1.本发明涉及玻璃纤维生产技术领域,具体地说就是一种玻璃纤维的智能化在线生产方法。
背景技术:
2.玻璃纤维是一种性能优异的无机非金属材料,种类繁多,绝缘性好、耐热性强、抗腐蚀性好,机械强度高,它是叶腊石、石英砂、石灰石、白云石、硼钙石、硼镁石七种矿石为原料经高温熔制、拉丝、络纱、织布等工艺制造成的,其单丝的直径为几个微米到二十几个微米,每束纤维原丝都由数百根甚至上千根单丝组成,玻璃纤维通常用作复合材料中的增强材料,电绝缘材料和绝热保温材料,电路基板等国民经济各个领域。
3.而无碱玻璃纤维又称e玻璃纤维,是指碱金属氧化物含量低的玻璃纤维,而现有的无碱玻璃纤维纱生产工艺中生产制备得到的玻璃纤维的耐高温能力较弱,且抗剪性能和耐腐蚀性能较差,难以满足在一些特殊的场所下的需求。
技术实现要素:
4.为解决上述玻璃纤维耐高温能力较弱的问题,本发明提供了一种玻璃纤维的智能化在线生产方法,通过改善玻璃纤维的原料配比和生产方法,提高玻璃纤维的抗剪性能和耐腐蚀性能。
5.本发明解决其技术问题所采取的技术方案是:一种玻璃纤维的智能化在线生产方法,包括以下步骤:
6.s1、按照二氧化硅:氧化硼:金属氧化物为(7~8):(1~2):1进行备料;
7.s2、原料处理:对选取的原材料进行除杂、粉碎;
8.s3、熔融:对熔窑进行加热使得二氧化硅温度上升,先进行预热,预热温度设定为800
‑
850℃预热时间为0.5
‑
1h,然后进行熔融;
9.s4、拉丝:使用拉丝机对熔融状态的玻璃液进行拉丝;
10.s5、表面化学处理:使用偶联剂对热处理过的纤维进行表面化学处理;
11.s6、切断:将步骤s5所得的玻璃纤维送入短纤维切割机中进行切割,既得。
12.作为优化,所述的短纤维玻璃切割机包括辅助辊部分、辅助槽、送料部件和切割部件,所述的辅助辊部分设置于送料部件左侧,所述的送料部件设置于辅助槽右端,所述的切割部件设置于送料部件内。通过辅助辊部分为送料部件进行送料,送料部件与切割部件配合运动,对玻璃纤维进行高效切割。
13.作为优化,所述的辅助槽包括固定底板和分隔立板,所述的分隔立板设有若干个,所述的若干个分隔立板水平设置于固定底板上侧面上,所述的若干个分隔立板平行设置,所述的相邻两个分隔立板之间形成走料腔,所述的固定底板右端设有下料坡,所述的下料坡为弧形。分隔立板设置于固定底板顶部,形成多个平行且两端开口的走料腔,玻璃纤维在走料腔中进行走料、送料和切割,切割后的玻璃纤维由下料坡落下。
14.作为优化,所述的辅助辊部分包括第一送料辊、第二送料辊和控制进料辊,所述的第一送料辊设置于辅助槽左侧,所述的第一送料辊包括两个对应设置的从动辊,所述的第二送料辊包括若干个,所述的第二送料辊前后两端连接有第二电机,所述的控制进料辊包设有若干个,所述的控制进料辊前后两端均连接有进料电机,所述的前后两端的进料电机上连接有升降装置。第一送料辊为从动辊,使玻璃纤维平稳的在走料腔中行进,第二送料辊为主动辊,带动玻璃纤维向送料部件和切割部件处行进,控制进料辊控制玻璃纤维的行进和停止,与送料部件的运动进行配合。
15.作为优化,所述的升降装置包括气缸和支撑块,所述的气缸竖直设置,所述的支撑块设置于气缸顶端,所述的支撑块与进料电机相连。气缸带动支撑块和进料电机升高,使玻璃纤维通过控制进料辊下凡,进入送料部件中;气缸带动支撑块和进料电机降低,使控制进料辊降低,与走料腔接触,使玻璃纤维停止行进。
16.作为优化,所述的送料部件设有若干个,所述的送料部件包括压料辊、电机和辅助装置,所述的电机与压料辊固定连接,所述的辅助装置固定于电机上。通过电机带动压料辊转动,通过辅助装置辅助压料辊的转动。
17.作为优化,所述的压料辊包括端面和若干个侧面,所述的压料辊内部为中空,所述的侧面和侧面之间设有倒角,所述的侧面上沿长度方向水平设有开槽,所述的开槽贯穿侧面,所述的电机与端面外侧相连,所述的辅助装置包括固定板、两个连接杆和两个连接块,所述的连接块设置于电机上侧,所述的连接杆下端与连接块顶部固连,所述的连接杆的上端与固定板下侧面固连,所述的连接杆包括子杆和母杆,所述的子杆和母杆插接,所述的子杆中部设有固定圈,所述的固定圈和母杆之间的子杆上设有弹簧。压料辊转动时,由于压料辊为多面体,因此其转动时其轴心会有升高和降低,通过辅助装置时压料辊能够稳定的抬起和落下,并使压料辊由于自身重力和辅助装置的支撑作用下始终与走料腔保持紧密接触。
18.作为优化,所述的切割部件包括若干个切割刀、连接部件和切割气缸,所述的连接部件包括连接座和固定块,所述的切割刀与连接座侧面固连,所述的固定块设置于连接座顶部,所述的切割气缸与固定块顶部固连,所述的连接座设置于分隔立板上方,所述的连接座的高度与分隔立板的高度之和等于切割刀的高度,所述的切割气缸顶部设有固定板。切割刀通过切割气缸带动实现上下伸缩,从而实现对玻璃纤维的有序切割,通过连接座将切割刀进行连接,并且在切割时,连接座与分隔立板接触,防止切割刀进行切割时与走料腔的过度冲击和摩擦。
19.作为优化,所述的压料辊设置于相邻两个分隔立板之间,所述的切割刀设置于开槽内,第二送料辊和控制进料辊均设置于相邻想个分隔立板之间,所述的第二送料辊设置于控制进料辊左侧。
20.作为优化,所述的第二送料辊、控制进料辊、走料腔、送料部件和切割刀均设有两个。
21.本方案的整体有益效果是:一种玻璃纤维的智能化在线生产方法,具有以下有益之处:
22.(1)通过提高原料中二氧化硅的配比,并在生产过程中先将二氧化硅进行融化,促进二氧化硅与其他原料的反应和玻璃纤维的耐高温性能;
23.(2)拉丝后对玻璃纤维表面进行连续化热处理,进一步提高玻璃纤维的耐高温性能和稳定性,随后直接进行切断,操作更加便捷,能直接生产出工业常用的短纤维,且纤维切断效率高;
24.(3)通过设置辅助槽对玻璃纤维的行进轨道进行限制,防止玻璃纤维束在玻璃纤维切割机中乱跑,进行提高切割效率;
25.(4)通过在辅助槽上侧设置第一辅助辊和第二辅助辊将玻璃纤维送入切割部件处,通过控制进料辊控制玻璃纤维的行进和停止,使玻璃纤维有序的进入送料部件和切割部件中;
26.(5)通过将送料部件的压料辊上连接电机,使送料部件在转动时能够有序的向切割刀部分进料,通过电机带动压料辊转动,压料辊底部带动玻璃纤维进料,且每次进料长度相同,不仅有利于提高玻璃纤维的切割效果,通过能够使端玻璃纤维的长度保持高度相同,提高端玻璃纤维的质量;
27.(6)通过在压料辊的侧面上设置开槽,使切割刀能够穿过开槽与走料腔上侧面接触,进而对玻璃纤维进行切割,且压料辊在转动时与切割刀顶部的伸缩
附图说明
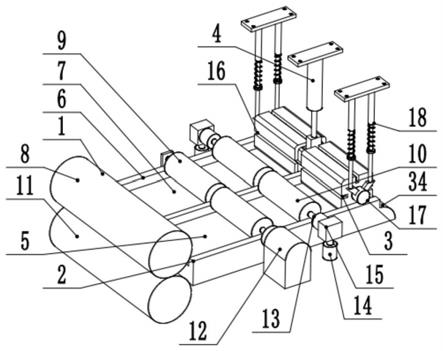
28.附图1为本发明的轴侧示意图。
29.附图2为本发明背部轴侧示意图。
30.附图3为本发明送料部件轴侧示意图。
31.附图4为本发明切割部件安装位置示意图。
32.附图5为本发明送料部件结构示意图。
33.附图6为本发明切割部件轴侧示意图。
34.附图7为本发明切割部件切割状态示意图。
35.附图8为本发明右视示意图。
36.附图9为本发明附图8的a
‑
a剖切结构示意图。
37.附图10为本发明附图8的b
‑
b剖切结构示意图。
38.附图11为本发明附图8的c
‑
c剖切结构示意图。
39.其中,1、辅助辊部分,2、辅助槽,3、送料部件,4、切割部件,5、固定底板,6、分隔立板,7、走料腔,8、第一送料辊,9、第二送料辊,10、控制进料辊,11、从动辊,12、第二电机,13、进料电机,14、气缸,15、支撑块,16、压料辊,17、电机,18、辅助装置,19、端面,20、侧面,21、开槽,22、固定板,23、连接杆,24、连接块,25、子杆,26、母杆,27、固定圈,28、弹簧,29、切割刀,30、连接部件,31、切割气缸,32、固定块,33、连接座,34下料坡。
具体实施方式
40.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施
例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
42.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
43.如图1所示,所述的短纤维玻璃切割机包括辅助辊部分1、辅助槽2、送料部件3和切割部件4,所述的辅助辊部分1设置于送料部件3左侧,所述的送料部件3设置于辅助槽2右端,所述的切割部件4设置于送料部件3内。通过辅助辊部分1为送料部件3进行送料,送料部件3与切割部件4配合运动,对玻璃纤维进行高效切割。
44.如图1所示,所述的辅助槽2包括固定底板5和分隔立板6,所述的分隔立板6设有若干个,所述的若干个分隔立板6水平设置于固定底板5上侧面20上,所述的若干个分隔立板6平行设置,所述的相邻两个分隔立板6之间形成走料腔7,所述的固定底板5右端设有下料坡34,所述的下料坡34为弧形。分隔立板6设置于固定底板5顶部,形成多个平行且两端开口的走料腔7,玻璃纤维在走料腔7中进行走料、送料和切割,切割后的玻璃纤维由下料坡34落下。
45.如图1所示,所述的辅助辊部分1包括第一送料辊8、第二送料辊9和控制进料辊10,所述的第一送料辊8设置于辅助槽2左侧,所述的第一送料辊8包括两个对应设置的从动辊11,所述的第二送料辊9包括若干个,所述的第二送料辊9前后两端连接有第二电机12,所述的控制进料辊10包设有若干个,所述的控制进料辊10前后两端均连接有进料电机13,所述的前后两端的进料电机13上连接有升降装置。第一送料辊8为从动辊11,使玻璃纤维平稳的在走料腔7中行进,第二送料辊9为主动辊,带动玻璃纤维向送料部件3和切割部件4处行进,控制进料辊10控制玻璃纤维的行进和停止,与送料部件3的运动进行配合。
46.如图2所示,所述的升降装置包括气缸14和支撑块15,所述的气缸14竖直设置,所述的支撑块15设置于气缸14顶端,所述的支撑块15与进料电机13相连。气缸14带动支撑块15和进料电机13升高,使玻璃纤维通过控制进料辊10下凡,进入送料部件3中;气缸14带动支撑块15和进料电机13降低,使控制进料辊10降低,与走料腔7接触,使玻璃纤维停止行进。
47.如图2所示,所述的送料部件3设有若干个,所述的送料部件3包括压料辊16、电机17和辅助装置18,所述的电机17与压料辊16固定连接,所述的辅助装置18固定于电机17上。通过电机17带动压料辊16转动,通过辅助装置18辅助压料辊16的转动。
48.如图3所示,所述的压料辊16包括端面19和若干个侧面20,所述的压料辊16内部为中空,所述的侧面20和侧面20之间设有倒角,所述的侧面20上沿长度方向水平设有开槽21,所述的开槽21贯穿侧面20,所述的电机17与端面19外侧相连,所述的辅助装置18包括固定板22、两个连接杆23和两个连接块24,所述的连接块24设置于电机17上侧,所述的连接杆23下端与连接块24顶部固连,所述的连接杆23的上端与固定板22下侧面20固连,所述的连接
杆23包括子杆25和母杆26,所述的子杆25和母杆26插接,所述的子杆25中部设有固定圈27,所述的固定圈27和母杆26之间的子杆25上设有弹簧28。压料辊16转动时,由于压料辊16为多面体,因此其转动时其轴心会有升高和降低,通过辅助装置18时压料辊16能够稳定的抬起和落下,并使压料辊16由于自身重力和辅助装置18的支撑作用下始终与走料腔7保持紧密接触。
49.如图4所示,所述的切割部件4包括若干个切割刀29、连接部件30和切割气缸31,所述的连接部件30包括连接座33和固定块32,所述的切割刀29与连接座33侧面20固连,所述的固定块32设置于连接座33顶部,所述的切割气缸31与固定块32顶部固连,所述的连接座33设置于分隔立板6上方,所述的连接座33的高度与分隔立板6的高度之和等于切割刀29的高度,所述的切割气缸31顶部设有固定板22。切割刀29通过切割气缸31带动实现上下伸缩,从而实现对玻璃纤维的有序切割,通过连接座33将切割刀29进行连接,并且在切割时,连接座33与分隔立板6接触,防止切割刀29进行切割时与走料腔7的过度冲击和摩擦。
50.所述的压料辊16设置于相邻两个分隔立板6之间,所述的切割刀29设置于开槽21内,第二送料辊9和控制进料辊10均设置于相邻想个分隔立板6之间,所述的第二送料辊9设置于控制进料辊10左侧。
51.所述的第二送料辊9、控制进料辊10、走料腔7、送料部件3和切割刀29均设有两个。
52.使用方法:
53.该装置在具体使用时,使长的玻璃纤维经辅助辊部分1送入送料部件3中,进而使切割部件4对长玻璃纤维进行切割。长玻璃纤维首先经过第一送料辊8的两个从动辊11,再经第二送料辊9和控制进料辊10到达送料部件3的压料辊16下方,压料辊16被电机17带动进行逆时针转动,由于压料辊16是有多个侧面的柱状体,因此在压料辊16转动时,其中心会有升高和降低,在压料辊16的中心升高时,电机17升高,电机17通过连接块24将连接杆23向上顶起,子杆25向上插入母杆26中,弹簧28对子杆25其支撑作用,使子杆25自动向下回弹,辅助压料辊16下落。压料辊16每转动一次,切割部件4的切割气缸31向下伸出,连接座33向下落到分隔立板6顶部,此时切割刀29向下将玻璃纤维切断,随即使其相邻的侧面20转动至与走料腔7进行接触,位于最底部的侧面20带动切下的短纤维向右,经下料坡34滑下,进入下一工序。
54.当切割部件4进行切割时,压料辊16静置,此时控制进料辊10的气缸14收缩,使进料电机13的位置降低。将控制进料辊10与走料腔7压紧,使长玻璃纤维在第二送料辊9和控制进料辊10之间暂停,同时进料电机13停转,当送料部件3再次进行转动时,气缸14将进料电机13升起,进料电机13带动控制进料辊10转动,继续进料。
55.实施例1:
56.一种玻璃纤维的智能化在线生产方法,包括以下步骤:
57.s1、按照二氧化硅:氧化硼:金属氧化物为7:1:1进行备料;
58.s2、原料处理:对选取的原材料进行除杂、粉碎;
59.s3、熔融:对熔窑进行加热使得二氧化硅温度上升,先进行预热,预热温度设定为800℃预热时间为0.5h,然后进行熔融,熔融温度在1200℃至1300℃范围;
60.s4、拉丝:使用拉丝机对熔融状态的玻璃液进行拉丝,拉丝机的速度设定为900
‑
1200m/min;
61.s5、表面化学处理:使用偶联剂对热处理过的纤维进行表面化学处理;
62.s6、切断:将步骤s5所得的玻璃纤维送入短纤维切割机中进行切割,既得。
63.实施例2:
64.一种玻璃纤维的智能化在线生产方法,包括以下步骤:
65.s1、按照二氧化硅:氧化硼:金属氧化物为7.5:1.5:1进行备料;
66.s2、原料处理:对选取的原材料进行除杂、粉碎;
67.s3、熔融:对熔窑进行加热使得二氧化硅温度上升,先进行预热,预热温度设定为825℃预热时间为0.75h,然后进行熔融,熔融温度在1280℃;
68.s4、拉丝:使用拉丝机对熔融状态的玻璃液进行拉丝,拉丝机的速度设定为900
‑
1200m/min;
69.s5、表面化学处理:使用偶联剂对热处理过的纤维进行表面化学处理;
70.s6、切断:将步骤s5所得的玻璃纤维送入短纤维切割机中进行切割,既得。
71.实施例3:
72.一种玻璃纤维的智能化在线生产方法,包括以下步骤:
73.s1、按照二氧化硅:氧化硼:金属氧化物为8:2:1进行备料;
74.s2、原料处理:对选取的原材料进行除杂、粉碎;
75.s3、熔融:对熔窑进行加热使得二氧化硅温度上升,先进行预热,预热温度设定为850℃预热时间为1h,然后进行熔融,熔融温度为1200℃;
76.s4、拉丝:使用拉丝机对熔融状态的玻璃液进行拉丝,拉丝机的速度设定为900
‑
1200m/min;
77.s5、表面化学处理:使用偶联剂对热处理过的纤维进行表面化学处理;
78.s6、切断:将步骤s5所得的玻璃纤维送入短纤维切割机中进行切割,既得。
79.综上,通过提高原料中二氧化硅的配比,并在生产过程中先将二氧化硅进行融化,促进二氧化硅与其他原料的反应和玻璃纤维的耐高温性能。
80.上述具体实施方式仅是本发明的具体个案,本发明的专利保护范围包括但不限于上述具体实施方式的产品形态和式样,任何符合本发明权利要求书的一种玻璃纤维的智能化在线生产方法且任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应落入本发明的专利保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

