1.本实用新型涉及胶圈上料技术领域,特别是涉及一种胶圈冷却上料装置。
背景技术:
2.胶圈是一种常用的橡胶配件,被广泛应用于现代机械的纺织机上,现有技术中,当胶圈生产完成后,通常需要对胶圈的外表面进行打磨,以满足后续的使用要求。
3.目前,通常使用数控磨床对胶圈进行磨砺;在整个磨砺过程中,需要将待磨砺胶圈安装到数控磨床上进行磨砺,当胶圈磨砺完成后,需要人工将磨砺完成的胶圈从数控磨床上搬下,然后将磨砺完成的胶圈从芯棒上取下,再将芯棒放入冷水池中进行冷却。
4.现有技术中无法实现对芯棒的自动冷却,而且芯棒通常采用铁制成,芯棒单支重量能达到7
‑
8千克,人工搬运,费时费力,劳动量较大。
5.因此,亟待提供一种新的胶圈冷却上料装置,以解决现有技术中所存在的上述问题。
技术实现要素:
6.本实用新型的目的是提供一种胶圈冷却上料装置,以解决上述现有技术存在的问题,实现对胶圈芯棒的自动冷却,省时省力,而且提高冷却效率。
7.为实现上述目的,本实用新型提供了如下方案:
8.本实用新型提供一种胶圈冷却上料装置,包括底座,所述底座上至少设置有一个工位,每个所述工位上均设置一个承载支架,所述承载支架用于安装芯棒;所述承载支架上设置有若干个安装孔,所述芯棒竖直安装于所述安装孔内;每个所述工位上还均设置有一冷却机构,用于对所述芯棒进行冷却,所述冷却机构连接有控制机构。
9.优选的,所述工位设置有两个,包括第一工位和第二工位,所述第一工位和所述第二工位对称设置于所述底座上。
10.优选的,所述第一工位和所述第二工位的所述承载支架上均并排设置有三个所述安装孔。
11.优选的,所述冷却机构包括冷却水环,所述冷却水环上设置有若干个通孔,所述芯棒穿过所述通孔,所述通孔的内壁上开设有出水口;所述冷却水环内设置有冷却水通道,所述冷却水通道的一端连接有进水管,用于通入冷却水,所述进水管上设置有电磁控制阀;所述冷却水通道的另一端与所述出水口连通。
12.优选的,每个所述通孔的内壁上均开设有多个出水口,多个所述出水口沿所述通孔的内壁成环形均布。
13.优选的,每个所述工位上均设置有一个水槽,所述水槽位于所述冷却机构的下方。
14.优选的,所述冷却水环还连接有驱动机构,所述驱动机构安装于所述底座上,所述驱动机构用于带动所述冷却水环沿所述芯棒竖直上下运动。
15.优选的,所述驱动机构包括减速电机和同步带组件,所述减速电机安装于所述底
座上,所述同步带组件的底部与所述减速电机的输出轴连接,所述冷却水环安装于所述同步带组件上。
16.优选的,所述同步带组件包括同步带支架,所述同步带支架竖直设置在所述底座上,所述同步带支架的底端和顶端分别设置有主动带轮和从动带轮,所述主动带轮与所述减速电机的输出轴连接;所述主动带轮和所述从动带轮之间缠绕有同步带,所述冷却水环通过连接架与所述同步带连接。
17.优选的,所述控制机构采用电控柜,所述电控柜内设置有plc系统,所述电控柜上还设置有操作界面,所述操作界面与所述plc系统进行连接。
18.本实用新型相对于现有技术取得了以下有益技术效果:
19.本实用新型提供的胶圈冷却上料装置设置有冷却机构,能够实现对胶圈芯棒的自动化冷却,省时省力,提高冷却效率;而且,每个工位上可以设置多个安装孔,用于安装多个芯棒,从而通过一个冷却机构可以同时对多个芯棒进行冷却,进一步地提高工作效率。
附图说明
20.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1为本实用新型中胶圈冷却上料装置的结构示意图;
22.图2为本实用新型冷却水环的驱动示意图;
23.图3为本实用新型中胶圈磨砺系统的结构示意图;
24.图4为本实用新型中胶圈磨砺系统的俯视图;
25.图5为本实用新型夹取机构的结构示意图;
26.图6为本实用新型夹爪机构的结构示意图;
27.图中:100
‑
胶圈磨砺机构、1
‑
控制机构、2
‑
夹取机构、21
‑
六轴机器人、22
‑
夹爪机构、221
‑
夹爪支架、222
‑
上夹爪、223
‑
下夹爪、3
‑
胶圈冷却上料装置、31
‑
第一工位、32
‑
第二工位、33
‑
底座、34
‑
冷却水环、35
‑
减速电机、36
‑
同步带组件、37
‑
水槽、38
‑
通孔、4
‑
磨砺机构、5
‑
除尘管道、6
‑
围栏、7
‑
地坪、8
‑
固定架、9
‑
芯棒。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
29.本实用新型的目的是提供一种胶圈冷却上料装置,以解决现有技术存在的问题,能够实现对胶圈芯棒的自动冷却,省时省力,而且提高冷却效率。
30.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
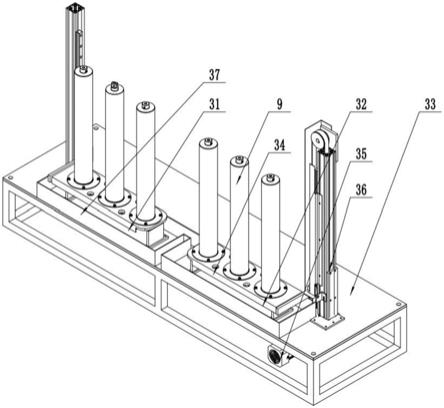
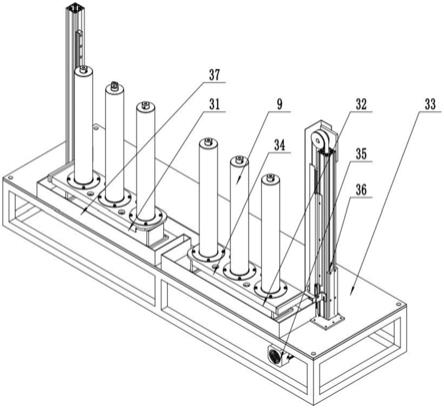
31.如图1
‑
2所示,本实施例提供一种胶圈冷却上料装置3,包括底座33,底座33上设置
有若干个工位,每个工位上均设置有一个承载支架,承载支架上设置有若干个安装孔,芯棒9的底部竖直安装于安装孔内,每个工位上还均设置有一冷却机构,用于对芯棒9进行冷却。
32.具体地,工位设置有两个,包括第一工位31和第二工位32,第一工位31和第二工位32对称设置于底座33上;第一工位31和第二工位32上均并排设置有三个安装孔;其中,工位的数量以及每个工位上安装孔的数量可以根据工作需要进行具体调整。
33.在本实施例中,冷却机构包括冷却水环34,冷却水环34上设置有若干个通孔38,芯棒9穿过通孔38,通孔38的内壁上开设有出水口;冷却水环34内设置有冷却水通道,冷却水通道的一端连接有进水管,用于通入冷却水,进水管上设置有电磁控制阀;冷却水通道的另一端与出水口连通;当需要对芯棒9进行冷却时,打开电磁控制阀,冷却水经过进水管、冷却水环34内冷却水通道,然后由出水口喷出,对芯棒9进行冷却。具体地,每个通孔38的内壁上均开设有多个出水口,多个出水口沿通孔38的内壁成环形均布。
34.在本实施例中,在每个工位上还均设置有一个水槽37,用于收集冲洗完芯棒9后的温度较高的水,第一工位31和第二工位32上的水槽37可以进行连通,水槽37上还设置有排水口,用于排水。
35.在本实施例中,冷却水环34还连接有驱动机构,驱动机构安装于底座33上,驱动机构用于带动冷却水环34沿芯棒9竖直上下运动;其中,驱动机构包括减速电机35和同步带组件36,减速电机35安装于底座33上,同步带组件36的底部与减速电机35的输出轴连接,冷却水环34安装于同步带组件36上。
36.在本实施例中,同步带组件36包括竖直设置的同步带支架,同步带支架的底端和顶端分别设置有主动带轮和从动带轮,主动带轮与减速电机35的输出轴连接;主动带轮和从动带轮之间缠绕有同步带,冷却水环34通过连接架与同步带连接;本实施例通过减速电机35带动主动带轮转动,从而带动同步带运行,进一步地带动冷却水环34上下运动,实现对芯棒9不同位置的喷水冲洗冷却,提高冷却效果。在本实施例中,在同步带支架上还可以设置有竖直的导轨,连接架沿导轨上下滑动。
37.其中,同步带组件36的具体结构亦可以根据工作需要进行调整,或者从市场中选择现有的同步带组件36。
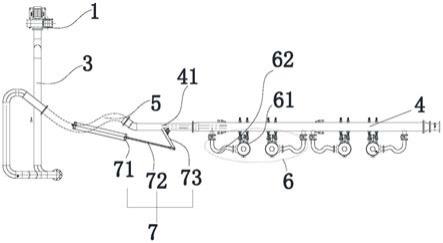
38.本实施例中的胶圈冷却上料装置3应用于胶圈磨砺系统100,如图3
‑
6所示,胶圈磨砺系统100除了上述胶圈冷却上料装置3,还包括控制机构1、磨砺机构4和夹取机构2,磨砺机构4、胶圈冷却上料装置3以及夹取机构2均与控制机构1连接,通过控制机构1对磨砺机构4、胶圈冷却上料装置3以及夹取机构2进行控制,实现自动化运行,胶圈磨砺系统100还连接有电源,用于进行供电;在本实施例中,胶圈冷却上料装置3用于安装芯棒9,芯棒9上套设有胶圈,芯棒9单支重量7.88kg,长度662mm;夹取机构2用于将胶圈冷却上料装置3上套装有待磨砺胶圈的芯棒9夹取到磨砺机构4上进行磨砺,夹取机构2还用于将套装有磨砺完成胶圈的芯棒9从磨砺机构4上夹取到胶圈冷却上料装置3上。
39.在本实施例中,磨砺机构4采用数控磨床,数控磨床的类型可以从现有技术中进行选择,只要能够满足磨砺工作需要即可,本实施例中数控磨床身长2600mm,移动行程625mm,单个数控磨床中单支胶圈加工时间47秒;其中,数控磨床设置有若干个,若干个数控磨床围绕夹取机构2设置。具体地,本实施例中数控磨床设置有三个,三个数控磨床分别设置于夹取机构2的三侧,夹取机构2未设置数控磨床的一侧设置有上料机构,本实施例中设置三个
数控磨床,平均16秒出一支胶圈,提高工作效率;亦可以根据工作需要对数控磨床的数量进行调整,如设置两个、四个、五个或六个数控磨床等。
40.在本实施例中,如图5和6所示,夹取机构2包括夹爪机构22和六轴机器人21,六轴机器人21通过固定架8安装于地坪7上,夹爪机构22安装于六轴机器人21上,用于对芯棒9进行夹取;其中,六轴机器人21为现有装置,根据工作需要进行选择;夹爪机构22包括夹爪支架221,夹爪支架221采用不锈钢方管焊接而成,夹爪支架221安装于六轴机器人21上,夹爪支架221上并排设置若干组夹爪,每组夹爪均包括上夹爪222和下夹爪223,上夹爪222和下夹爪223分别用于对芯棒9的上部和下部进行夹取,上夹爪222和下夹爪223均可以采用气动夹爪。
41.在本实施例中,整个胶圈磨砺系统100设置于地坪7上,胶圈磨砺系统100的四周设置有围栏6进行围挡,围栏6的一侧设置有开口,而且围栏6内还设置有除尘管道5。
42.本实施例中,控制机构1包括电控柜,电控柜内设置有plc系统进行控制,电控柜上还设置有控制界面,用于进行人机交互;其中,磨砺机构4、胶圈冷却上料装置3和夹取机构2可以通过一个电控柜进行控制,亦可以设置多个电控柜分别进行控制;本实施例中,胶圈冷却上料装置3和夹取机构2各通过一个电控柜进行控制,磨砺机构4通过自带的控制单元进行控制。
43.在本实施例中,整个胶圈磨砺系统100的工作空间长6米,宽6米,高1.8米;环境温度要求:5℃~40℃,地坪7承载能力3t/m2,厂房相对湿度≤80%;电源:380/220vac
±
10%,50hz,三相五线制,接地电阻为4ω;空气压力:0.55
‑‑‑
0.7mpa。而且,本实施例胶圈磨砺系统100的设计空间以及控制机构1预留20%,以备后期与自动化生产线联机。
44.本实施例中胶圈磨砺系统100的工作过程如下:
45.1、操作人员将数控磨床调整到自动循环模式;
46.2、操作人员按下控制机构1的启动按钮,启动整个胶圈磨砺系统100;
47.3、操作人员按下胶圈冷却上料装置3的第一工位31的冷却按钮,冷却机构对芯棒9喷水冷却;
48.4、冷却完成后,操作人员将待磨砺胶圈套在第一工位31的芯棒9上;
49.5、套好胶圈好,按下工作完成按钮,六轴机器人21通过夹爪机构22自动抓取第一工位31的芯棒9;
50.6六轴机器人21通过夹爪机构22抓取第一工位31的芯棒9,依次完成各数控磨床上芯棒9的取放;
51.7、同时,操作人员按下胶圈冷却上料装置3的第二工位32的冷却按钮,冷却机构对芯棒9喷水冷却;
52.8、冷却完成后,操作人员将待磨砺胶圈套在第二工位32的芯棒9上;
53.9、套好胶圈,按下工作完成按钮,等待六轴机器人21自动抓取;
54.10、六轴机器人21将磨砺完成的胶圈放入第一工位31的安装孔中,操作人员将磨砺完成的胶圈取出,按下冷却按钮,冷却机构对芯棒9喷水冷却;
55.11、同时,六轴机器人21通过夹爪机构22抓取第二工位32的芯棒9,依次完成各数控磨床上芯棒9的取放;
56.12、重复上述步骤。
57.本实用新型应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处。综上,本说明书内容不应理解为对本实用新型的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。