方向运动。在闩锁的一些这样的实施方式中,至少一个闩锁是至少一个单元装载装置(ULD)。在闩锁的一些这样的实施方式中,闩锁头部包括形成在闩锁头部的边缘上的闩锁趾部,该闩锁趾部构造成抵靠形成在基部板中的基部-闩锁跟部接合以将闩锁头部紧固在形成于基部板中的闩锁头部槽中。在闩锁的一些这样的实施方式中,基部板和闩锁头部包括对应的闩锁-基部对准特征,对应的闩锁-基部对准特征包括基部板上的突起部和形成在闩锁头部的底表面中的腔,其中,闩锁头部构造成当闩锁趾部抵靠基部-闩锁跟部接合时以可枢转的方式旋转到安装位置中,在安装位置中,突起部位于腔内。在闩锁的一些这样的实施方式中,突起部包括穿过所述突起部的厚度形成的第一通孔,其中,闩锁头部包括穿过闩锁头部的厚度形成的第二通孔,其中,第一通孔和第二通孔在腔覆盖突起部时与彼此大致同轴,并且其中,穿过第一通孔和第二通孔安装有拉销以在安装位置中将闩锁头部刚性地附接抵靠基部板。在闩锁的一些这样的实施方式中,辊组件包括框架,框架具有形成在框架的边缘上的辊趾部,该辊趾部构造成抵靠邻近基部-闩锁跟部形成在基部板中的基部-辊跟部接合,以将辊组件紧固至基部板。在闩锁的一些这样的实施方式中,基部板和辊组件包括对应的辊-基部对准特征,对应的辊-基部对准特征包括基部板上的肋部和辊组件的底表面中的凹部,其中,辊组件构造成当辊趾部抵靠基部-辊跟部接合时以可枢转的方式旋转到安装位置中,在安装位置中,肋部位于凹部内。在闩锁的一些这样的实施方式中,辊-基部对准特征包括形成在基部板的相对于X方向的相反侧部中的至少两个槽以及附接至辊组件的至少两个侧向凸部,其中,每个侧向凸部构造成当辊组件处于安装位置时接合在至少两个槽中的对应的槽内。在闩锁的一些这样的实施方式中,当辊组件仅部分地接合在基部板上时,至少两个侧向凸部作为辊组件部分地接合在基部板上的视觉指示部而沿X方向从辊基部突起。在闩锁的一些这样的实施方式中,至少两个槽包括键接合部分,对应的侧向凸部与键接合部分接合以及辊趾部与基部-辊趾部接合提供保持力,以防止所述辊组件与所述基部板在Y方向和/或Z方向上分离。在闩锁的一些这样的实施方式中,辊-基部对准特征构造成防止基部板与辊组件之间的沿X方向的相对运动。
根据另一示例实施方式,提供了一种将货物管理系统中的闩锁安装在货仓中的方法,该方法包括将基部板附接至货舱内的表面;将闩锁头部附接至基部板;以及将辊组件附接至所述基部板。在该方法的一些这样的实施方式中,将闩锁头部附接至基部板包括:将闩锁趾部抵靠所述基部板的基部-闩锁跟部接合;将闩锁头部抵靠基部板向下枢转到安装位置中,使得从基部板朝向闩锁头部的腔延伸和/或在闩锁头部的腔内延伸的突起部被覆盖;以及将拉销插入通过穿过突起部形成的第一通孔以及穿过闩锁头部形成的第二通孔,第一通孔和第二通孔在闩锁头部处于安装位置时大致同轴。在该方法的一些这样的实施方式中,将闩锁头部抵靠基部板向下枢转到安装位置中防止闩锁头部相对于基部板沿X方向和Y方向运动。在该方法的一些这样的实施方式中,将所述辊组件附接至基部板包括:将辊趾部抵靠基部板的基部-辊跟部接合;以及将闩锁头部抵靠基部板向下枢转到包括形成基部板中的肋部和槽以及附接至辊组件和/或形成在辊组件中的凹部和侧向凸部在内的辊-基部对准特征上,使得侧向凸部定位在形成于基部板中的槽内。在该方法的一些这样的实施方式中,肋部和凹部限定在Y-Z平面内。在该方法的一些这样的实施方式中,辊-基部对准特征防止辊组件相对于基部板沿至少X方向运动。在该方法的一些这样的实施方式中,辊组件允许货物单元通过Y-Z闩锁以基本无摩擦的方式运动。在该方法的一些这样的实施方式中,货物单元是单元装载装置(ULD)
根据另一实施方式,公开一种用于确保货物管理系统的部件适当安装在货舱内的系统,该系统包括:多个夹具,所述多个夹具刚性地附接至货舱的地板;多个夹具的第一子集,该第一子集包括具有第一形状的插入部;多个夹具的第二子集,该第二子集包括具有第二形状的插入部;附接至货物管理系统的部件的键和可旋转紧固件,键的第一子集具有第一形状并且所述键的第二子集具有第二形状;其中,键的第一子集仅能够与夹具的第一子集接合,并且键的第二子集仅能够与夹具的第二子集接合,并且其中,可旋转紧固件构造成用于旋转运动以将货物管理系统的部件紧固至旋转紧固构件所接合的相应的夹具。在该系统的一些实施方式中,第一形状和第二形状是不同的形状。在该系统的一些实施方式中,第一形状和第二形状包括几何形状或无定形形状。在该系统的一些实施方式中,第一形状和第二形状包括正方形、三角形、圆形、六边形、五边形和沙漏形中的一者或更多者。在该系统的一些实施方式中,夹具中的每个夹具包括:背部,每个夹具通过背部刚性地附接至货舱地板;位于背部的相对侧向侧部上的至少两个侧壁;以及顶表面,可旋转紧固件抵靠该顶表面被上紧以将货物管理系统的部件紧固至夹具。在该系统的一些实施方式中,至少一个夹具具有穿过上表面的厚度形成的至少两个插入部,键中的对应的一个键能够在货物管理系统的部件的安装期间插入到至少两个插入部中。在该系统的一些实施方式中,至少一个夹具具有穿过上表面的厚度形成的槽,该槽沿着夹具的长度是连续的且不间断的,以使夹具的所述上表面分叉,由此在夹具中限定出至少两个凸缘。在该系统的一些实施方式中,可旋转紧固件构造成插入穿过槽并且与至少两个凸缘的内表面接合。在一些实施方式中,该系统包括用于每个可旋转紧固件的上紧器,其中,上紧器构造成由于上紧器的旋转运动而将凸缘逐渐更紧地夹持在可旋转紧固件与货物管理系统的与上紧器附接的部件之间。在该系统的一些实施方式中,可旋转紧固件的宽度小于夹具的侧壁之间的距离。
根据另一示例实施方式,本文公开了一种将货物管理系统的部件安装在货舱内的方法,该方法包括:提供在多个夹具的第一子集的上表面中具有第一形状的插入部和/或形成在所述多个夹具的第一子集的上表面中具有第一形状的插入部;提供在多个夹具的第二子集的上表面中具有第二形状的插入部和/或形成在所述多个夹具的第二子集的上表面中具有第二形状的插入部;将多个夹具刚性地附接至货舱的地板;将键和可旋转紧固件附接至货物管理系统的部件,键的第一子集具有第一形状并且键的第二子集具有第二形状;将键的第一子集与夹具的第一子集接合;将键的第二子集与夹具的第二子集接合;以及使可旋转紧固件旋转,可旋转紧固件构造成将货物管理系统的部件紧固至旋转紧固件所接合的对应的夹具。在该方法的一些实施方式中,第一形状和所述第二形状是不同的形状。在该方法的一些实施方式中,第一形状和第二形状包括几何形状或无定形形状。在该方法的一些实施方式中,几何形状包括正方形、三角形、圆形、六边形、五边形和沙漏形中的一者或更多者。在该方法的一些实施方式中,每个夹具包括:背部,每个夹具通过所述背部刚性地附接至货舱地板;位于背部的相对侧向侧部上的至少两个侧壁;以及顶表面,可旋转紧固件抵靠顶表面被上紧以将货物管理系统的部件紧固至夹具。在该方法的一些实施方式中,至少一个夹具具有穿过上表面的厚度形成的至少两个插入部,键中的对应的一个键能够在货物管理系统的部件的安装期间插入至少两个插入部中。在该方法的一些实施方式中,至少一个夹具具有穿过上表面的厚度形成的槽,该槽沿着夹具的长度是连续的且不间断的以使夹具的上表面分叉,由此在夹具中限定出至少两个凸缘。在一些实施方式中,该方法包括将可旋转紧固件插入穿过槽以与至少两个凸缘的内表面接合。在一些实施方式中,该方法包括通过使上紧器沿第一方向旋转而将凸缘逐渐地上紧在可旋转紧固件与货物管理系统的与上紧器附接的部件之间。在该方法的一些实施方式中,可旋转紧固件的宽度小于夹具的侧壁之间的距离。
根据又一示例实施方式,提供了一种用于将货物单元运输到货仓中、将货物单元运输离开货舱和/或在货舱内运输货物单元的动力驱动单元(PDU),该PDU包括:框架,PDU通过框架刚性地附接至货舱的地板;本体,该本体经由铰链以可枢转的方式附接在框架的第一端部处;至少一个驱动辊,所述至少一个驱动辊附接在本体的第二端部处;以及致动器,该致动器附接至本体并且构造成使本体相对于框架绕铰链进行枢转角运动,其中,本体相对于框架的角位置由致动器保持,设置在PDU失电时亦会如此,并且其中,本体构造成在收回位置与部署位置并且包括收回位置和部署位置之间移动。在一些实施方式中,货物单元是单元装载装置(ULD)。在该PDU的一些实施方式中,其中,当本体处于所述收回位置时,至少一个驱动辊完全定位在货物单元的底表面在货仓中行进所处的平面的下方,以便不与货物单元接触,并且当本体处于部署位置时,所述至少一个驱动辊定位成使得所述至少一个驱动辊的至少一部分延伸成与货物单元的底表面在货仓内行进所处的平面一致或延伸超出所述平面,以使得所述至少一个驱动辊在货物单元于货舱内被运输时接触货物单元。在该PDU的一些实施方式中,致动器包括至少一个具有偏心形状的辊。在该PDU的一些实施方式中,偏心形状是具有第一直径和第二直径的大致卵形形状,第一直径不同于所述第二直径。在该PDU的一些实施方式中,第一直径具有的尺寸比从致动器的旋转轴线至本体的底表面测量的距离小,并且第二直径具有的尺寸比从致动器的旋转轴线至本体的所述底表面测量的距离大。在该PDU的一些实施方式中,本体相对于框架的角速度在本体从收回位置移动至部署位置时增加。在该PDU的一些实施方式中,本体相对于框架的角速度在本体从部署位置移动至收回位置时减小。在一些实施方式中,PDU包括直流(DC)无刷马达以减少或消除涌入电流并且实现对货物单元在货舱内的运输速度管理。
根据又一示例实施方式,公开了一种包括上述的多个PDU的货物管理系统,至少一个PDU包括用以对控制器进行控制并与控制器通信的受控区域网络(CAN)总线接口。在货物管理系统的一些实施方式中,货物单元是单元装载装置(ULD)。在货物管理系统的一些实施方式中,至少一个PDU构造成提供预测性维护信息,包括所述至少一个PDU的辊健康监测、操作周期和动力事件。在一些实施方式中,货物管理系统包括与所述至少一个PDU相邻的、用以对位于PDU上的处于静止位置的被闩锁货物单元进行检测的至少一个接近传感器或位置传感器。在货物管理系统的一些实施方式中,至少一个PDU构造成通过向连接器提供不同电阻值而经由位于连接器处的两个PIN进行PIN编程。在货物管理系统的一些实施方式中,至少一个PDU构造成经由CAN总线提供维护和操作数据。在货物管理系统的一些实施方式中,所述至少一个PDU包括至少第一PDU和第二PDU,第一PDU在货舱内安装在与货舱门相邻的滚珠垫区域中,以将货物单元沿货舱的横向方向运输,并且第二PDU在货舱内安装在滚珠垫区域中以将货物单元沿货舱的纵向方向运输。在货物管理系统的一些实施方式中,当货物单元中的一个或更多个货物单元正沿横向方向被运输时,第一PDU的本体处于部署位置,并且第二PDU的本体处于收回位置。在货物管理系统的一些实施方式中,当货物单元中的一个或更多个货物单元正沿纵向方向被运输时,第一PDU的本体处于所述收回位置,并且第二PDU的本体处于所述部署位置。在货物管理系统的一些实施方式中,当所有货物单元被装载在所述货舱内时,第一PDU的本体被移动到部署位置中或保持在部署位置中,以在与货舱门相邻的滚珠垫区域中为位于货仓内的货物单元提供防滚出功能。
根据另一示例实施方式,提供了一种使用至少一个动力驱动单元(PDU)将货物单元运输到货仓中、将货物单元运输离开货舱和/或在货舱内运输货物单元的方法,该方法包括:将所述至少一个PDU的框架刚性地附接至所述货舱的地板;将所述至少一个PDU的本体经由铰链以可枢转的方式附接在框架的第一端部处;将至少一个驱动辊附接在本体的第二端部处;使用附接至本体的致动器来驱动本体相对于框架绕铰链进行枢转角运动,本体的角运动在收回位置与部署位置并且包括收回位置和部署之间进行;以及在至少一个PDU失电时,保持本体相对于框架的角位置。在该方法的一些实施方式中,货物单元是单元装载装置(ULD)。在该方法的一些实施方式中,当本体处于收回位置时,所述至少一个驱动辊完全定位在货物单元的底表面在货仓内行进所处的平面的下方,以便不与货物单元接触,并且当本体处于部署位置时,所述至少一个驱动辊定位成使得所述至少一个驱动辊的至少一部分延伸成与货物单元的底表面在货仓内行进所处的平面一致或延伸超出所述平面,以使得所述至少一个驱动辊在货物单元于货舱内被运输时接触货物单元。在该方法的一些实施方式中,致动器包括至少一个具有偏心形状的辊。在该方法的一些实施方式中,偏心形状是具有第一直径和第二直径的大致卵形形状,第一直径不同于第二直径。在该方法的一些实施方式中,第一直径具有的尺寸比从致动器的旋转轴线至本体的底表面测量的距离小,并且第二直径具有的尺寸比从致动器的旋转轴线至本体的底表面测量的距离大。在该方法的一些实施方式中,本体相对于框架的角速度在本体从收回位置移动至部署位置时增加。在该方法的一些实施方式中,本体相对于框架的角速度在本体从部署位置移动至收回位置时减小。在该方法的一些实施方式中,所述至少一个PDU包括直流(DC)无刷马达以减少或消除涌入电流并且实现对货物单元在货舱内的运输速度管理。在一些实施方式中,该方法包括经由受控区域网络(CAN)总线接口来控制所述至少一个PDU并与控制器通信。在一些实施方式中,该方法包括经由CAN总线向控制器提供预测性维护信息,包括所述至少一个PDU的辊健康监测、操作周期和动力事件。在一些实施方式中,该方法包括经由与所述至少一个PDU相邻的至少一个位置传感器对位于PDU上的处于静止位置的被闩锁货物单元进行检测。在一些实施方式中,该方法包括通过向连接器提供不同的电阻值而经由位于连接器处的两个PIN对所述至少一个PDU进行PIN编程。在一些实施方式中,该方法经由CAN总线提供关于所述至少一个PDU的维护和操作数据。在该方法的一些实施方式中,所述至少一个PDU包括至少第一PDU和第二PDU,该方法包括使用在货舱内安装在与货舱门相邻的滚珠垫区域中的第一PDU将货物单元沿所述货舱的横向方向运输,使用在货舱内安装在滚珠垫区域中的第二PDU将货物单元沿货舱的纵向方向运输。在该方法的一些实施方式中,当货物单元沿横向方向被运输时,第一PDU的本体处于部署位置并且第二PDU的本体处于收回位置。在该方法的一些实施方式中,当货物单元沿纵向方向被运输时,第一PDU的本体处于收回位置并且第二PDU的本体处于部署位置。在一些实施方式中,该方法包括当所有货物单元被装载在货舱内时,将第一PDU的本体移动到部署位置中或将第一PDU的本体保持在部署位置中,以在与货舱门相邻的滚珠垫区域中为位于货仓内的货物单元提供防滚出功能。
其他特征、特性、优点和可能的衍生从参照所附示例图的以下描述中对于本领域技术人员将是明显的。附图中描述和/或描绘的所有特征单独或以任意组合表示在本文中公开的目的。附图中所示部件的尺寸和比例不是按比例绘制。
附图说明
在下文中,将参照附图对本公开内容进行更详细的说明。下面参照的示例图示意性地图示了:
图1是用于乘客、工作人员、货物等的飞行器的进入点和外出点的示意俯视图;
图2是具有多个货舱的飞行器的示例示意性侧视图;
图3是图2的飞行器中所示的前部货舱的示例示意图;
图4和图5是图2的飞行器中所示的后部货舱的示例示意图;
图6是构造为货运飞行器的飞行器中的货舱的示例图像的图像;
图7是构造为将一个或更多个ULD接纳在货运飞行器的货舱内的货运飞行器的示例示意图;
图8是飞行器的货舱内的货物地板的实施方式的示例俯视图;
图9是构造为将一个或更多个ULD接纳在货运飞行器的货舱内的货运飞行器的示例示意图;
图10是图9中所示的货舱的单独示意图,货舱构造成在货舱中接纳一个或更多个ULD;
图11是构造成接纳呈ULD形式的货物集装箱的货舱的示例实施方式;
图12是图11的货舱的示例实施方式的另一视图;
图13是沿着图11和图12的货舱内的主驱动轨道安装的货物管理系统的部件的详细视图;
图14是图13的分解图,示出了用于沿着主驱动轨道以可移动地方式固定货物管理系统的部件的附接夹具;
图15是示出了沿着主驱动轨道安装在指定位置处的动力驱动单元(PDU)的示例视图;
图16A是处于收回位置的双稳态PDU的示例实施方式的示意图;
图16B是处于部署位置的图16A的双稳态PDU的示意图;
图17是布置在货舱中以提供ULD在货舱中的横向运动和纵向运动的PDU的示例示意图;
图18是与主驱动轨道间隔开的PDU的分解图,以示出用于沿着主驱动轨道以可移动地方式固定货物管理系统的部件以确保保持这些部件的期望定向的附接夹具;
图19是图13中所示的PDU与主驱动轨道间隔开的另一分解图,以示出附接至货物管理系统的部件的框架的下侧部的键接合特征,键接合特征提供成仅配装在兼容的附接夹具内;
图20A示出了位于辊组件的框架的下侧部上的呈方形形状的键接合特征以及可旋转紧固件,键接合特征和可旋转紧固件布置成配装在图20B中所示的方形夹具中的方形形状的凹入插入部内并且与所述凹入插入部接合;
图21示出了具有三角形形状的插入部的附接夹具,附接至货物管理系统的部件的对应的键接合特征可以插入到该插入部中以将该部件固定在飞行器的货舱内;
图22A示出了位于PDU的框架的下侧部上的呈圆形形状的键接合特征以及可旋转紧固件,键接合特征和可旋转紧固件布置成配装在图22B中所示的对应的圆形夹具中的圆形形状的凹入插入部内并且与所述凹入插入部接合;
图23A示出了位于辊组件的框架的下侧部上的大体呈沙漏形形状的键接合特征以及可旋转紧固件,键接合特征和可旋转紧固件布置成配装在图23B中所示的对应的沙漏形夹具中的沙漏形形状的凹入插入部内并且与所述凹入插入部接合;
图24A至图24D示出了适合用作附接夹具的凹入插入部和附接至货物管理系统的部件的键接合特征的示例形状;
图25是安装在图11和图12的货舱内的Y-Z闩锁的单独视图,该Y-Z闩锁用于限制与其接合的货物沿Y方向和Z方向的运动;
图26是图25中所示的Y-Z闩锁的侧视图;
图27是图25中所示的Y-Z闩锁的俯视图;
图28是图25中所示的Y-Z闩锁的分解图;
图29是图25中所示的Y-Z闩锁在替代性构型中的单独视图;
图30是图29中所示的Y-Z闩锁的分解图;以及
图31A和图31B示出了图25中所示的Y-Z锁闩的组成部件的安装动作。
具体实施方式
在以下描述中但不限于以下描述,呈现了具体细节以便给出对本文中的公开内容的完整理解。然而,对于本领域技术人员来说清楚的是,本文中的公开内容可以在其他示例实施方式中使用,这些示例实施方式可以与下面概述的细节不同。此外,附图仅用于对示例实施方式进行说明并且未按比例绘制,并且附图仅用于通过示例说明本文中的公开内容的一般概念。例如,附图中包含的特征不一定必须被认为是必要部件。
可比较的或相同的部件和特征或具有相似效果的部件和特征在附图中带有相同的附图标记。为了清楚起见,在附图中有时已经省略了各个特征和部件的附图标记,其中,这些特征和部件在其他附图中带有附图标记。
图1是当飞行器10位于地面上时(例如,飞行器在飞行器10的航班之间停航期间、在机场航站楼处重新补给时)用于乘客、工作人员、货物等的总体标记为10的飞行器的进入点和外出点的示意俯视图。飞行器10示出为连接至多个示例的地面支承单元和系统。总体标记为24的一个或更多个货物装载机可以被放置在飞行器10的机身旁边,以或者手动地或者以自动的方式将货物装载到飞行器10的货舱中。在一些实施方式中,货物装载机24中的一个或更多个(例如,所有)货物装载机24可以是散装装载机和/或起重机。通常,在至飞行器10中的货舱的每个分开部分和/或分隔部分的入口门处将提供一个货物装载机24,其中,货舱沿着飞行器10的长度不连续。
总体标记为22的乘客装载桥和/或楼梯用于允许乘客从机场航站楼步行到飞行器10上。总体标记为26的厨房服务车辆可以被布置在飞行器10的前部和/或后部处以重新补给飞行器10的厨房。总体标记为28的供水车辆可以被连接至飞行器10以移除在前一次飞行期间消耗的水并且为飞行器10的乘客和/或工作人员提供淡水以在随后的飞行期间使用。总体标记为30的厕所服务车辆被连接以移除通过使用飞行器10的厕而产生的废水。总体标记为32的楼梯可以被连接在飞行器10的一个或更多个舱门处,以用于装载人员和/或装载来自飞行器的停机坪的物品。飞行器10连接至总体标记为34的电接地的电力单元,该电接地的电力单元在例如飞行器10的发动机断电和/或断开接合时向飞行器10供电。总体标记为36的空气启动单元或空气调节车辆连接至飞行器以在飞行器10在飞行器的发动机和相关的乘客/工作人员舒适系统关闭和/或断开接合的情况下位于地面上时向飞行器内部提供调节的空气以使乘客和工作人员感到舒适。
图2是总体标记为10的示例飞行器的侧视图,该飞行器具有至少一个总体标记为40的前部货舱以及分别总体标记为50、50A的主货舱和辅助后部货舱。
图3示出了已经被分段的前部货舱40的示例实施方式,无论是否虚拟,前部货舱40已经通过用以将货物仅固定在前部货舱40内的特定位置处的附接部件的使用以及/或者通过前部货舱40的物理分隔部和/或分段被分段。如所示出的,前部货舱40被细分成总体标记为41的第一前部货物区域、总体标记为42的第二前部货物区域以及总体标记为43的第三前部货物区域。通常,有利的是前部货舱40内的任何这样的物理分隔部和/或分段都能够被移除和/或能够进行构造(例如,未固定到位),以允许装载在前部货舱40的一个端部处、例如装载在第一前部货物区域41中的货物的运动、从而被移动至前部货舱40内的无论是第二前部货物区域42还是第三前部货物区域43的另一货物区域中。前部货舱40可以基于飞行器打算运输的货物构型根据需要而被细分成任何期望的数目和尺寸的区域(例如,多个这样的区域)。
图4示出了已经被分段的主后部货舱50的示例实施方式,无论是否虚拟,主后部货舱50已经通过用以将货物仅固定在主后部货舱50内的特定位置处的附接部件的使用和/或通过主后部货舱50的物理分隔部和/或分段被分段。如所示出的,主后部货舱50被细分成总体标记为51的第一主后部货物区域、总体标记为52的第二主后部货物区域、总体标记为53的第三主后部货物区域以及总体标记为54的第四主后部货物区域。通常,有利的是主后部货舱50内的任何这样的物理分隔部和/或分段能够被移除和/或能够进行构造(例如,未固定到位),以允许装载在主后部货舱50的一个端部处、例如装载在第一主后部货物区域51中的货物的运动、从而被移动至主后部货舱50内的无论是第二主后部货物区域52、第三主后部货物区域53或者第四主后部货物区域54的另一货物区域中。主后部货舱50可以基于飞行器打算运输的货物构型根据需要而被细分成任何期望的数目和尺寸的区域(例如,多个这样的区域)。
图5示出了辅助的后部货舱50A的示例实施方式,辅助的后部货舱50A可以从主后部货舱50物理地分段并且相对于主后部货舱50具有独立的装载门,以及/或者辅助的后部货舱50A可以被物理地连接和分段,或者如本文中的其他地方所描述的虚拟地或者通过屏蔽件物理地连接和分段,该屏蔽件可以是永久性的或者有利地是可移除。在所示的实施方式中,辅助的后部货舱50A具有总体标记为55的仅单个的辅助后部货舱区域,但辅助的后部货舱50A可以基于飞行器打算运输的货物构型根据需要而被细分成任何期望的数目和尺寸的区域(例如,多个这样的区域)。
图6是构造为货运飞行器(参见图7的10C,)的飞行器货舱40E的示例实施方式的内部图示,该飞行器货舱40E具有总体标记为200的辊组件、总体标记为100的动力驱动单元(PDU)、总体标记为300的X-Z闩锁以及沿着货舱40E的长度布置的总体标记为400的Y-Z闩锁和安装在货舱40E的货物地板4上的一个或更多个滚珠垫60。可以存在多个滚珠垫60,但不管数目如何,滚珠垫60都允许货物单元的多维运动,货物单元在图7至图10中被示出为单元装载装置(ULD),但是货物单元可以是任何类型的货物单元,包括例如位于货舱40E的与门——货物从货舱40E通过该门装载和卸载——相邻的入口处的托盘运送。图7是图6的总体标记为10C的示例货运飞行器的外部示意图,其中,货运飞行器10C仅具有最小的乘客区域或没有乘客区域、货运飞行器10C的大部分内部空间。在所示的实施方式中,可以通过货物门11进入货舱40E,货物单元1通过货物门11经由装载坡道12装载到飞行器上。图8示意性地示出了货舱40E的一部分的示例实施方式,示出了布置在如图6和图7中所示的这种货运飞行器的货舱40E入口处的辊组件200、PDU 100以及滚珠垫60。货物单元1经由装载坡道12被装载到滚珠垫60上,然后货物单元1可以在沿着飞行器的纵向轴线的任一方向上被驱动,该方向总体上标记为T,使得货物单元1可以在货舱40E内沿向前或向后方向移动。图9和图10示意性地示出了客机10的另一示例实施方式,客机10具有位于客舱14的下方和飞行器的机翼15的前方的前部货舱40。货物装载机24设置成通过货物门11将货物单元1装载到前部货舱40中,然后货物单元1沿着前部货舱40的长度移动到指定位置,使得货物单元1中的所有的货物单元1都可以被装载到前部货舱40中。
图11和图12示出了货舱40、50、50A的另一示例实施方式,货舱40、50、50A具有地板4并且可以通过货物门11进入货舱40、50、50A。尽管所示的示例实施方式是飞行器的客舱下方的货舱,但前述描述同样适用于货运飞行器(例如,图7的10C)的货舱(例如,图6和图7的40E)。多个滚珠垫60邻近于货物门11安装在货舱40、50、50A的地板4中和/或安装在货舱40、50、50A的地板4上。主驱动轨道6沿着货舱40、50、50A的长度的全部长度或至少一部分长度(例如,大部分长度)布置。总体标记为100的PDU、总体标记为200的辊组件和/或总体标记为300的X-Z闩锁沿着主驱动轨道6布置。在一些实施方式中,货舱40、50、50A可以具有多个大致平行的主驱动轨道6,术语“大致平行”意味着主驱动轨道6在货舱40、50、50A的构造中所使用的构造方法的公差内彼此平行。PDU 100和/或X-Z闩锁300可以被安装在滚珠垫60所位于的区域内。PDU 100构造成使货物(例如,参见图9和图10的货物单元1)沿着货舱40、50、50A的长度移动。总体标记为400的Y-Z闩锁沿着货舱40、50、50A的地板4的侧部边缘定位,以便不阻止货物沿着货舱40、50、50A的长度移动至指定的存放位置和/或从指定的存放位置移动。因此,Y-Z闩锁400以预设间隔布置并且沿着飞行器的纵向轴线彼此间隔开。每个X-Z闩锁300可以是弹簧加载的并且是能够致动的,以防止X-Z闩锁300抵靠接合的货物沿X方向(例如,沿着飞行器的长度)和Z方向(例如,竖向方向)的运动。
图13示出了安装在比如图11和图12所示的货舱中的主驱动轨道6的示例实施方式,该货舱具有以指定的构型附接至货舱的多个PDU 100、辊组件200、X-Z闩锁300、Y-Z闩锁400等,以促进货物单元(例如,参见图9和图10中的1)在安装有主驱动轨道6的货舱内的运动和保持。主驱动轨道6可以延伸直至滚珠垫(参见图11和图12的60)或位于货舱的入口附近(例如,在货物门11处)的其他合适的类似物或延伸到滚珠垫或位于货舱的入口附近(例如,在货物门11处)的其他合适的类似物中,并且主驱动轨道6构造成一旦ULD被装载在货舱内就将ULD运输至货舱内的指定位置,以便由飞行器运输至目的地。辊组件200构造成允许货物沿着货舱的长度至少相比于滑动表面界面以基本无摩擦的方式移动,但是辊组件200是惰辊,这意味着辊组件200的辊没有被驱动,然而,在一些实施方式中,辊组件200中的一个或更多个辊组件200的辊中的,除了惰辊之外的一个或更多个辊可以被驱动。
PDU 100构造有一个或多个从动辊140,从动辊140抵靠货物的表面(例如,底表面)接合以通过从动辊140抵靠货物的摩擦旋转来移动货物。Y-Z闩锁400通常围绕货舱的周边安装并且Y-Z闩锁400构造成与穿过货舱的货物单元(例如,ULD的)的侧向延伸凸缘接合以防止货物在货舱内沿Y方向和Z方向的相对运动。X-Z闩锁300通常基于ULD的长度(例如,如沿X方向所测量的)以指定的间隔(例如,节距)沿着主驱动轨道6安装并且X-Z闩锁300构造成与货物单元的与闩锁进行接合的凸缘相接合,以防止货物单元在货舱内沿X方向和Z方向的相对运动。X-Z闩锁300通常是弹簧加载的并且能够在部署位置与收回位置且包括部署位置和收回位置之间移动。在收回位置中,X-Z闩锁的部件都位于货物单元在其中行进的平面的下方(例如,在辊组件200和/或PDU 100的顶表面下方),使得货物单元可以在货物单元与X-Z闩锁300之间没有发生任何物理接触的情况下越过X-Z闩锁300。在部署位置中,X-Z闩锁具有大致钩形形状(例如,倒L的形状)且在货物单元的凸缘上接合(例如,沿Z方向)并且抵靠(例如,沿X方向)货物单元的凸缘,以防止货物单元沿X方向和Z方向进一步移动超出X-Z闩锁300的表面,在该表面中,X-Z闩锁300与货物单元的凸缘接触。
图14是图13中所示的主驱动轨道6的局部分解图,示出了与主驱动轨道6竖向地间隔开的PDU 100、辊组件200以及X-Z闩锁300,从而示出了用于限定PDU 100、辊组件200和X-Z闩锁300中的哪一者可以基于主驱动轨道6上的夹具500、510和520的安装模式而被安装的附接夹具500、510和520。当沿着X方向的横截面观察时,每个夹具500、510和520具有大体C形形状,该C形形状具有在指定位置处附接至货舱地板4的后部部分、沿Z方向延伸远离后部部分的侧部边缘并且垂直于限定货舱地板4的X-Y平面的侧壁、以及与货舱地板4和夹具500、510和520的后部部分竖向间隔开但大致平行的凸缘。在一些实施方式中,凸缘被沿着夹具500、510和520的长度不间断的槽隔开。在一些实施方式中,凸缘呈具有穿过夹具500、510和520的厚度(例如,沿Z方向)形成的插入形状的整体顶表面的形式。这些插入部可以形成为任何形状,包括例如如图24A至图24D中所示的圆形、三角形、正方形和沙漏形。其他示例可以包括五边形、六边形或包括非几何形状的任何形状。也根据本文中的公开内容考虑和预想了其他不规则形状。
图15是总体标记为100的PDU的示例实施方式的示意图,该PDU具有能够连接至货舱内的主驱动轨道6的基部110、在枢转连接点130处连接至基部的本体120、以及围绕轴线以可旋转地方式驱动(例如,根据需要)的一个或更多个(例如,多个)驱动辊140。PDU 100的本体120通常是弹簧加载的,以在竖向方向上被偏置远离货舱地板4,从而确保驱动辊140抵靠货舱内正在被运输的货物单元的底表面的适当接合。PDU 100构造成使驱动辊140沿任一方向旋转以促进货物单元相对于PDU 100的纵向方向在两个方向上的运动,从而使货物单元能够装载到飞行器的货舱中以及能够从飞行器的货舱卸载。
在图16A和图16B中所示的PDU 100的示例实施方式中,PDU 100具有DC无刷马达、受控区域网络(CAN)总线接口、速度控制管理、双稳态辊定位以及预测性维护数据收集。这种PDU 100可以被用作先前实现的门槛闩锁的替代品以提供防滚出功能。如所示出的,为了实现双稳态功能,图16A和图16B的PDU 100具有可以在至少两个角位置之间被控制的集成的偏心形状的致动器160(例如,辊)。由于致动器160的偏心形状,致动器160具有大致卵形形状,本体120相对于基部110和货舱地板4的角位置可以仅通过致动器160的旋转运动而改变。致动器160可以是单个辊、多个辊、一个或更多个轮、或这些部件的任何组合或者致动器160具有能够以这种方式进行操作的任何部件。
在所示的实施方式中,致动器160的第一直径D1具有的尺寸使得当致动器160处于图16A中所示的第一(例如,收回)位置时致动器160不会延伸超过PDU 100的本体120的下边缘,从而使得驱动辊140处于货物单元的底表面在其中行进的平面下方的位置中,使得当如图16A中所示致动器的第一直径D1与货舱地板4垂直时,驱动辊140不与货物单元接触。由于致动器160的偏心形状,致动器160具有第二直径D2,该第二直径D2大于从致动器160的旋转轴线至PDU 100的本体120的底表面/边缘的距离,使得当如图16B中所示第二直径D2垂直于货舱地板4定向时,本体120相对于货舱地板4移动到非零角位置中。在部署位置中,当驱动辊140与货物单元接触时,PDU 100能够控制与PDU 100相接触的货物单元的运动(和运动速率);因此,PDU 100能够在货舱内保持、停止或运输货物单元。这种保持功能使得PDU 100通过防止驱动辊140的角运动来主动地阻止货物单元从货物单元被保持的位置的运动。这种停止功能引起货物单元停止(例如,具有相对于货物单元所在货舱的零速度)但不可以主动地阻止货物单元的进一步移动。这种运输功能导致货物单元在货舱内的运动。进一步设想的是,PDU 100在一些情况下可以仅通过致动器160从第一直径D1与货舱地板4垂直的位置的小于90°的部分旋转而仅部分地部署。在失电的情况下,驱动辊140将在最后的位置(例如,收回位置或部署位置,意味着致动器160将不会返回至“原位”或“静止”位置)中保持安全。因此,当处于部署位置时,驱动辊140即使在失电情况期间也提供制动力以对货物单元进行保持,但是在这种情况下货物单元可以在PDU 100上被人工地移动(例如,推动或拉动)。
偏心形状向驱动辊140相对于货舱地板4的运动提供了平滑的运动轮廓。当从图16A的收回位置移动到图16B的部署位置中时,致动器160的初始旋转运动最初产生驱动辊140远离货舱地板4的行进速率,该行进速率随着致动器160逐渐地转动(例如,假设角速度恒定)而增加。因此,假设致动器160的角速度保持恒定,驱动辊140从收回位置到部署位置的竖向速度随着驱动辊140的位置逐渐地更远离收回位置移动而增加。类似地,当驱动辊140从图16B中所示的部署位置移动到图16A中所示的收回位置中时,致动器160的初始旋转运动最初产生了驱动辊140靠近货舱地板4的行进速率,该行进速率随着致动器160逐渐地转动而减小。因此,假设致动器160的角速度保持恒定,驱动辊140从部署位置到收回位置的竖向速度随着驱动辊140的位置逐渐地更靠近收回位置移动而减小。
在一些实施方式中,PDU 100被配置成执行预测性维护,例如,通过检测驱动辊140的材料(例如,橡胶)的状况以用于辊健康监测、操作周期和动力事件。此外,可以在PDU 100中或邻近于PDU 100例如,PDU 100的前部和/或后部)设置一个或更多个(例如,多个)接近传感器或位置传感器170A、170B以检测位于至少部分地在PDU 100上方的位置中的被闩锁的货物单元。PDU 100还被配置成通过提供不同的电阻值(例如,通过控制可变电阻器的值)经由位于连接器处的两个PIN进行PIN编程。可以设置有CAN总线接口以控制PDU 100的操作(例如,致动器160的角位置和驱动辊140的角速度)并且能够实现PDU 100与货物管理系统控制单元(例如,控制器)的通信。在利用CAN总线接口的这种实施方式中,PDU 100被配置成经由CAN总线发送维护和操作数据。在一些实施方式中,PDU 100被配置成具有用以驱动致动器160和/或驱动辊140的DC无刷马达以通过对驱动辊140的角速度进行控制来减少(例如,消除)涌入电流并且能够实现货物单元在货舱内的运输速度管理。
图17中示出了用于在货物隔室内部运输货物单元(例如,ULD)的示例系统,该系统包括多个PDU(例如,包括第一PDU 100A、第二PDU 100B以及第三PDU 100C)。在滚珠垫60的区域中,第一PDU 100A用于使货物单元在横向于飞行器的前/后方向的方向上移动,该横向方向被标记为“进/出(IN/OUT)”,并且第二PDU 100B用于使货物单元在前/后方向上移动,该前/后方向被标记为“前/后(FWD/AFT)”。在滚珠垫60的区域中,对于货物单元在横向方向上的运输而言,第一PDU 100A的驱动辊必须处于图16B中所示的部署位置,并且第二PDU 100B的驱动辊必须处于图16A中所示的收回位置。在滚珠垫60的区域内,对于货物单元在前/后方向上的运输而言,第一PDU 100A的驱动辊必须处于收回位置,并且第二PDU 100B的驱动辊必须处于部署位置。在示出的实施方式中,如果没有给出命令,则横向方向的第一PDU 100A将被命令进入部署位置以提供可以被用于代替货物门槛闩锁的防滚出(Anti-Roll-Out)功能。在失电或断电的情况下,PDU 100A、PDU 100B、PDU 100C中的每一者的驱动辊将保持处于它们各自当前的位置,或者处于部署位置或者处于收回位置。为了将驱动辊从收回位置带到部署位置以及相反地从部署位置带到收回位置,PDU 100A、PDU 100B、PDU 100C配备有致动器160、比如偏心器。在一些实施方式中,PDU 100A、PDU 100B、PDU 100C具有用以将驱动辊带到收回位置的机械超驰功能,以便能够在失电的情况下将货物单元从货舱卸载。该特征是有利的,因为目前所有的“单通道”PDU(例如,在只有主驱动导轨的货舱中)都基于横向方向或纵向方向上的操纵杆驱动命令而提升。因此,当发生失电时,这些PDU 100A、PDU 100B、PDU 100C自动地下降到收回位置中并且不保持处于部署位置。
参照图14,可以使用不同的夹具500、510、520、530(例如,具有不同形状的插入部的那些夹具)以确保部件、比如PDU 100的正确取向,使得PDU 100不会被向后安装,这可能导致货舱内的货物单元从这种错误构型所预期的位置反向运动。如图15和图18中所示,一对圆形夹具500被安装在主驱动导轨6的在Y方向上间隔开的第一位置处,并且一对方形夹具510被安装在主驱动导轨6的也在Y方向上间隔开的第二位置处。所使用的夹具的插入部的具体形状通常是无关紧要的并且可以是任何组合,只要它们被“键接合”以仅允许货物管理系统的特定部件在仅一个取向上的安装即可。没有优选方向性的其他部件、比如辊组件200可以使用夹具、比如图14中的方形夹具510来安装,方形夹具510在辊组件的相应的相反端部处彼此相同或不同,因为不需要方向性来确保这类部件的正常运行。
在每个部件(例如,PDU 100、辊组件200、X-Z闩锁300等)上的可从被安装的部件的顶部表面接近的位置中设置有紧固件700(例如,可带螺纹的旋转紧固构件、比如螺钉、螺母等),紧固件700延伸通过部件的厚度而至可旋转紧固件700变得与夹具500、510、520、530的凸缘506刚性地(例如,可移除地)接合的位置,从而允许部件被固定地上紧在指定位置中以允许货物管理系统的安全且可靠的操作。图19示出了示例PDU 100的底视图,PDU 100在其第一端部的拐角处具有方形键610并且在其第二端部的拐角处具有圆形键600。可旋转紧固件700可以采用任何形状,但在所示的实施方式中具有倒“T”形状,紧固件700竖向地延伸穿过槽508并且位于相应的夹具500、510、520、530的凸缘506下方以在不撞击夹具500、510、520、530本身的情况下允许可旋转紧固件700的旋转运动并且还允许可旋转紧固件700接合在夹具500、510、520、530的凸缘506下方以用于将部件保持到凸缘506。在一些实施方式中,旋转紧固件700的长度(例如,“T”形的端部之间的距离)可以大于夹具的侧壁504之间的宽度,使得可旋转紧固件700在不接触侧壁504中的一者或两者的情况下不能在夹具500、510、520、530内转动多于±90°,从而允许旋转紧固件700逐渐地转动以将夹具500、510、520、530的凸缘506上紧在可旋转紧固件700与附接至凸缘50的部件的框架的底侧之间(例如,通过弹簧挤压),从而将部件以指定的构型固定至夹具500、510、520、530。因此,对于键接合特征(例如,600、610、620)有利的是,无论形状如何,特征的厚度与夹具500、510、520、530的抵靠其接合的凸缘506的厚度相比更小或优选地相同,使得可旋转紧固件700的旋转运动不受键接合特征本身的阻碍。
图20A示出了位于辊组件200的下侧的方形键610和可旋转紧固件700。方形键610和可旋转紧固件700被构造成与方形夹具510的凸缘506和方形插入部515(也参见图24B)接合,在图20B中示出了方形夹具510的示例实施方式。方形夹具500具有基部502,基部502具有形成为穿过基部502的厚度的安装孔503以使用穿过安装孔503的紧固件将方形夹具510固定至货舱地板4。方形夹具510具有远离基部502延伸出X-Y平面并且与凸缘506连接的侧壁504,侧壁504的高度限定了在X方向上沿着方形夹具510的长度定向的槽508的厚度。凸缘506和槽508被定形状成形成方形插入部515,方形插入部515被构造成确保底表面上具有方形键(例如,图20A的610)的部件的正确对准和接合。槽508沿着方形夹具510的长度连续且不间断。方形夹具510具有形成在基部502中的两个安装孔503,安装孔503供紧固件(例如,螺栓、螺钉、铆钉等)穿过以将方形夹具510牢固地固定至货舱地板4。可以使用任何数目的安装孔503和紧固件连同形成在方形夹具510背部上的销来确保与形成在货舱地板4中的对应的孔的正确对准,以使夹具500以指定的构型沿着货舱地板4附接和对准。图20A示出了处于接合位置的可旋转紧固件700,其中,辊组件200的方形键610不能被插入到方形夹具510中,因为可旋转紧固件700将会接触方形夹具510的凸缘506的顶表面,从而防止可旋转紧固件700超过凸缘506并且穿过槽508,除非可旋转紧固件700被从所示出的取向旋转成与方形夹具510的槽508对准。
图21示出了三角形夹具530的示例实施方式。三角形夹具530具有基部502,基部具有形成为穿过基部502的厚度的安装孔503以使用穿过安装孔503的紧固件将三角形夹具530固定至货舱地板4。在一些实施方式中,可以在基部502的背侧部中形成有用以帮助将三角形夹具530安装至货舱地板4的对准特征。三角形夹具530具有远离基部502延伸出X-Y平面并且与凸缘506连接的侧壁504,侧壁504的高度限定了在X方向上沿着三角形夹具530的长度定向的槽508的厚度。凸缘506和槽508被定形状成形成三角形插入部535(也参见图24C),三角形插入部535被构造成确保底面上具有三角形键的部件的正确对准和接合。部件的旋转紧固件700被构造成竖向地穿过三角形夹具530的槽508并且被扭转以将部件固定至三角形夹具530。
图22A示出了具有圆形键600的PDU 100的底表面,圆形键600被构造成与圆形夹具500接合,在图22B中示出了圆形夹具500的示例实施方式。圆形夹具500基部502,基部502具有形成为穿过基部502的厚度的安装孔503以使用穿过安装孔503的紧固件将圆形夹具500固定至货舱地板4。在一些实施方式中,可以在基部502的背侧部中形成有用以帮助将圆形夹具500安装至货舱地板4的对准特征。圆形夹具500具有远离基部502延伸出X-Y平面并且与凸缘506连接的侧壁504,侧壁504的高度限定了在X方向上沿着圆形夹具500的长度定向的槽508的厚度。凸缘506和槽508被定形状成形成圆形插入部505(也参见图24A),圆形插入部505被构造成确保底面上具有圆形键600的部件的正确对准和接合。部件的旋转紧固件700被构造成竖向地穿过圆形夹具500的槽508并且被扭转以将部件固定至圆形夹具500。
图23A示出了X-Z闩锁300的底表面,X-Z闩锁300具有附接至X-Z闩锁300并且从X-Z闩锁300的基部的下侧延伸的沙漏形键620和可旋转紧固件700。沙漏形键620和可旋转紧固件700被构造成与沙漏形夹具520接合以将X-Z闩锁300固定至沙漏形夹具520。在图23B中示出了沙漏形夹具520的示例实施方式。沙漏形夹具520具有基部502,基部502具有形成为穿过基部502的厚度的安装孔503以使用穿过安装孔503的紧固件将沙漏形夹具520固定至货舱地板4。在一些实施方式中,可以在基部502的后侧部中形成有用以帮助将沙漏形夹具520安装至货舱地板4的对准特征。沙漏形夹具520具有远离基部502延伸出X-Y平面并且与凸缘506连接的侧壁504,侧壁504的高度限定了在X方向上沿着沙漏形夹具520的长度定向的槽508的厚度。凸缘506和槽508被定形状成形成沙漏形插入部525(也参见图24D),沙漏形插入部525被构造成确保与底面上具有沙漏形键620的部件的正确对准和接合。部件的旋转紧固件700被构造成竖向地穿过沙漏形夹具520的槽508并且被扭转以将部件固定至沙漏形夹具520。
各个键和插入部的形状和尺寸互相排斥是有利的,比如,圆形键不能装配在方形插入部、三角形插入部或沙漏形插入部内;方形插入部不能装配在圆形插入部、三角形插入部或沙漏形插入部内;三角形键不能装配在圆形插入部、方形插入部或沙漏形插入部内;并且沙漏形键不能装配在圆形插入部、方形插入部或三角形插入部内。
本文中公开了一种对货物管理系统的部件进行安装的方法,该方法包括:形成和/或提供在多个夹具的第一子集的上表面中具有第一形状的插入部;形成和/或提供在多个夹具的第二子集的上表面中具有第二形状的插入部;将多个夹具牢固地附接至货舱的地板;将键和可旋转紧固件附接至货物管理系统的部件,键的第一子集具有第一形状并且键的第二子集具有第二形状;将键的第一子集与夹具的第一子集接合;将键的第二子集与夹具的第二子集接合;以及使可旋转紧固件旋转,可旋转紧固件被构造成将货物管理系统的部件固定至旋转紧固件抵靠接合的相应的夹具。在该方法的一些实施方式中,第一形状和第二形状是不同的形状。在该方法的一些实施方式中,第一形状和第二形状包括几何形状或无定形形状。在该方法的一些实施方式中,几何形状包括正方形、三角形、圆形、六边形、五边形以及沙漏形中的一者或更多者。在该方法的一些实施方式中,每个夹具包括:背部,每个夹具通过该背部被牢固地附接至货舱地板4;至少两个侧壁,所述至少两个侧壁位于背部的相对侧向侧部上;以及顶表面,可旋转紧固件抵靠该顶面上紧以将货物管理系统的部件固定至夹具。在该方法的一些实施方式中,至少一个夹具具有形成为穿过上表面的厚度的至少两个插入部,键中的对应的一个键可以在货物管理系统的部件的安装期间被插入到插入部中。在该方法的一些实施方式中,至少一个夹具具有形成为穿过上表面的厚度的槽,槽沿着夹具的长度连续且不间断以使夹具的上表面分叉,从而在夹具中限定至少两个凸缘。在一些实施方式中,该方法包括将可旋转紧固件插入穿过槽以与至少两个凸缘的内表面接合。在一些实施方式中,该方法包括通过使上紧器在第一方向上旋转来将凸缘逐渐地上紧在可旋转紧固件与货物管理系统的与上紧器附接的部件之间。在该方法的一些实施方式中,可旋转紧固件的宽度小于夹具的侧壁之间的距离。
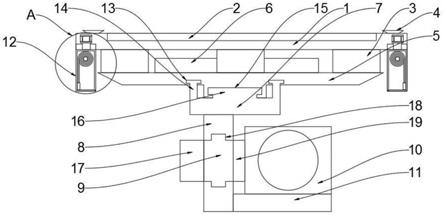
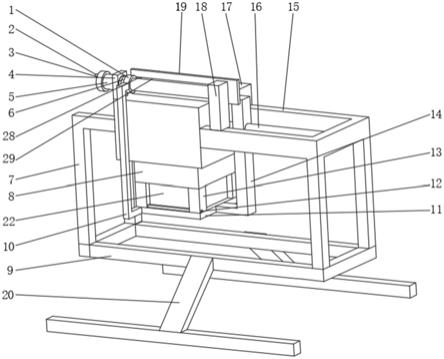
图25至图30示出了根据示例实施方式的总体上标记为400的Y-Z闩锁的各个方面。如图25中所示,基部板410牢固地连接至货舱的侧向侧部5。基部板410具有:闩锁头部槽424,闩锁头部槽424被构造成使闩锁头部430以可移除的方式附接至基部板410;和/或辊组件槽422,辊组件槽422被构造成使辊组件480以可移除的方式附接至基部板410。基部板410具有形成在其中的辅助槽416,辅助槽416可以用于将其他特征固定至基部板410。
闩锁头部430具有侧向(例如,Y方向)止挡表面450和竖向(例如,Z方向)止挡表面440。闩锁头部430被构造成在允许货物单元在X方向上沿着飞行器的长度移动的同时防止货物单元在货舱内的侧向和竖向运动。闩锁头部430具有闩锁趾部432,闩锁趾部432如图26中所示抵靠形成在基部板410中的基部-闩锁跟部412接合。闩锁头部430通过拉销420被固定在基部板401的闩锁头部槽422内。为了防止闩锁头部430相对于基部板410在X方向上的运动,基部板410具有形成在其上的突起部423,闩锁头部430通过与突起423的大小和位置对应的腔被拉销420固定在突起部423上方。基部板410具有在X方向上延伸穿过突起部423的通孔421,并且闩锁头部430具有通道434,当闩锁头部430被完全地安装在基部板410上方时,通孔421和通道434在制造公差内大致同轴对准并且可以通过使拉销420穿过通道434的第一部分、穿过通孔421、并且穿过通道434的第二部分插入而被牢固地固定在一起,如图25至图30的示例实施方式中所示。
辊组件480包括辊490,辊490以可旋转的方式附接至辊组件480的框架482以向货物单元提供竖向支承(例如,在Z方向上)以及货物单元在X方向上沿着货舱的长度的大致无摩擦运动。辊组件480具有键接合的对准特征,键接合的对准特征确保辊组件480不能相对于基部板410在X方向上移动。在这些对准特征中包括:辊趾部484,该辊趾部通过形成在基部板410中的基部-辊跟部414固定至基部板410;肋部428,该肋部428沿着基部板410的辊组件槽422的长度形成;以及对应的凹部,该对应的凹部位于辊组件480的底表面中,这些对准特征都被定向成当安装在一起时以便大致共平面,大致垂直于X方向在YZ平面中延伸;以及侧向凸部486,侧向凸部486沿X方向在辊组件480的相反侧部上间隔开,侧向凸部486装配到沿X方向形成在基部板410上的相反侧部上的槽426中。侧向凸部486包括突出部,突出部被构造成装配在槽426的键接合部分内,使得当辊组件480未被完全地接合在基部板410上时,侧向凸部486在X方向上从辊组件480突出并且用作辊组件480未与基部板410未完全地接合的视觉指示部。此外,侧向凸部486到基部板410的槽426的键接合部分中的接合提供了保持力以防止辊组件480由于飞行器在Y-Z闩锁未与货物单元接合的货舱构型中的正常操纵而在Z方向上与基部板410分离。基部板410具有形成为穿过其厚度的多个安装孔418,所述多个安装孔418用于将基部板410牢固地附接至货舱的内表面。
图29示出了Y-Z闩锁400的第二构型的示例实施方式,其中,辊组件(图25至图28的480)在包括牢固附接至货舱地板4的固定辊800的货物管理系统的实施方式中被省略。图30示出了根据图29中所示的实施方式的Y-Z闩锁的分解图。
图31A和图31B图示了辊组件480和闩锁头部430可以如何附接至基部板410。辊组件480的辊趾部484抵靠基部-辊跟部414插入并且辊组件480然后沿顺时针方向枢转到基部板410的辊组件槽422中,如图31A中所示,使得辊-基部对准特征(426、428、486)彼此接合以将辊组件480抵靠基部板410保持。闩锁头部430的闩锁趾部432抵靠基部-闩锁跟部412插入并且闩锁头部430然后沿逆时针方向枢转到基部板410的闩锁头部槽424中,如图31B中所示,使得拉销420可以插入穿过基部板410的通孔421和闩锁头部430的通道434以将闩锁头部430固定至基部板410。
因此,公开了一种组装Y-Z闩锁的方法。根据一个实施方式,该方法包括将基部板附接到飞行器的货舱内、将闩锁头部附接至基部板、以及可选地将辊组件附接至基部板。在一些实施方式中,附接闩锁头部包括使闩锁趾部抵靠基部板的基部-闩锁根部接合,并且使闩锁头部在闩锁-基部安装特征(例如,从基部板延伸的突起部)上方抵靠基部板向下枢转,并且将拉销插入穿过以下两者:形成为穿过闩锁-基部对准特征的孔以及形成为在X方向上穿过闩锁头部的通孔。在一些实施方式中,闩锁-基部对准特征被构造成防止闩锁头部相对于基部板在X方向和Y方向上的运动。在一些实施方式中,拉销具有套环,该套环绕变窄部分锁定地插入以防止在没有首先将套环在与拉销的移除方向正交的方向上移除的情况下移除拉销。在一些实施方式中,将辊组件附接至基部板包括将辊趾部抵靠基部板的基部-辊跟部接合并且使闩锁头部在辊-基部对准特征布上方抵靠基部板向下枢转,使得侧向凸部位于形成在基部板中的槽内。在一些实施方式中,辊-基部对准特征包括:基部板的肋部和位于辊组件的底表面中的对应的凹部,肋部和凹部被限定在Y-Z平面中;以及位于基部板中的侧向凸部和槽的键接合部分。在一些实施方式中,辊-基部对准特征防止辊组件相对于基部板至少在X方向上的运动。在一些实施方式中,辊允许货物单元以基本无摩擦的方式在Y-Z闩锁上方/通过Y-Z闩锁的运动。
应当理解的是,本文中所公开的示例实施方式是非限制性的且不约束本文中所公开的目的。特别地,对于本领域中技术人员显而易见的是,在不存在偏离本文中所公开的主题的任何由此产生装置、系统和/或方法的情况下,本文中所描述的特征可以彼此任意地组合,和/或可以从中省略各种特征。
虽然本文中公开了本发明的至少一个示例实施方式,但是应当理解的是,改型、替换方案和替代性方案对于本领域普通技术人员来说是显而易见的并且可以在不脱离本公开的范围的情况下做出。本公开意在涵盖示例实施方式的任何修改方案或变型。另外,在本公开中,术语“包括”或“包括有”不排除其他元件或步骤,术语“一”、“一个”或“一种”不排除复数,并且术语“或”表示任一者或两者。此外,除非本公开或上下文另有说明,否则已经描述的特征或步骤也可以与其他特征或步骤结合使用并且可以以任何顺序使用。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。