技术特征:
1.一种提高弹簧钢显微组织均匀性的生产工艺,其特征在于:具体步骤如下:步骤一,酸洗,将钢原料浸入盐酸溶液中处理,然后高压水冲洗掉附着在材料表面的酸液;用naoh溶液中和后在100-150℃的条件下烘干,用于去掉表面氧化皮;步骤二,亚温球化退火,将步骤一中的原料放入退火炉中高温加热并保温,然后控制冷却出炉;步骤三,表面涂层,将钢丝浸入盐酸溶液中处理;高压水冲洗掉表面残留的酸液;在磷化液中浸泡后用naoh溶液中和,用皂化液浸泡1-3min;最后在100-150℃的条件下烘干,为了在钢丝表面形成一层磷化膜,以利于后续大减面率拉拔;步骤四,在连拉机上拉拔,为了破碎低温球化退火工序形成的细片状珠光体组织,降低钢丝表面缺陷深度;步骤五,再结晶退火,然后随炉缓慢冷却至300℃以下出炉,得到均匀细致的球状珠光体组织。2.根据权利要求1所述的一种提高弹簧钢显微组织均匀性的生产工艺,其特征是:所述步骤一中钢原料为均匀的索氏体组织,晶粒度大于8级,全脱碳层小于0.05mm,硬度小于45hrc。3.根据权利要求1所述的一种提高弹簧钢显微组织均匀性的生产工艺,其特征是:所述步骤一中盐酸溶液的浓度为120-200g/l,温度为40-50℃,处理时间为30-60min;用0.5-2%的naoh溶液中和30-60s。4.根据权利要求1所述的一种提高弹簧钢显微组织均匀性的生产工艺,其特征是:所述步骤二所述退火炉为罩式退火炉,罩式退火炉中充入纯氮气并加热至690-710℃,保温4-6h;所述出炉温度低于500℃。5.根据权利要求1所述的一种提高弹簧钢显微组织均匀性的生产工艺,其特征是:所述步骤三中盐酸溶液的浓度为120-200g/l,温度为40-50℃,处理时间为15-30min;在75-85℃的磷化液中浸泡15-30min;用0.5-2%的naoh溶液中和30-60s;在75-85℃的皂化液浸泡1-3min。6.根据权利要求1所述的一种提高弹簧钢显微组织均匀性的生产工艺,其特征是:所述步骤四中拉拔润滑剂为干式拉丝粉,拉拔速度为2-3m/s,钢丝总减面率50-70%。7.根据权利要求1所述的一种提高弹簧钢显微组织均匀性的生产工艺,其特征是:所述步骤五中退火炉为井式退火炉,所述井式退火炉加热至600-650℃,保温5-6h。8.根据权利要求1所述的一种提高弹簧钢显微组织均匀性的生产工艺,其特征是:所述步骤五中球状珠光体组织的颗粒粒径为1-2微米,球化率100%,抗拉强度为650-750mpa,硬度为180-240hv。
技术总结
本发明涉及弹簧加工技术领域,特别是一种提高弹簧钢显微组织均匀性的生产工艺,具体步骤如下:将热轧原料浸入盐酸溶液中处理,然后高压水冲洗掉附着在材料表面的酸液;用NaOH溶液中和后在100-150℃的条件下烘干,用于去掉表面氧化皮;将原料放入退火炉中高温加热并保温,然后控制冷却出炉;将钢丝浸入盐酸溶液中处理;高压水冲洗掉表面残留的酸液;在磷化液中浸泡后用NaOH溶液中和,用皂化液浸泡1-3min;最后在100-150℃的条件下烘干;在连拉机上拉拔;再结晶退火,然后随炉缓慢冷却至300℃以下出炉,得到均匀细致的球状珠光体组织。本发明的生产工艺能够解决弹簧钢现状球化退火显微组织的均匀性不够理想的问题。显微组织的均匀性不够理想的问题。显微组织的均匀性不够理想的问题。
技术研发人员:马宏梅 武慧林 匡旺贵
受保护的技术使用者:凯明(常州)新材料科技有限公司
技术研发日:2022.11.08
技术公布日:2022/12/9
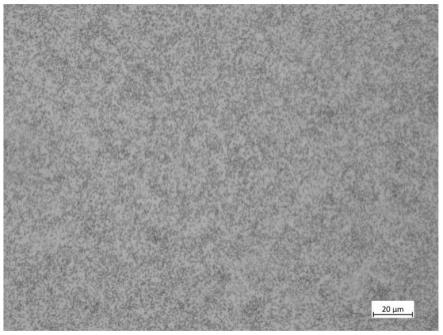
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。