1.本发明涉及管型行车起重梁技术领域,尤其涉及一种管型行车起重梁的制作方法。
背景技术:
2.起重机械亦可称为起重设备,是工业、交通、建筑企业中实现生产过程机械化、自动化,减轻繁重体力劳动,提高劳动生产率的重要工具和设备,在我国已拥有大量的各式各样的起重设备。
3.管型行车起重梁的优点是结构简便,标准型材作为起重梁的主体结构相较于组对拼焊的结构更一体化,更为坚固。故管型行车起重梁一直被各起重设备生产厂商作为起重梁的主要解决方案。
4.通常做法为锯床切割出起重梁长度,拼焊支撑件及附件后,其余部位使用数控机床进行制作,如行走轮安装孔、行走轮安装通槽、轮行走孔等。该制作方法过渡依赖数控机床,数控机床加工工时过长。制作周期长,制作成本过高。
技术实现要素:
5.基于此,有必要针对上述技术问题,提供一种管型行车起重梁的制作方法。
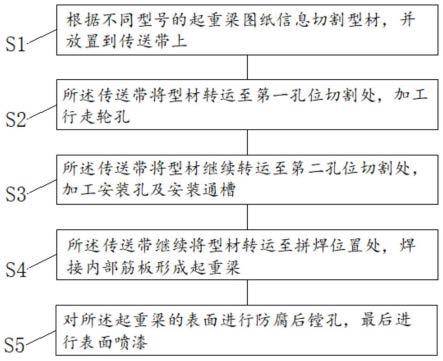
6.一种管型行车起重梁的制作方法,包括:
7.s1、根据不同型号的起重梁图纸信息切割型材,并放置到传送带上;
8.s2、所述传送带将型材转运至第一孔位切割处,加工行走轮孔;
9.s3、所述传送带将型材继续转运至第二孔位切割处,加工安装孔及安装通槽;
10.s4、所述传送带继续将型材转运至拼焊位置处,焊接内部筋板形成起重梁;
11.s5、对所述起重梁的表面进行防腐后镗孔,最后进行表面喷漆。
12.在其中一个实施例中,所述步骤s1包括:使用数控锯床切割型材,所述型材为方管。
13.在其中一个实施例中,所述步骤s2和s3中,使用便携式等离子切割机制作行走轮孔,使用便携式等离子切割机或仿形切割机制作安装孔及安装通槽;
14.其中,当使用便携式等离子切割机时,在所述传送带上设置位置固定板,将所述型材的一端固定在所述位置固定板上,启动便携式等离子切割机内部设定好的程序等待下料;
15.当使用仿形切割机时,在所述型材的侧面人工标记切割起始点,再将仿形切割机调整仿形模板至起始点,启动切割机待切割。
16.在其中一个实施例中,所述步骤s5包括:
17.s51、使用抛丸机及喷枪对起重梁进行表面防腐处理;
18.s52、使用数控镗铣床加工安装孔;
19.s53、使用喷枪涂装面漆。
20.在其中一个实施例中,所述步骤s3中,所述安装孔的加工尺寸小于图纸尺寸,所述安装通槽按图纸尺寸制作。
21.在其中一个实施例中,所述安装孔的加工直径尺寸小于图纸尺寸10mm~15mm。
22.上述管型行车起重梁的制作方法,以传送带为基础,便携式等离子切割机或仿形切割机进行关键位置切割,可解决管型行车起重梁的制作问题,其制作方式简便、易上手,相较传统方式,可缩短加工时长二分之一以上,整体制作周期可缩短三分之一以上,节约制作成本的同时也可保证产品质量。
附图说明
23.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
24.图1是本发明的管型行车起重梁的制作方法的流程图;
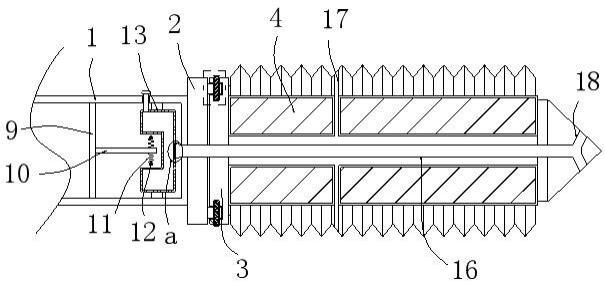
25.图2是本发明的管型行车起重梁的结构示意图。
具体实施方式
26.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
27.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
28.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
29.参阅图1-2所示,本发明一实施例提供一种管型行车起重梁的制作方法,包括:
30.s1、根据不同型号的起重梁图纸信息切割型材1,并放置到传送带上;
31.s2、所述传送带将型材1转运至第一孔位切割处,加工行走轮孔2;
32.s3、所述传送带将型材1继续转运至第二孔位切割处,加工安装孔3及安装通槽4;
33.s4、所述传送带继续将型材1转运至拼焊位置处,焊接内部筋板形成起重梁;
34.s5、对所述起重梁的表面进行防腐后镗孔,最后进行表面喷漆。
35.本实施例中,行走轮孔2开设在所述型材1的两侧底部,所述行走轮孔2的形状可以为矩形等方便加工的形状;所述安装孔3开设在所述型材1的侧壁上,所述安装通槽4与所述安装孔3相连通,行走轮可以通过所述安装通槽4滑入安装到所述安装孔3中。
36.在本发明一实施例中,所述步骤s1包括:使用数控锯床切割型材,所述型材1可以为方管等。如此,能够保证切割效率和精度。
37.在本发明一实施例中,所述步骤s2和s3中,使用便携式等离子切割机制作行走轮
孔2,使用便携式等离子切割机或仿形切割机制作安装孔3及安装通槽4;本实施例中,行走轮安装到安装孔3内,行走轮的下部则可以通过行走轮孔2露出至外部,以便于与外部的零部件滚动配合。
38.其中,当使用便携式等离子切割机时,在所述传送带上可以设置位置固定板,将所述型材的一端固定在所述位置固定板上,启动便携式等离子切割机内部设定好的程序等待下料即可;
39.当使用仿形切割机时,在所述型材的侧面人工标记切割起始点,再将仿形切割机调整仿形模板至起始点,启动切割机待切割,完成后,再进行其他位置的切割。
40.本发明中,使用该方式切割可区别于传统加工方式,即使用数控机床整体加工,此方式可将公差要求较大的位置直接制作完成(如行走轮孔2及安装通槽4),公差要求较为精密的位置可预留出较小的余量,用以后期精密加工(如行走轮安装孔3)。整体切割完成后再使用数控机床进行精密加工,可缩短加工时长二分之一以上,整体制作周期可缩短三分之一以上,节约制作成本的同时也可保证产品质量。
41.在本发明一实施例中,所述步骤s5包括:
42.s51、使用抛丸机及喷枪对起重梁进行表面防腐处理;
43.s52、使用数控镗铣床加工安装孔及其他附件安装孔;
44.s53、使用喷枪涂装面漆。
45.在本发明一实施例中,所述步骤s3中,所述安装孔3的加工尺寸小于图纸尺寸,所述安装通槽4按图纸尺寸制作。可选地,所述安装孔3的加工直径尺寸小于图纸尺寸10mm~15mm。如此,以便后续加工。
46.综上所述,本发明以传送带为基础,便携式等离子切割机或仿形切割机进行关键位置切割,可解决管型行车起重梁的制作问题,其制作方式简便、易上手,相较传统方式,可缩短加工时长二分之一以上,整体制作周期可缩短三分之一以上,节约制作成本的同时也可保证产品质量。
47.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
48.以上所述实施例仅表达了本发明的几种实施方式,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。