1.本发明涉及弹簧加工技术领域,特别是一种提高弹簧钢显微组织均匀性的生产工艺。
背景技术:
2.弹簧钢一般是由中碳钢或中碳合金钢,为了获得良好的疲劳寿命,最终热处理一般采用淬火后高温回火或者等温淬火的工艺,获得均匀的索氏体组织。而为了获得均匀的索氏体组织,淬火前的组织需为均匀的球状珠光体组织,所以母材钢需进行球化退火处理。
3.钢材的球化退火一般是加热到ac1点以上20-30℃保温(对于xc65钢来说为730-750℃),奥氏体化较为充分,残留碳化物较少,在随后的冷却过程中,对于xc65之类的亚共析钢来说,冷却转变的领先相为铁素体,然后在铁素体内部析出碳化物颗粒,碳化物容易重新长大为粗片状,这种球化退火方式的碳化物颗粒较大,球化率略高于70%,使最终热处理的组织均匀性不佳,进而影响到成品弹簧的使用寿命。随着车辆、机械设备对弹簧寿命越来越高的要求,有必要研发钢的生产工艺以提高弹簧的疲劳寿命。
技术实现要素:
4.本发明需要解决的技术问题是提供一种提高弹簧钢显微组织均匀性的生产工艺,这种生产工艺能够解决弹簧钢现状球化退火显微组织的均匀性不够理想的问题。
5.为解决上述技术问题,本发明所采取的技术方案是:一种提高弹簧钢显微组织均匀性的生产工艺,具体步骤如下:步骤一,酸洗,将钢原料浸入盐酸溶液中处理,然后高压水冲洗掉附着在材料表面的酸液;用naoh溶液中和后在100-150℃的条件下烘干,用于去掉表面氧化皮;步骤二,亚温球化退火,将步骤一中的原料放入退火炉中高温加热并保温,然后控制冷却出炉;步骤三,表面涂层,将钢丝浸入盐酸溶液中处理;高压水冲洗掉表面残留的酸液;在磷化液中浸泡后用naoh溶液中和,用皂化液浸泡1-3min;最后在100-150℃的条件下烘干,为了在钢丝表面形成一层磷化膜,以利于后续大减面率拉拔;步骤四,在连拉机上拉拔,为了破碎低温球化退火工序形成的细片状珠光体组织,降低钢丝表面缺陷深度;步骤五,再结晶退火,然后随炉缓慢冷却至300℃以下出炉,得到均匀细致的球状珠光体组织。
6.作为本发明进一步的方案,所述步骤一中钢原料为均匀的索氏体组织,晶粒度大于8级,全脱碳层小于0.05mm,硬度小于45hrc。
7.作为本发明进一步的方案,所述步骤一中盐酸溶液的浓度为120-200g/l,温度为40-50℃,处理时间为30-60min;用0.5-2%的naoh溶液中和30-60s。
8.作为本发明进一步的方案,所述步骤二所述退火炉为罩式退火炉,罩式退火炉中
充入纯氮气并加热至690-710℃,保温4-6h;所述出炉温度低于500℃。
9.作为本发明进一步的方案,所述步骤三中盐酸溶液的浓度为120-200g/l,温度为40-50℃,处理时间为15-30min;在75-85℃的磷化液中浸泡15-30min;用0.5-2%的naoh溶液中和30-60s;在75-85℃的皂化液浸泡1-3min。
10.作为本发明进一步的方案,所述步骤四中拉拔润滑剂为干式拉丝粉,拉拔速度为2-3m/s,钢丝总减面率50-70%。
11.作为本发明进一步的方案,所述步骤五中退火炉为井式退火炉,所述井式退火炉加热至600-650℃,保温5-6h。
12.作为本发明进一步的方案,所述步骤五中球状珠光体组织的颗粒粒径为1-2微米,球化率100%,抗拉强度为650-750mpa,硬度为180-240hv。
13.由于本发明采用如上技术方案,本发明具有的优点和积极效果是:1、本生产工艺生产出来的产品可以达到如下指标:1.1 抗拉强度:650-750mpa;1.2 硬度:180-240hv;1.3 显微组织:球状碳化物颗粒1-2微米,球化率100%。
14.2、本工艺与常规工艺比获得显微组织更加细致和均匀,使最终产品的组织也更均匀,有利于提高弹簧的使用寿命。
15.3、由于使用了较低的球化退火温度,本工艺比常规工艺大约节省10%的能耗。
附图说明
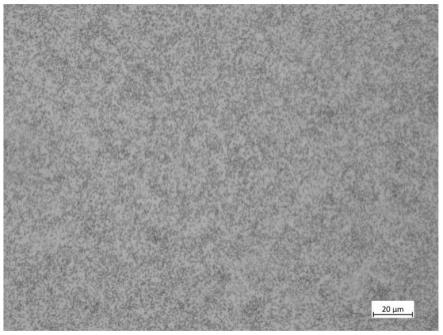
16.图1是本发明的显微组织示意图。
17.图2是对比例的显微组织示意图。
具体实施方式
18.下面结合附图和具体实施方式对本发明作进一步详细的说明。
19.本发明专利涉及的金属材料牌号为xc65、65或者等效牌号的钢材,其主要化学成分范围:c:0.60-0.70%,si:0.10-0.40%,mn:0.50-0.80%,p:≤0.035%,s:≤0.035%,cr: ≤0.30%,ni:≤0.30%,cu:≤0.40%。
20.实施例1
ø
3.40mm xc65弹簧钢的制备方法:1.1、热轧原料:直径5.5mm,由钢厂提供,要求为均匀的索氏体组织,晶粒度8级或以上,全脱碳层小于0.05mm,硬度45hrc以下。化学成分:c:0.69%,si:0.22%,mn:0.66%,p:0.016%,s:0.005%,cr:0.19%,ni:0.04%,cu:0.03%.1.2、酸洗:在全自动酸洗线上进行。将热轧原料浸入40-50℃、浓度120-200g/l的盐酸溶液中处理30-60min,除去表面的氧化物质;然后高压水冲洗掉附着在材料表面的酸液;用0.5-2%的naoh溶液中和30-60s;最后在100-150℃的条件下烘干。
21.1.3、亚温球化退火:使用罩式退火炉,充入纯氮气进行保护,加热至700℃,保温5h,然后控制冷却至500℃以下快冷至100℃以下出炉。
22.1.4、表面涂层:在全自动酸洗线上进行。将钢丝浸入40-50℃、浓度120-200g/l的
盐酸溶液中处理15-30min;高压水冲洗掉表面残留的酸液;在75-85℃的磷化液中浸泡15-30min;用0.5-2%的naoh溶液中和30-60s;在75-85℃的皂化液浸泡1-3min;最后在100-150℃的条件下烘干。
23.1.5、拉拔:在连拉机上拉拔,拉拔后尺寸为φ3.4
±
0.02mm,总减面率61.8%,拉拔润滑剂为干式拉丝粉,拉拔速度为2.3m/s。
24.1.6、再结晶退火,使用井式退火炉,加热至650℃,保温6h,然后随炉缓慢冷却至300℃以下出炉。
25.1.7、如图1所示,产品实测显微组织球化率100%,碳化物颗粒1.0-2.0μm,抗拉强度650-700mpa,硬度200-240hv。
26.实施例2
ø
4.00mm xc65弹簧钢的制备方法:1.1、热轧原料:直径6.0mm,由钢厂提供,要求为均匀的索氏体组织,晶粒度8级或以上,全脱碳层小于0.05mm,硬度45hrc以下。化学成分:c:0.69%,si:0.22%,mn:0.66%,p:0.016%,s:0.005%,cr:0.19%,ni:0.04%,cu:0.03%.1.2、酸洗:在全自动酸洗线上进行。将热轧原料浸入40-50℃、浓度120-200g/l的盐酸溶液中处理30-60min,除去表面的氧化物质;然后高压水冲洗掉附着在材料表面的酸液;用0.5-2%的naoh溶液中和30-60s;最后在100-150℃的条件下烘干。
27.1.3、亚温球化退火:使用罩式退火炉,充入纯氮气进行保护,加热至700℃,保温5h,然后控制冷却至500℃以下快冷至100℃以下出炉。
28.1.4、表面涂层:在全自动酸洗线上进行。将钢丝浸入40-50℃、浓度120-200g/l的盐酸溶液中处理15-30min;高压水冲洗掉表面残留的酸液;在75-85℃的磷化液中浸泡15-30min;用0.5-2%的naoh溶液中和30-60s;在75-85℃的皂化液浸泡1-3min;最后在100-150℃的条件下烘干。
29.1.5、拉拔:在连拉机上拉拔,拉拔后尺寸为φ4.0
±
0.02mm,总减面率55.6%,拉拔润滑剂为干式拉丝粉,拉拔速度为2.3m/s。
30.1.6、再结晶退火,使用井式退火炉,加热至650℃,保温6h,然后随炉缓慢冷却至300℃以下出炉。
31.1.7、如图1所示,产品实测显微组织球化率100%,碳化物颗粒1.0-2.0μm,抗拉强度650-700mpa,硬度200-240hv。
32.本发明在制备的成品尺寸过小时,需要经过多次表面涂层、拉拔和再结晶退火工序。
33.实施例3
ø
2.00mm xc65弹簧钢的制备方法:1.1、热轧原料:直径5.5mm,由钢厂提供,要求为均匀的索氏体组织,晶粒度8级或以上,全脱碳层小于0.05mm,硬度45hrc以下。化学成分:c:0.69%,si:0.22%,mn:0.66%,p:0.016%,s:0.005%,cr:0.19%,ni:0.04%,cu:0.03%.1.2、酸洗:在全自动酸洗线上进行。将热轧原料浸入40-50℃、浓度120-200g/l的盐酸溶液中处理30-60min,除去表面的氧化物质;然后高压水冲洗掉附着在材料表面的酸液;用0.5-2%的naoh溶液中和30-60s;最后在100-150℃的条件下烘干。
34.1.3、亚温球化退火:使用罩式退火炉,充入纯氮气进行保护,加热至700℃,保温5h,然后控制冷却至500℃以下快冷至100℃以下出炉。
35.1.4、表面涂层:在全自动酸洗线上进行。将钢丝浸入40-50℃、浓度120-200g/l的盐酸溶液中处理15-30min;高压水冲洗掉表面残留的酸液;在75-85℃的磷化液中浸泡15-30min;用0.5-2%的naoh溶液中和30-60s;在75-85℃的皂化液浸泡1-3min;最后在100-150℃的条件下烘干。
36.1.5、拉拔:在连拉机上拉拔,拉拔后尺寸为φ3.2
±
0.05mm,总减面率66.1%,拉拔润滑剂为干式拉丝粉,拉拔速度为2.3m/s。
37.1.6、再结晶退火,使用井式退火炉,加热至650℃,保温6h,然后随炉缓慢冷却至300℃以下出炉。
38.1.7、表面涂层:在全自动酸洗线上进行。将钢丝浸入40-50℃、浓度120-200g/l的盐酸溶液中处理15-30min;高压水冲洗掉表面残留的酸液;在75-85℃的磷化液中浸泡15-30min;用0.5-2%的naoh溶液中和30-60s;在75-85℃的皂化液浸泡1-3min;最后在100-150℃的条件下烘干。
39.1.8、拉拔:在连拉机上拉拔,拉拔后尺寸为φ2.0
±
0.02mm,总减面率60.9%,拉拔润滑剂为干式拉丝粉,拉拔速度为2.3m/s。
40.1.9、再结晶退火,使用井式退火炉,加热至650℃,保温6h,然后随炉缓慢冷却至300℃以下出炉。
41.1.10、如图1所示,产品实测显微组织球化率100%,碳化物颗粒1.0-2.0μm,抗拉强度650-700mpa,硬度200-240hv。
42.对比例
ø
3.4mm xc65弹簧钢的制备1.1、热轧原料:直径5.5mm,化学成分不详,牌号同为xc65。
43.1.2、酸洗:常规工艺,参数不详。
44.1.3、球化退火:加热至740℃,保温3h,降温至680℃,保温4h,然后随炉冷却至500℃以下出炉空冷。
45.1.4、表面涂层:常规酸洗磷皂化工艺,参数不详。
46.1.5、如图2所示,产品实测显微组织球化率约70%,碳化物颗粒1.0-3.0μm。
47.由图1与图2可知,本工艺与常规工艺比获得显微组织更加细致和均匀,使最终产品的组织也更均匀,有利于提高弹簧的使用寿命。
48.虽然以上描述了本发明的具体实施方式,但是本领域熟练技术人员应当理解,这些仅是举例说明,可以对本实施方式作出多种变更或修改,而不背离本发明的原理和实质,本发明的保护范围仅由所附权利要求书限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。