1.本技术涉及电机装配设备的技术领域,尤其是涉及一种减速电机太阳轮安装设备。
背景技术:
2.行星齿轮减速电机是一种常见的减速电机,行星齿轮减速电机具有结构紧凑、精度高以及寿命长的优点,因此行星齿轮减速电机被广泛应用在各大领域,例如:机器人领域、数控机床领域等。行星齿轮减速电机内零件较多,且行星齿轮减速电机的转配要求较高,因此在行星齿轮减速电机的转配过程中通常会借助专用设备辅助行星齿轮减速电机各零部件的安装。
3.行星齿轮减速电机中,太阳轮与电机转子连接;太阳轮一端设置有安装盘,安装盘为圆盘形,安装盘同轴焊接在太阳轮一端,安装盘与电机转子一端贴合;电机转子一端的端面上开设有多个螺纹孔,多个螺纹孔绕安装盘轴线均匀设置;安装盘上对应螺纹孔开设有多个贯穿的安装孔,安装孔内设置有螺钉,螺钉穿过安装孔与螺纹孔螺纹连接,旋紧螺钉可对安装盘进行固定,从而实现太阳轮与电机转子的固定连接。
4.相关技术中公开了一种行星齿轮减速电机太阳轮安装设备,用于辅助操作人员安装太阳轮。太阳轮安装设备包括工作台、限位块以及电动螺丝刀;限位块为圆柱形结构,限位块绕自身轴线转动安装在工作台上,限位块上远离工作台的一侧开设有与半成品电机相匹配的限位槽,半成品电机嵌入在限位槽中,限位槽可对半成品电机进行限位;电动螺丝刀位于转子的其中一个螺纹孔正上方,电动螺丝刀可沿垂直于地面的方向滑动;将太阳轮放置在半成品电机上方,滑动电动螺丝刀可使电动螺丝刀靠近限位台并将太阳轮上的螺钉拧紧。转动限位台可使电动螺丝刀逐个对太阳轮上的螺钉拧紧。
5.太阳轮安装过程中,太阳轮的安装需要人工将待安装半成品电机放置在限位槽中,而且物料框中半成品电机以及太阳轮的排放位置并不统一,因此在机械臂抓取太阳轮放置在半成品电机上后,需要操作人员调整太阳轮的位置;导致工作人员生产效率较低,而且工作人员长时间工作负担较重。
技术实现要素:
6.为了减轻操作人员负担,本技术提供一种减速电机太阳轮安装设备。
7.本技术提供的一种减速电机太阳轮安装设备采用如下的技术方案:
8.一种减速电机太阳轮安装设备,包括支撑台,所述支撑台上安装有电机抓取机构、电机夹持机构、机械臂以及螺钉锁紧机构,所述电机抓取机构用于抓取待安装半成品电机并放置在电机夹持机构上,所述电机夹持机构用于对待安装半成品电机进行夹持,所述机械臂用于抓取太阳轮并放置在待安装半成品电机上,所述螺钉锁紧机构用于抓取螺钉并将螺钉旋紧在待安装半成品电机上。
9.电机抓取机构抓取待安装的半成品放置在电机夹持机构上,电机夹持机构对半成
品电机进行夹持,减少安装太阳轮的过程中半成品电机发生移动的情况的发生,机械臂抓取太阳轮并将太阳轮放置在待安装半成品电机上,最后螺钉锁紧机构夹取螺钉并将螺钉旋紧在半成品电机上,实现太阳轮的自动化安装。
10.所述电机夹持机构包括限位组件以及安装座,安装座安装在支撑台上,所述限位组件安装在安装座上,限位组件包括限位板以及支撑柱,所述限位板位于安装座上方,所述支撑柱位置限位板与安装座之间,所述支撑柱两端分别与限位板和安装座连接,所述限位板远离地面的一侧开设有限位槽,待安装半成品电机可嵌入所述限位槽中。
11.将待安装的半成品电机嵌入在限位槽内,限位槽对半成品电机进行限位,减少半成品电机发生移动的情况,方便太阳轮的安装。
12.所述电机夹持机构还包括气动夹爪和夹持板,所述气动夹爪安装在安装座上,所述夹持板安装在气动夹爪上,所述夹持板位于限位板上方,所述夹持板安装在气动夹爪上,所述夹持板设置为两个,所述气动夹爪可带动两个夹持板相互靠近对待安装半成品电机进行夹持。
13.电机抓取机构夹取半成品电机放置在限位槽内后,气动夹爪带动两个夹持板相互靠近对待安装电机进行夹持,进一步提高待安装的半成品电机在安装太阳轮过程中的稳定性。
14.所述电机抓取机构包括第一移动组件以及手指气缸,所述第一移动组件安装在支撑台上,所述手指气缸安装在第一移动组件上,所述手指气缸用于夹取待安装半成品电机,所述第一移动组件用于带动手指气缸升降和平移。
15.第一移动组件带动手指气缸移动至物料框内,手指气缸夹取半成品电机,然后移动组件带动手指气缸至限位板上方,最后手指气缸将半成品电机放置在限位槽内,实现半成品电机的上料动作。
16.所述螺钉锁紧机构包括第二移动组件、安装支架、电动螺丝刀以及螺钉抓取件,所述第二移动组件安装在支撑台上,所述安装支架安装在第二移动组件上,所述第二移动组件用于带动安装支架升降和平移,所述电动螺丝刀以及螺钉夹取件均安装在安装支架上,所述螺钉抓取件用于抓取螺钉,所述电动螺丝刀用于旋紧螺钉。
17.第二移动组件带动安装支架移动至螺钉物料盒上方,螺钉抓取件对螺钉抓取后移动组件带动安装之架移动至待安装的半成品电机上方,此时启动电动螺丝刀对螺钉进行旋紧,从而将太阳轮安装在待安装的半成品电机上。
18.所述电机夹持机构还包括矫正组件,所述矫正组件包括摄像头、矫正座以及矫正电机,所述矫正座转动安装在安装座上,所述限位组件以及气动夹爪均通过矫正座安装在安装座上,所述矫正电机安装在安装座上用于驱动矫正座转动,所述摄像头安装在机械臂上,所述摄像头用于对待安装半成品电机以及太阳轮拍照并记录位置信息。
19.机械臂抓取太阳轮钱对太阳轮拍照记录太阳轮的位置信息,在机械臂将太阳轮放置在待安装电机上之前,摄像头对待安装的半成品电机拍照并记录位置信息;控制器将两个零部件的位置信息比对,然后通过转动矫正座对待安装的半成品电机的位置进行调节,减少机械臂将太阳轮放置在待安装的半成品电机上后两者的螺钉孔不对应的情况的发生。
20.所述安装座上设置有扶持组件,所述扶持组件包括升降气缸以及按压板,所述升降气缸安装在安装座上,所述按压板安装在升降气缸的伸缩杆上,所述升降气缸可带动按
压板升降,所述按压板下降时可压紧太阳轮。
21.安装太阳轮时升降气缸带动按压板下降,按压板压紧在太阳轮上,减少螺钉锁紧机构锁紧螺钉时太阳轮发生移动的情况。
22.所述扶持组件还包括平移气缸,所述平移气缸平行于地面设置在安装座上,所述升降气缸安装在平移气缸上,所述平移气缸可带动升降气缸移动。
23.不需要对太阳轮进行按压时,平移气缸可带动按压板移动至远离限位板的位置,减少按压板对半成品电机的上料动作以及太阳轮的上料动作带来的影响。
24.两个所述夹持板相互靠近的侧面上开设有容纳槽,所述夹持板夹持待安装半成品电机后容纳槽的侧壁与待安装半成品电机的侧壁贴合。
25.容纳槽的侧壁与待安装的半成品电机的侧壁贴合,增大了夹持板与待安装的半成品电机的接触面积,进一步提高了夹持板夹持待安装的半成品电机的稳定性。
附图说明
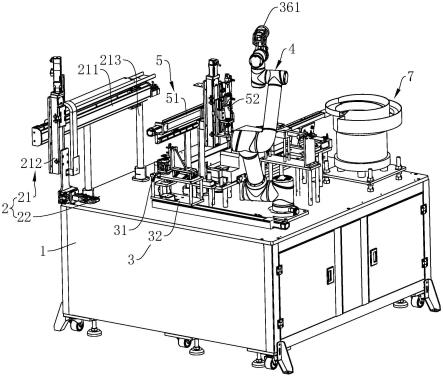
26.图1是本技术实施例的整体结构示意图。
27.图2是本技术实施例的电机夹持机构的结构示意图。
28.图3是本技术实施例的限位组件的结构示意图。
29.图4是本技术实施例的电机抓取机构的结构示意图。
30.图5是本技术实施例的螺钉锁紧机构的结构示意图。
31.图6是本技术实施例的螺钉夹取件的结构示意图。
32.附图标记:1、支撑台;2、电机抓取机构;21、第一移动组件;211、第一线性模组;212、第二线性模组;213、支撑架;22、手指气缸;3、电机夹持机构;31、限位组件;311、限位板;312、支撑柱;313、限位槽;32、安装座;321、第一连接板;322、第二连接板;323、连接杆;33、气动夹爪;34、夹持板;35、容纳槽;36、矫正组件;361、摄像头;362、矫正座;363、矫正电机;4、机械臂;5、螺钉锁紧机构;51、第二移动组件;52、螺钉抓取件;521、容气部;522、夹取部;53、电动螺丝刀;54、安装支架;55、阻挡塞;56、转动孔;6、扶持组件;61、按压板;62、固定座;63、平移气缸;64、升降气缸;65、避让孔;7、平移线性模组。
具体实施方式
33.以下结合附图1-6对本技术作进一步详细说明。
34.本技术实施例公开一种减速电机太阳轮安装设备。
35.参照图1,一种减速电机太阳轮安装设备包括支撑台1以及安装在支撑台1上的电机抓取机构2、电机夹持机构3、机械臂4、螺钉锁紧机构5以及振动盘7;电机夹持机构3位于机械臂4与电机抓取机构2之间,电机夹持机构3用于对待安装的半成品电机进行限位;电机抓取机构2用于将物料框中的半成品电机放置在电机夹持机构3上;太阳轮放置在振动盘7内,振动盘7的出料口可逐个输送出太阳轮,机械臂4用于夹取振动盘7出料口位置的太阳轮并放置在电机夹持机构3所夹持的半成品电机上;螺钉锁紧机构5位于机械臂4与电机抓取机构2之间,螺钉锁紧机构5用于将抓取螺钉并将螺钉拧紧在半成品电机的螺纹孔内,实现太阳轮与半成品电机的安装,安装完成后电机抓取机构1可夹取安装完成的半成品电机至下一步工序的位置。
36.参照图1和图2,电机夹持机构3包括限位组件31以及安装座32,安装座32安装在支撑台1上用于对限位组件31进行支撑,限位组件31用于对半成品电机进行限位,所述限位组件31包括限位板311以及支撑柱312,所述支撑柱312垂直于地面,支撑柱312用于对限位板311进行支撑,限位板311安装在支撑柱312远离地面的一端,限位板311远离地面的一侧开设有限位槽313;限位槽313与半成品电机匹配,半成品电机可嵌入在限位槽313内。
37.参照图2和图3,电机夹持机构3还包括气动夹爪33和夹持板34,气动夹爪33位于安装座32与限位板311之间,气动夹爪33安装在安装座32上;夹持板34位于限位板311上方夹持板34设置为两个,两个夹持板34位于限位槽313的两侧,并且两个夹持板34分别通过螺钉固定连接在气动夹爪33的两个移动爪上,启动气动夹爪33可带动夹持板34相互靠近或远离。夹持板34由弹性材料制成,本实施例中夹持板34由橡胶制成;以减少气动夹爪33在夹持半成品电机时对半成品电机表面造成伤害的情况的发生;两个夹持板34相互靠近的两侧面设置有容纳槽35;在夹持板34对半成品电机进行夹持时,容纳槽35的侧壁与半成品电机的侧壁贴合,提高夹持板34与半成品电机的接触面积,从而提高夹持板34夹持半成品电机时的稳定性。
38.参照图2,安装座32包括第一连接板321、第二连接板322以及连接杆323,第一连接板321与第二连接板322沿垂直与地面的方向平行间隔设置,且第一连接板321位于第二连接板322上方;连接杆323位于第一连接板321和第二连接板322之间,连接杆323的两端分别与第一连接板321与第二连接板322焊接。
39.参照图1和图2,电机夹持机构3还包括矫正组件36,矫正组件36用于矫正待安装的半成品电机的位置,以使太阳轮上的安装孔与半成品电机转子上的螺纹孔对应。矫正组件36包括摄像头361、矫正座362以及矫正电机363,矫正座362转动安装在第一连接板321上,矫正电机363位于第一连接板321和第二连接板322之间,矫正电机363的外壳焊接在第二连接板322上,矫正电机363的输出轴穿过第一连接板321并与矫正座362同轴焊接;气动夹爪33安装在矫正座362上,支撑柱312靠近安装座的一端固定连接在矫正座362上;夹持板34所夹持的半成品电机与矫正座362的转动轴线同轴;矫正电机363的输出轴转动可带动矫正座362转动,进而可带动半成品电机转动。摄像头361安装在机械臂4上,摄像头361用于对太阳轮的位置以及夹持板34所夹持的半成品电机的位置进行拍照并记录。
40.参照图1和图2,设备工作时,机械臂4夹取太阳轮前,摄像头361对太阳轮的位置进行拍照,然后将太阳轮的位置信息传递给控制器;然后机械臂4夹取太阳轮至电机夹持机构3所夹持的半成品电机上方;在将太阳轮放置在半成品电机上之前,摄像头361对半成品电机的位置进行拍照并将半成品电机的位置信息传递给控制器,控制器比对太阳轮与半成品电机的位置后,控制矫正电机363转动进而使矫正座362转动,从而实现对半成品电机的位置进行矫正。
41.参照图1和图2,螺钉锁紧机构5安装螺钉时,太阳轮与半成品电机之间容易发生相对移动,从而导致半成品电机转子上的螺纹孔与太阳轮上的安装孔错位。为了减少上述情况的发生,安装座32上设置有扶持组件6,扶持组件6用于在螺钉锁紧机构5锁紧螺钉时对太阳轮进行限位。扶持组件6包括按压板61、固定座62、平移气缸63以及升降气缸64,平移气缸63位于气动夹爪33靠近机械臂4的一侧,平移气缸63安装在第一连接板321上,固定座62安装在平移气缸63的伸缩杆上,升降气缸64安装在固定座62上,按压板61位于限位板311上的
太阳轮的上方,按压板61平行于第一连接板321焊接在升降气缸64的伸缩杆上。启动平移气缸63,可带动固定座62靠近或远离限位板311上的半成品电机,从而使按压板61从半成品电机一侧移动到半成品电机正上方;启动升降气缸64可使按压板61沿竖直方向靠近太阳轮,对太阳轮压紧。按压板61上开设有贯穿的避让孔65,避让孔65用于为螺钉锁紧机构5锁紧螺钉让位,以方便螺钉锁紧机构5将太阳轮安装在半成品电机上。
42.参照图1和图4,电机抓取机构2包括第一移动组件21以及手指气缸22,手指气缸22用于夹持半成品电机;手指气缸22安装在第一移动组件21上,第一移动组件21用于带动手指气缸22平移和升降,以使手指气缸22对物料框中的半成品电机进行夹持并放置在限位板311上。
43.参照图1和图4,第一移动组件21包括第一线性模组211、第二线性模组212、支撑架213;支撑架213垂直与地面焊接在支撑台1上,第一线性模组211平行于地面固定连接在支撑架213远离地面的一端,第二线性模组212安装在第一线性模组211上,第一线性模组211可带动第二线性模组212沿第一线性模组211的长度方向进行滑动;第二线性模组212垂直于地面设置,手指气缸22安装在第二线性模组212上,第二线性模组212用于带动手指气缸22升降。第一移动组件21与手指气缸22配合实现将物料框中的半成品电机放置在限位板311上的动作。
44.参照图1和图5,螺钉锁紧机构5包括第二移动组件51、螺钉抓取件52、安装支架54和电动螺丝刀53,第二移动组件51安装在支撑台1上,电动螺丝刀53和螺钉抓取件52均安装在安装支架54上,移动组件用于带动安装支架54平移和升降;螺钉抓取件52用于抓取螺钉,电动螺丝刀53用于旋紧螺钉。第二移动组件51带动电动螺丝刀53以及螺钉抓取件52移动至螺钉的物料盒上方,然后螺钉抓取件52抓取螺钉,抓取螺钉后,第二移动组件51带动电动螺丝刀53以及螺钉抓取件52至限位板311上的半成品电机上方,电动螺丝刀53启动将螺钉旋紧在半成品电机上,实现螺钉锁紧的动作。
45.参照图5和图6,第二移动组件51与第一移动组件21原理相同,在此不在赘述。螺钉抓取件52包括容气部521以及夹取部522,容气部521为一侧开口的筒状结构,容气部521开口朝向安装支架54焊接在安装支架54上;夹取部522为圆形筒状结构,夹取部522焊接在容气部521远离安装支架54的一侧,夹取部522内部与容气部521内部连通;电动螺丝刀53的刀杆依次穿过容气部521和夹取部522并从夹取部522远离容气部521的一侧穿出,容气部521上开设有排气口,排气口与抽风机连接以使容气部521内部形成负压,当夹取部522靠近螺钉时夹取部522靠近螺钉的一端可将螺钉吸附。
46.参照图5和图6,为了提高螺钉抓取件52抓取螺钉的稳定性,容气部521的开口处设置有阻挡塞55,阻挡塞55嵌入容气部521内,阻挡塞55的侧壁与容气部521贴合;阻挡塞55上对应电动螺丝刀53刀杆的位置开设有转动孔56,电动螺丝刀53的刀杆转动连接在转动孔56内,电动螺丝刀53的刀杆侧壁与转动孔56贴合,以减少气体从容气部521的开口处进入容气部521内部,从而提高夹取部522远离容气部的一端的吸附力。
47.参照图1,为了使螺钉锁紧机构5可对半成品电机上的多个螺钉进行旋紧,安装座32与支撑台1之间设置有平移线性模组7,平移线性模组7安装在支撑台1上,安装座32安装在平移线性模组7上,平移线性模组7可带动安装座32滑动,安装座32的滑动方向垂直与第二移动组件51的第一线性模组211以及第二线性模组212的长度方向。平移线性模组7与第
二移动组件51的配合,实现螺钉锁紧机构5对半成品电机上不同位置的螺丝钉旋紧。
48.本技术实施例一种减速电机太阳轮安装设备的实施原理为:电机抓取机构2的第一线性模组211与第二线性模组212配合使手指气缸22抓取物料框中的半成品电机,然后将半成品电机放置在限位槽313内;气动夹爪33带动两个夹持板34相互靠近对半成品进行夹持。与此同时,机械臂4移动至振动盘7的出料口处,摄像头361对太阳轮拍照记录位置信息;拍摄完成后机械臂4抓取太阳轮至待安装半成品电机上方,摄像头361对待安装半成品电机进行拍照,拍摄完成后矫正电机363带动待安装半成品电机转动,待安装半成品电机位置矫正完成后机械臂4将太阳轮放置在待安装半成品电机上,太阳轮放置在待安装半成品电机上后扶持组件6的按压板61压紧在太阳轮上方对太阳轮进行固定。最后第二移动组件51带动安装支架54移动至螺钉存放处,螺钉抓取件52抓取螺钉后;第二移动组件51带动电动螺丝刀53移动至半成品电机的螺纹孔正上方,电动螺丝刀53的刀杆转动对螺钉进行锁紧,实现减速电机的太阳轮的自动化安装,减轻操作人员的工作负担,提高生产效率。
49.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。