1.本技术涉及针刺毡处理的领域,尤其是涉及一种具有剔丝结构的针刺设备。
背景技术:
2.针刺设备用于非织造材料,交叉成网或气流成网的针刺毡十分蓬松,需要通过针刺设备的刺针进行处理,刺针利用其棱边上的刺钩对纤维网反复进行穿刺。针刺毡的纤维与纤维之间因抱合力而产生一定的强力,但强力很差,当多枚刺针刺入针刺毡时,刺针上的刺钩就会带动针刺毡表面及次表面的纤维,由针刺毡的平面方向向针刺毡的垂直方向运动,使纤维产生上下移位,而产生上下移位的纤维对针刺毡就产生一定挤压,使针刺毡中纤维靠拢而被压缩。
3.相关技术中,针刺设备主要由机架,送网机构、针刺机构、牵拉机构、花纹机构、传动机构等组成,其中最重要的是针刺机构。针刺机构主要包括升降组件、针板、刺针、剥网板和托网板,刺针镶嵌在针板上,通过升降组件驱动针板和刺针上下运动,对蓬松未成型的针刺毡不断的拉丝,使得蓬松的针刺毡压缩,并在剥网板和托网板间不断运动,形成纤维与纤维之间抱合力较强的针刺毡。
4.针对上述中的相关技术,发明人认为刺针在不断刺入针刺毡过程中,刺针的刺钩会带动针刺毡表面的纤维,刺针回收过程中,会对钩住的纤维进行拉伸,从而带动针刺毡压缩并上移,针刺毡最后经剥网板剥离刺针,但刺针回收至远离剥网板时,会有部分断裂的纤维,缠绕到刺针上,刺针长时间上下操作后,聚集在刺针上的纤维较多,从而使得刺针无法刺入针刺毡的最底部,存在针刺毡处理品质降低的问题。
技术实现要素:
5.为了解决刺针缠绕纤维处理针刺毡品质降低的问题,本技术提供一种具有剔丝结构的针刺设备。
6.本技术提供的一种具有剔丝结构的针刺设备采用如下的技术方案:
7.一种具有剔丝结构的针刺设备,包括机体和针刺机构,所述针刺机构包括从上到下依次排序的升降组件、针板、刺针、剥网板和托网板,所述刺针镶嵌在所述针板上,所述剥网板和托网板固定连接在所述机体上,其特征在于:所述机体上固定有用于剔除所述刺针上纤维的剔丝组件和旋转组件,所述旋转组件驱动所述升降组件、所述针板和所述刺针转动,所述升降组件驱动所述针板和刺针往复移动。
8.通过采用上述技术方案,正常情况下,升降组件驱动刺针移动对针刺毡进行处理。需要对刺针上的纤维进行处理时,通过旋转组件将升降组件、针板和刺针整体转动,使得刺针在升降组件作用下朝向剔丝组件移动,通过剔丝组件对刺针上的纤维进行剔除,最后再复位升降组件、针板和刺针整体,以便刺针继续对针刺毡进行处理,剔丝组件起到保证刺针能够持续高品质处理针刺毡。
9.可选的,所述剔丝组件包括依次连接的橡胶层、安装板和粘接片,所述安装板其中
的两端与所述机体固定连接,所述安装板上设有供所述刺针穿过的穿孔。
10.通过采用上述技术方案,刺针穿透橡胶层时,在橡胶层上开出不规则缝隙,将刺针上部分纤维截留下来。刺针穿透粘接片,粘接片将刺针上部分纤维截留下来。通过刺针反复多次穿透橡胶层和粘接片,以便剔丝组件将刺针上的纤维剔除干净。
11.可选的,所述橡胶层朝向所述旋转组件设置,所述橡胶层、安装板和粘接片通过胶水连接,所述橡胶层、安装板和粘接片整体的边沿设有插件,所述插件与所述橡胶层、安装板和粘接片整体的边沿过盈配合。
12.通过采用上述技术方案,由于刺针穿透橡胶层和粘接片时,对橡胶层和粘接片有一定的拉扯力,且剔丝组件长时间使用后,胶水固定性变差,插件与橡胶层、安装板和粘接片整体过盈配合,进一步增加橡胶层、安装板和粘接片之间连接的牢固性。
13.可选的,所述插件包括两个包边和连接两个包边的连接条,两个所述包边之间的距离远离所述连接条逐渐变小。
14.通过采用上述技术方案,两个包边之间的距离远离连接条逐渐变小,插件与剔丝组件实现过盈配合。
15.可选的,所述粘接片为魔术贴,所述粘接片的勾面与所述安装板远离粘结片的一端相背设置。
16.通过采用上述技术方案,魔术贴具有粘毛的性能,能够在刺针多次穿梭过程中,将刺针上的纤维剔除。
17.可选的,所述旋转组件包括驱动电机,所述驱动电机与所述机体固定连接,所述升降组件包括驱动气缸,所述驱动气缸与所述驱动电机固定连接。
18.通过采用上述技术方案,驱动电机控制驱动气缸、针板和刺针整体转动。
19.可选的,所述驱动气缸的输出轴的运动行程包括第一行程和第二行程,所述第一行程距离为所述驱动气缸驱动所述刺针往复移动时的移动长度,所述第二行程距离为驱动气缸的输出轴最大移动长度。
20.通过采用上述技术方案,驱动气缸在第一行程内移动时,可以对针刺毡进行处理。驱动气缸在第二行程内移动时,方便驱动气缸、针板和刺针无阻碍转动。
21.可选的,所述驱动电机驱动所述驱动气缸旋转时,所述驱动气缸的输出轴缩短到极限位置,所述第二行程距离大于所述针板的幅度,所述驱动电机到所述橡胶层距离等于所述驱动电机到所述剥网板距离,所述橡胶层、安装板和粘接片连接的整体宽度小于所述剥网板到托网板的距离。
22.通过采用上述技术方案,便于驱动气缸、针板和刺针无阻碍转动,同时,针板在驱动气缸作用朝向剔丝组件方向移动时,能够穿透剔丝组件,便于剔丝组件能够将刺针上的纤维剔除干净。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过安装板的设置,能够起到将剔丝组件整体固定在机体上的效果;
25.2.通过粘接片和橡胶层的设置,两者与反复运动的刺针相配合,能够起到将刺针上的纤维剔除的效果;
26.3.通过旋转组件的设置,转动驱动气缸、针板和刺针,能够起到针板和刺针在驱动气缸作用下朝向剔丝组件移动的效果。
附图说明
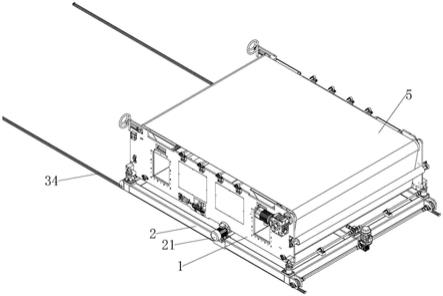
27.图1是本技术实施例中的针刺设备的针刺机构部分的结构示意图。
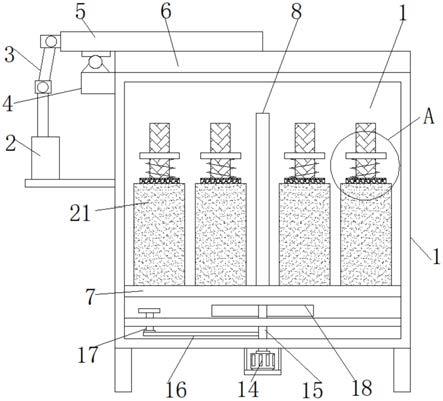
28.图2是图1所示的剔丝组件的结构示意图。
29.图3是沿图2中a
‑
a线的剖视图。
30.附图标记说明:1、机体;2、针刺机构;21、升降组件;211、驱动气缸;212、安装座;22、针板;23、刺针;24、剥网板;25、托网板;3、剔丝组件;31、粘接片;32、安装板;33、橡胶层;34、插件;341、包边;342、连接条;4、旋转组件;41、驱动电机;5、针刺毡。
具体实施方式
31.以下结合附图1
‑
3对本技术作进一步详细说明。
32.本技术实施例公开一种具有剔丝结构的针刺设备。参照图1,一种具有剔丝结构的针刺设备包括机体1、针刺机构2和安装在机体1上的牵引机构。针刺机构2包括从上到下依次排序的升降组件21、针板22、刺针23、剥网板24和托网板25,升降组件21包括驱动气缸211,驱动气缸211通过安装座212与机体1连接,针板22与驱动气缸211的输出轴固定连接,刺针23均匀镶嵌在针板22远离气缸的端面上,剥网板24和托网板25与机体1固定连接,牵引机构牵引需要加工的针刺毡5从剥网板24和托网板25之间通过。升降组件21驱动针板22上下运动,使得刺针23在剥网板24和托网板25之间不断输进和输出,刺针23上的刺钩将针刺毡5靠近托网板25的纤维勾起,并进行拉扯。针刺毡5通过刺针23的往复运动,并在剥网板24和托网板25之间反复进行挤压整合,针刺毡5从蓬松、多层的状态达到强度较高、密度较大的状态。
33.参照图1,刺针23往复运动,经过剥网板24时,在剥网板24的作用下,使得针刺毡5以及被刺针23钩住的纤维从刺针23上剥离下来。但在刺针23长期做功之后,刺针23上会缠绕一些断裂的纤维,随着工作时间的加长,刺针23上的断纤维越积越多,从而使得刺针23无法穿刺到针刺毡5底部。机体1上固定有剔丝组件3和旋转组件4,旋转组件4可以驱动针板22从朝向剥网板24位置移动到朝向剔丝组件3位置,再通过升降组件21驱动针板22移动到剔丝组件3位置,通过剔丝组件3将缠绕在刺针23上的纤维剔除,以便复位后的刺针23能够继续高品质的处理针刺毡5。
34.参照图1,旋转组件4包括驱动电机41,驱动电机41通过安装座212固定在机体1上,驱动气缸211与驱动电机41的输出轴固定连接,驱动气缸211在驱动电机41作用下带动针板22及刺针23转动,驱动电机41的扭转力大于针板22和刺针23的整体重力。驱动气缸211的输出轴的行程包括第一行程和第二行程,驱动气缸211在第一行程内做功时,驱动气缸211驱动针板22上的刺针23对针刺毡5进行加工。第二行程为驱动气缸211的输出轴最长移动距离,即为伸出极限位置和缩进极限位置之间的距离,驱动气缸211缩进极限位置时,针板22和刺针23可以在驱动电机41作用下无阻碍转动到剔丝组件3位置。
35.参照图2,剔丝组件3包括依次排列的粘接片31、安装板32和橡胶层33,安装板32的其中两侧端与机体1固定连接,安装板32上设有若干穿孔,穿孔的位置与刺针23位置相适配。
36.参照图1和2,安装板32通过胶水与橡胶层33和粘接片31连接,橡胶层33位于安装板32靠近旋转组件4的一面,粘接片31位于安装板32远离旋转组件4的一面。本实施例中,粘
接片31为魔术贴,魔术贴的勾面背对安装板32。针板22和刺针23转动到剔丝组件3的位置时,驱动气缸211再次启动,驱动针板22上的刺针23朝向剔丝组件3移动,对刺针23上的纤维进行剔除。
37.参照图2和3,刺针23先穿过橡胶层33,橡胶层33将刺针23上部分纤维截留,刺针23继续移动从穿孔位置穿过安装板32,最后穿过粘接片31,通过粘接片31的勾面将刺针23上的断纤维拉扯下来。刺针23穿透过粘接件31再回收过程中,可能会从粘接件31上带走一些纤维,橡胶层33的设置,可以在刺针23将该部分纤维截留下来,粘接件31与橡胶层33配合,提高剔丝组件剔除纤维的效率。
38.参照图1和2,刺针23在驱动气缸211的作用下,经过一定次数的往复运动后,将刺针23上缠绕的断纤维剔除干净。本实施例中,橡胶层33厚度较薄,方便刺针23穿透,没有开孔的橡胶层33在刺针23作用下开出不规则的缝隙,方便在刺针23穿透过程中截留部分纤维。
39.参照图2,粘接片31、安装板32和橡胶层33三者连接后的整体边缘包裹有插件34,插件34包括两个包边341和连接两个包边341的连接条342,两个包边341之间的距离远离连接条342逐渐减小,使得插件34与粘接片31、安装板32和橡胶层33形成的整体边沿位置过盈配合,插件34起到提高粘接片31、安装板32和橡胶层33三者之间连接的牢固性。橡胶层33和粘接片31长时间使用后,可以将插件34取下,将粘接片31、安装板32和橡胶层33分离,对橡胶层33和粘接片31进行更换。本实施例中,插件34具有一定的形变能力,方便擦火箭34拆装。
40.本实施例中,需要剔除刺针23上缠绕的纤维时,驱动气缸211收缩到极限位置,第二行程距离大于针板22的幅度,方便驱动气缸211、针板22、刺针23无阻碍转动。针板22转动后朝向橡胶层33,驱动气缸211驱动针板22和刺针23朝向橡胶层33移动,驱动电机41到橡胶层33距离等于驱动电机41到剥网板24距离,便于刺针23能够刺进橡胶层33内,进行剔除纤维处理。橡胶层33、安装板32和粘接片31连接的整体宽度小于剥网板24到托网板25的距离,以便刺针23能够穿通过橡胶层33和安装板32后透粘接片31。橡胶层33面积大于针板22面积,以便剔丝组件3对针板22上所有的刺针23进行处理。
41.本技术实施例一种具有剔丝结构的针刺设备的实施原理为:驱动气缸211的输出轴在第一行程内驱动刺针23反复移动,对剥网板24和托网板25之间的针刺毡5进行处理。刺针23在驱动气缸211的作用下,经过一定次数的往复运动后,驱动气缸211收缩到极限位置后,发送信号至驱动电机41处,驱动电机41控制驱动气缸211转动,驱动气缸211带着针板22和刺针23转动到剔丝组件3位置,驱动气缸211再次回归到第一行程内的初始位置,并在第一行程内驱动刺针23反复移动,从而使得刺针23穿过橡胶层33、安装板32和粘接片31,经过反复多次的运动,通过橡胶层33和粘接排片将缠绕在刺针23上的纤维剔除。刺针23在驱动气缸211的作用下,经过一定次数的往复运动后,驱动气缸211再次收缩到极限位置,通过驱动电机41转动到剥网板24位置,使得刺针23继续对针刺毡5进行处理。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。