1.本实用新型涉及汽车加工领域,尤其涉及一种分拼尾门的夹紧定位装置。
背景技术:
2.随着车型造型越来越犀利,原有的一体式外板无法直接冲出,灯罩等地方有开裂起皱等缺陷,无法满足制造需求;现有的国内外尾门对深冲多深和负角的零件采用分割拼接方案,目前国内厂家采用激光钎焊工艺和辅助设备。 存在问题:一是激光设备昂贵,总体投资大,一次性设备投入700万以上;二是设备占据空间大;三是设备依赖进口技术,投资建设周期长;四是一个转台只有1个车型,设备效率不高。
技术实现要素:
3.本实用新型提供一种分拼尾门的夹紧定位装置,旨在解决现有的尾门焊接装置成本高,适用车型少的问题。
4.本实用新型提供一种分拼尾门的夹紧定位装置,包括基座、转台、旋转电机、旋转轴、夹具机构及支撑机构,所述旋转轴的一端设于所述基座上,所述旋转轴的另一端设于所述转台的中部,所述旋转电机设于所述基座上,用于驱动所述旋转轴转动,所述支撑机构设于所述转台顶部,所述夹具机构设于所述支撑机构上,用于对尾门进行夹紧定位操作,所述尾门包括分体设置的上尾门及下尾门,所述上尾门与所述下尾门连接。
5.作为本实用新型的进一步改进,所述上尾门上设有两个用于定位的第一定位销,所述下尾门上设有一个用于定位的第二定位销。
6.作为本实用新型的进一步改进,所述夹具机构包括底板、支架、固定板、若干个上夹具及若干个下夹具,所述底板置于所述支撑机构上,所述支架的一端与所述底板连接,所述支架的另一端与所述固定板连接,若干个所述上夹具分设于所述固定板的顶部,用于夹紧及定位所述上尾门,若干个所述下夹具分设于所述固定板的底部,用于夹紧及定位所述下尾门。
7.作为本实用新型的进一步改进,所述上夹具至少设置四个,所述下夹具至少设置四个。
8.作为本实用新型的进一步改进,所述支撑机构包括支撑板、若干个用于限制所述夹具机构y向移动的限位轮、用于检测所述夹具机构位置检测开关及限位块,所述支撑板设于所述转台顶部,所述检测开关设于所述支撑板的两侧,若干个所述限位轮分两排分设于所述支撑板顶部两侧,所述限位块设于所述支撑板的末端,用于限制所述夹具机构的最终位置。
9.作为本实用新型的进一步改进,所述支撑机构至少设置四个。
10.作为本实用新型的进一步改进,所述基座上设有用于检测所述转台零位位置的检测器。
11.本实用新型的有益效果是:本装置通过将尾门分成上下两个部分进行定位夹紧,
解决了在尾门冲出时开裂起皱等缺陷,满足制造需求,解决冲压负角开裂的问题,降低了制作成本,该装置可同时对至少四种不同车型的尾门进行夹紧操作,提升了该装置的适用性,提高场地利用率。
附图说明
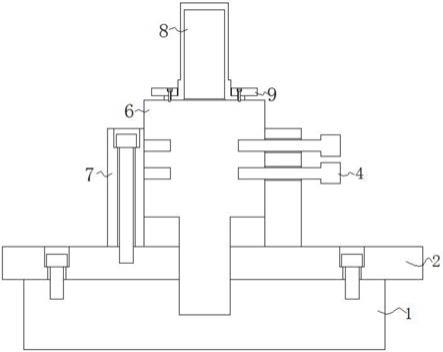
12.图1是本实用新型的正视图;
13.图2是本实用新型的俯视图。
具体实施方式
14.附图说明:1
‑
基座,2
‑
转台,3
‑
旋转电机,4
‑
检测器,5
‑
上尾门,6
‑
下尾门,7
‑
底板,8
‑
上夹具,9
‑
下夹具,10
‑
固定板,11
‑
第一定位销,12
‑
第二定位销,13
‑
旋转轴,14
‑
支撑板,15
‑
限位轮,16
‑
检测开关,17
‑
限位块。
15.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
16.如图1
‑
2所示,本实用新型提供了一种分拼尾门的夹紧定位装置,包括基座1、转台2、旋转电机3、旋转轴13、夹具机构及支撑机构,所述旋转轴13的一端设于所述基座1上,所述旋转轴13的另一端设于所述转台2的中部,所述旋转电机3设于所述基座1上,用于驱动所述旋转轴13转动,所述支撑机构设于所述转台2顶部,所述夹具机构设于所述支撑机构上,用于对尾门进行夹紧定位操作,所述尾门包括分体设置的上尾门5及下尾门6,所述上尾门5与所述下尾门6连接。
17.作为本实用新型的一种实施例,所述上尾门5上设有两个用于定位的第一定位销11,所述下尾门6上设有一个用于定位的第二定位销12。
18.作为本实用新型的另一种实施例,所述夹具机构包括底板7、支架、固定板10、若干个上夹具8及若干个下夹具9,所述底板7置于所述支撑机构上,所述支架的一端与所述底板7连接,所述支架的另一端与所述固定板10连接,若干个所述上夹具8分设于所述固定板10的顶部,用于夹紧及定位所述上尾门5,若干个所述下夹具9分设于所述固定板10的底部,用于夹紧及定位所述下尾门6。
19.作为本实用新型的另一种实施例,所述上夹具8至少设置四个,所述下夹具9至少设置四个。
20.作为本实用新型的另一种实施例,所述支撑机构包括支撑板14、若干个用于限制所述夹具机构y向移动的限位轮15、用于检测所述夹具机构位置检测开关16及限位块17,所述支撑板14设于所述转台2顶部,所述检测开关16设于所述支撑板14的两侧,若干个所述限位轮15分两排分设于所述支撑板14顶部两侧,所述限位块17设于所述支撑板14的末端,用于限制所述夹具机构的最终位置。
21.作为本实用新型的另一种实施例,所述支撑机构至少设置四个。
22.作为本实用新型的另一种实施例,所述基座1上设有用于检测所述转台2零位位置的检测器4。
23.本实用新型提供了一种分拼尾门的夹紧定位装置,该装置通过将所述尾门分成所述上尾门5及下尾门6,选用在对上下部件冲压有利的位置分缝,分缝处可以用外饰板遮住,主要功能件集中在所述上尾门5,减少搭接匹配难度,提升安装稳定性。采用分拼方式,满足造型需求,解决冲压负角开裂的问题。利用设于所述上尾门5上的两个所述第一定位销11及设于所述夹具机构上的所述上夹具8对其进行定位夹紧,利用设于所述下尾门6上的一个所述第二定位销12、车辆标志孔及设于所述夹具机构上的所述下夹具9对其进行定位夹紧,确保定位焊接的稳定性和精准度。
24.该装置通过所述旋转电机3驱动所述旋转轴13转动,进而带动所述转台2旋转,如图2所示,在所述转台2上设置了所述支撑机构,作为本实用新型的一个实施例,所述支撑机构设置了四个,根据生产需求可以布置一至四个车型的夹具,实现在四个方向的尾门同时加工,有效提升生产效率,在转动的过程中利用所述检测器4检测所述转台2的零位位置,检测所述转台2是否转动到位。
25.安装所述夹具机构时,将所述底板7从所述支撑板14的一端送入,经由所述限位轮15限制所述底板7的y向移动,同时由所述检测开关16监测所述夹具机构的位置,当所述底板7碰触到所述限位块17后停止,则所述夹具机构到位,可经由所述检测开关16检测。接着将所述上尾门5及下尾门6放置在所述固定板10上,利用所述上夹具8及下夹具9进行夹紧定位,开始焊接操作。
26.本装置通过将尾门分成上下两个部分进行定位夹紧,解决了在尾门冲出时开裂起皱等缺陷,满足制造需求,解决冲压负角开裂的问题,降低了制作成本,该装置可同时对至少四种不同车型的尾门进行夹紧操作,提升了该装置的适用性,提高场地利用率。
27.以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。