1.本发明属于通信光纤光缆领域,更具体地,涉及一种骨架式光缆及其制备方法。
背景技术:
2.前常用的骨架式光缆具有结构紧凑、缆径小、光纤芯密度大、全干式结构等优点,且在施工过程中无需清除油膏、接续效率高,已被广泛应用于接入网、局间中续等通信线路中。国内的骨架式光缆主要采用干式阻水的光缆结构,即将光纤以带状或束状以矩阵形式放置与u形螺旋骨架槽或者sz螺旋骨架槽内,阻水带以绕包方式缠绕在骨架上,使骨架与阻水带形成一个封闭的腔体,或在阻水带外在纵包双面涂覆金属带,然后挤出涂覆一层聚乙烯护套层。
3.但在光缆的实际铺设和使用过程中,骨架式光缆为了难免受到外界应力的冲击或者环境温度变化引起的护套收缩,造成骨架凹槽的变形,从而导致骨架槽内光纤的“挤压”,骨架式光缆中的光纤会出现衰减超标,甚至光纤的断裂等问题。这样骨架槽一直采用模量较高的骨架料制成,这样就会使得骨架光缆的弯曲性能和柔韧性较差。
技术实现要素:
4.针对现有技术的以上缺陷或改进需求,本发明提供了一种骨架式光缆及其制备方法,其目的在于通过将具有支撑力的中心骨架和柔性的周围骨架绕包结合,保证支撑能力的同时提高弯曲性能以及柔韧性,由此解决现有的骨架式光缆弯曲性能和柔韧性较差的技术问题。
5.为实现上述目的,按照本发明的一个方面,提供了一种骨架式光缆,其包括中心骨架、以及周围骨架;所述周围骨架封闭式预包埋有光纤,按照预设的节距以绕包方式连续包覆于中心骨架上;所述周围骨架层绕包的节距值为:100~1000mm。
6.优选地,所述骨架式光缆,其所述中心骨架,为圆形支撑骨架,其弹性模量为1000~1500mpa,其外径根据结构要求为所述骨架式光缆外径的5~15%。
7.优选地,所述骨架式光缆,其所述中心骨架采用选自聚乙烯、聚烯烃弹性体、聚丙烯之一或组合,优选采用高密度聚乙烯。
8.优选地,所述骨架式光缆,其所述周围骨架为柔性缓冲骨架,常温下的弹性体储能模量数值为100~300mpa,损耗模量数值为200~400mpa;所述周围骨架厚度在3~20mm之间。
9.优选地,所述骨架式光缆,其所述周围骨架采用热塑性弹性体聚合物,选自聚醚型聚氨酯、聚酯型聚氨酯、聚醚醚酯、乙烯丙烯共聚物、丁二烯丙烯腈共聚物、线性丁二烯苯乙烯共聚物、星形丁二烯苯乙烯共聚物之一或组合。
10.优选地,所述骨架式光缆,其所述周围骨架形成多个沿周围骨架纵向并排排列的骨架槽,光纤包埋于所述骨架槽中。
11.优选地,所述骨架式光缆,其所述骨架槽中空,其中填充有阻水粉;所述骨架槽的横截面为矩形、圆形、v型或u型,优选采用u形骨架槽,其底部厚于上层,优选u形骨架槽的上
沿薄边厚度是底部厚边厚度的5~10%。
12.优选地,所述骨架式光缆,其包括中心加强件,所述中心加强件处于中心骨架中间。
13.优选地,所述骨架式光缆,其包括护套层包覆于周围骨架外侧,所述护套层下设有扁平撕裂绳,用于实现护套层的快速开播和光纤的快速拿取。
14.按照本发明的另一个方面,提供了所述骨架式光缆的制备方法,其包括以下步骤:在加强件外挤出涂覆形成中心骨架;与光纤同步挤出预制成型周围骨架,采用模具在周围骨架中形成纵向排列的中空骨架槽并光纤穿过模具,使得挤出预制成型时所述光纤处于骨架槽中,得到封闭式预包埋有光纤的周围骨架;将所述周围骨架按照预设的节距以绕包方式连续包覆于中心骨架上并在周围骨架外挤包护套层;所述周围骨架层绕包的节距值为:100~1000mm。
15.优选地,所述骨架式光缆的制备方法,其在所述中空骨架槽中填充阻水粉。
16.优选地,所述骨架式光缆的制备方法,其将扁平撕裂绳与所述周围骨架同步放出,使得所述扁平撕裂绳平铺于护套层下。
17.总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:本发明提供的骨架式光缆,将骨架层设置为支撑力良好的重心骨架和柔性的周围骨架,周围骨架采用预生产的方式,填充光纤束或带纤,柔性的周围骨架按照一定节距绕包在内层支持骨架上,提高光缆弯曲性能和柔韧性能。因为分层式骨架的设置,可以有效减小骨架光缆的弯曲半径,同时柔性骨架的吸能缓冲作用,使得光缆在遭受外力作用时,可以有效保护骨架槽中的光纤。本发明提供的骨架式光缆,由于周围骨架良好的密封性能,无需采用阻水带密封,减小了缆外径,进一步提高了弯曲性能,同时周围骨架柔性骨架,可吸收冲击力,避免骨架槽内的光纤受到挤压,相对于传统的依靠“刚性”骨架的支撑,在保护光纤的同时,所需要的体积更小,综合以上因素本发明提供的骨架缆,其外径可减小5%至15%,弯曲性能及柔韧性能更好。
18.优选方案,骨架凹槽中填充阻水粉进行阻水,取消包带层,可以实现光缆外径尺寸的减小,不但提高了弯曲性能,而且成本降低。
19.优选方案,设置的撕裂绳辅助下去掉光缆外护套厚,倒扣的柔性骨架层可以快速散开,方便取出光纤进行熔接,极大的提高了施工的便捷性,简化光缆的熔接接续工序,节省安装时间和铺设资源。
20.本发明提供的骨架式光缆的制备方法,无需为了形成绕包的光纤骨架槽而采用复杂的螺旋或sz型挤出成型工艺,全程采用直线基础工艺,成型简单、成品率高,无需复杂设备,生产效率高。
附图说明
21.图1是本发明周围骨架绕包示意图;图2是本发明实施例1提供的光缆结构示意图;图3是本发明实施例1提供的光缆周围骨架骨架槽结构示意图;
图4是本发明实施例1制备光缆用模具装配示意图;图5是本发明实施例2提供的光缆结构示意图;图6是本发明实施例2提供的光缆周围骨架骨架槽结构示意图;图7是本发明实施例2制备光缆用模具装配示意图。
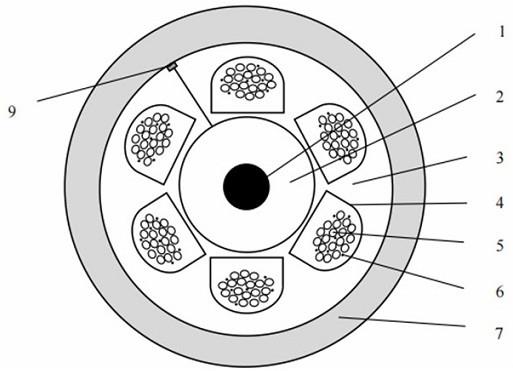
22.在所有附图中,相同的附图标记用来表示相同的元件或结构,其中:1为中心加强件,2为中心骨架,3为周围骨架,4为骨架槽,5为光纤束,6为阻水粉,7为护套层,8为光纤带,9为撕裂绳。
具体实施方式
23.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
24.本发明提供的骨架式光缆,包括中心骨架、周围骨架、中心加强件、护套层;所述周围骨架封闭式预包埋有光纤,按照预设的节距以绕包方式连续包覆于中心骨架上;所述周围骨架层绕包的节距值为:100~1000mm,过小的节距值会导致弯曲半径过小,光纤损耗明显增加,光衰减超过标准;节距值过大则导致光缆抗拉伸性能差,过光缆机械性能不佳,不满足使用要求;所述护套层包覆于周围骨架外侧;所述中心加强件处于中心骨架中间;所述中心骨架,为圆形支撑骨架,其弹性模量为1000~1500mpa,采用热塑性聚烯烃树脂作为中心骨架和中心加强件的粘合剂,中心骨架采用选自聚乙烯、聚烯烃弹性体、聚丙烯之一或组合,优选采用高密度聚乙烯;其外径根据结构要求为所述骨架式光缆外径的5~15%,以平衡支撑性能和柔韧性能。
25.所述周围骨架,为柔性缓冲骨架,常温(23
°
)下的弹性体储能模量(g')数值为100~300mpa,损耗模量(g'')数值为200~400mpa;采用热塑性弹性体聚合物,选自聚醚型聚氨酯、聚酯型聚氨酯、聚醚醚酯、乙烯丙烯共聚物、丁二烯丙烯腈共聚物、线性丁二烯苯乙烯共聚物、星形丁二烯苯乙烯共聚物之一或组合。所述周围骨架厚度在3~20mm之间,其尺寸范围根据光缆芯数不同,光缆芯数越多骨架层厚度越大。当受到外力作用时,相对于中心骨架,柔性的周围骨架层,具有更强的吸收能量的能力,可作为缓冲层对光纤起到更好的保护。故本发明中心骨架具有良好的支撑能力,而周围骨架提供更好的弹性保护,刚柔相济的设计,使得本发明相对于传统的骨架光缆具有更佳的弯曲性能、以及柔韧性能,在具有良好支撑能力的同时,为光纤提供更可靠的保护。
26.所述周围骨架形成多个沿周围骨架纵向并排排列的骨架槽,光纤包埋于所述骨架槽中;优选方案,所述骨架槽中空,其中填充有阻水粉;所述骨架槽的横截面为矩形、圆形、v型或u型,优选采用u形骨架槽,其底部厚于上层,优选u形骨架槽的上沿薄边厚度是底部厚边厚度的5~10%,可以提高光纤的数量上限;本发明单个u形骨架槽中放置光纤束的芯数为2~24芯,或光纤带中光纤芯数为2~12芯,松套管中的光纤带层数为1~4层。周围骨架绕缠在所述中心骨架上,u形骨架槽向内倒扣与内层支撑骨架上。
27.现有骨架式光缆骨架层为一层,骨架槽开口向外面向护套层方向,这样的设计会使得骨架槽外面,必须要设置包带层来实现光缆的阻水功能。包带外面需要设置保护骨架
槽的金属带,或是单独挤包较厚的护套层来增强骨架缆抵抗外力压迫的能力。这样光缆在施工时需要去掉护套层、金属带和包带层,花费时间较长,限制了光缆安装施工以及铺设效率的提高。本发明提的周围骨架,采用预埋的方式,形成密闭性的骨架槽,无需绕缠包带即可实现密封阻水,实现结构简化,无论是加工制造过程,还是使用过程,都简化了工艺提高了效率。
28.另外在中空的骨架槽内填充阻水粉,不仅实现侧面阻水,同时实现了端面阻水,相对于采用包带的密封阻水方案,防水效果更好,适用于潮湿环境。同时,阻水粉更容填充在骨架槽中,相对于采用阻水纱,整体缆外径更小。
29.所述护套层下,优选设有扁平撕裂绳,用于实现护套层的快速开播和光纤的快速拿取。
30.本发明提供的骨架式光缆的制备方法,包括以下步骤:在加强件外挤出或涂覆形成中心骨架;与光纤同步挤出预制成型周围骨架,优选方案采用模具在周围骨架中形成纵向排列的中空骨架槽并光纤穿过模具,使得挤出预制成型时所述光纤处于骨架槽中,得到封闭式预包埋有光纤的周围骨架;优选方案,在所述中空骨架槽填充阻水粉等固态阻水材料。
31.将所述周围骨架按照预设的节距以绕包方式连续包覆于中心骨架上并在周围骨架外挤包护套层,如图1所示,所述周围骨架层绕包的节距值为:100~1000mm;优选方案,将扁平撕裂绳与所述周围骨架同步放出,使得所述扁平撕裂绳平铺于护套层下。
32.在上述制备方法中,采用挤出成型工艺均为直线挤出成型,由于无需形成sz螺旋的骨架槽,因此不需要控制挤出头sz旋转,亦无需考虑挤出成型工艺形成开放式的骨架槽时,骨架槽变形的问题,故本发明提供的骨架式光缆,无论是其制备设备还是控制方法,相对于现有的骨架式光缆都大大简化,制造成本大幅降低。
33.以下为实施例:实施例1本实施例提供的骨架式光缆,结构如图2所示,包括中心骨架、周围骨架、中心加强件、护套层;所述周围骨架封闭式预包埋有光纤,按照预设的节距以绕包方式连续包覆于中心骨架上;所述周围骨架层绕包的节距值为:500
±
100mm;所述中心骨架,为圆形支撑骨架,其弹性模量为1200
±
50mpa,采用聚丙烯树脂粘结高密度聚乙烯;其外径为6
±
3mm,具有中心加强件,中心加强件为单根钢丝,钢丝直径2.0
±
0.2mm;所述周围骨架,为柔性缓冲骨架,常温(23
°
)下的弹性体储能模量(g')数值为220
±
10mpa,损耗模量(g'')数值为310
±
10mpa;采用聚酯型聚氨酯、聚醚醚酯或乙烯丙烯共聚,颜色为白色。所述周围骨架厚度为8
±
2mm。
34.所述周围骨架形成多个沿周围骨架纵向并排排列的骨架槽,光纤包埋于所述骨架槽中;所述骨架槽中空,其中填充有阻水粉,所述的阻水粉为吸水树脂;所述骨架槽的横截面为所述骨架槽的横截面为u型,u形骨架槽的上沿薄边厚度为0.5
±
0.2mm,底部厚边厚度5
±
1mm,u型槽宽2
±
0.3mm、高2.5
±
0.3mm,如图3所示,单个u形骨架槽中放置18根光纤束,如图2所示,每个骨架光缆放置6个u形骨架槽,光缆总芯数为108芯。周围骨架绕缠在所述中心骨架上,u形骨架槽向内倒扣与内层支撑骨架上。
35.护套层,采用高密度聚乙烯,厚度根据产品性能要求尺寸为1.2~2.2mm;所述护套层下设有扁平聚酯纱撕裂绳,用于实现护套层的快速开播和光纤的快速拿取。
36.周围骨架与护套层的剥离力,在拉伸测试设备上采用90
°
夹具测试,拉伸速率为:25mm/min,剥离力为:5~40n。
37.本实施例提供的骨架式光缆,按照如下方法制备:在加强件外挤出涂覆形成中心骨架;与光纤同步挤出预制成型周围骨架,采用模具在周围骨架中形成纵向排列的中空骨架槽并光纤穿过模具,使得挤出预制成型时所述光纤处于骨架槽中,得到封闭式预包埋有光纤的周围骨架;在所述中空骨架槽中填充阻水粉。所述模具如图4所示,具有u型槽,用于形成骨架槽,光纤束穿入槽中。
38.将所述周围骨架,按照预设的节距500
±
100mm以绕包方式连续包覆于中心骨架上并在周围骨架外挤包护套层,护套层内平行放置扁平撕裂绳。
39.成品光缆的弯曲性能得到大幅提升,其实际使用的弯曲半径可以达到最小25倍缆径。
40.实施例2本实施例提供的骨架式光缆,结构如图5所示,包括中心骨架、周围骨架、中心加强件、护套层;所述周围骨架封闭式预包埋有光纤,按照预设的节距以绕包方式连续包覆于中心骨架上;所述周围骨架层绕包的节距值为:500
±
100mm;所述中心骨架,为圆形支撑骨架,其弹性模量为1200
±
50mpa,采用聚丙烯树脂粘结高密度聚乙烯;其外径为6
±
3mm,具有中心加强件,中心加强件为单根钢丝,钢丝直径2.0
±
0.2mm;所述周围骨架,为柔性缓冲骨架,常温(23
°
)下的弹性体储能模量(g')数值为220
±
10mpa,损耗模量(g'')数值为310
±
10mpa;采用聚酯型聚氨酯、聚醚醚酯或乙烯丙烯共聚,颜色为白色;所述周围骨架厚度为6.5
±
2mm。
41.所述周围骨架形成6个沿周围骨架纵向并排排列的骨架槽,光纤包埋于所述骨架槽中;所述骨架槽中空,其中填充有阻水粉,所述的阻水粉为吸水树脂;所述骨架槽的横截面为所述骨架槽的横截面为u型,u形骨架槽的上沿薄边厚度0.5
±
0.2mm,底部厚边厚度5
±
1mm,u型槽宽3
±
0.3mm、高1.5
±
0.2mm,如图6所示;单个u形骨架槽中放置2层光纤带,每层光纤带为6芯光纤,该光缆芯数为72芯。周围骨架绕缠在所述中心骨架上,u形骨架槽向内倒扣与内层支撑骨架上。
42.护套层,采用高密度聚乙烯,厚度根据产品性能要求尺寸为1.2~2.2mm;所述护套层下设有扁平撕裂绳,用于实现护套层的快速开播和光纤的快速拿取。
43.周围骨架与护套层的剥离力,在拉伸测试设备上采用90
°
夹具测试,拉伸速率为:25mm/min,剥离力为:5~40n。
44.本实施例提供的骨架式光缆,按照如下方法制备:在加强件外挤出涂覆形成中心骨架;与光纤同步挤出预制成型周围骨架,采用模具在周围骨架中形成纵向排列的中空骨架槽并光纤穿过模具,使得挤出预制成型时所述光纤处于骨架槽中,得到封闭式预包埋有光纤的周围骨架;在所述中空骨架槽中填充阻水粉。所述模具如图7所示,具有u型槽,用
于形成骨架槽,光纤带穿入槽中。
45.将所述周围骨架,按照预设的节距500
±
100mm以绕包方式连续包覆于中心骨架上并在周围骨架外挤包护套层,护套层内平行放置扁平撕裂绳。成品光缆的弯曲性能得到大幅提升,其实际使用的弯曲半径可以达到最小25倍缆径。
46.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。