1.本实用新型属于板材倒角打磨技术领域,具体涉及一种风电叶片用拉挤板材倒角打磨设备。
背景技术:
2.风电叶片是风力发电的核心组件,通过风力推动其转动以带动发电机产生电流。现有技术一般采用拉挤成型工艺制作风能叶片的主梁或辅梁,具体为先采用拉挤工艺制作标准尺寸的板材,然后在大梁或辅梁模具中铺设,再通过真空灌注把拼装的板材粘接起来形成大梁或辅梁。为了实现多层板材的平滑过渡,需要拼装时对每层板材进行倒角打磨。
3.现有的倒角打磨设备中,用于带动倒角打磨机构平移的滚珠丝杠一般是设置在其侧面,且滚珠丝杠的丝杠螺母安装在一平移座上,而倒角打磨机构需要固定在平移座上才能够在滚珠丝杠的带动下移动,不仅如此,还需要另外设置固定框架以实现对滚珠丝杠的安装,从而增加了设备的复杂程度,提高了设备成本,占用空间大,使用不方便。
技术实现要素:
4.本实用新型的目的是提供一种风电叶片用拉挤板材倒角打磨设备,以解决其结构复杂的问题。
5.本实用新型的一种风电叶片用拉挤板材倒角打磨设备是这样实现的:
6.一种风电叶片用拉挤板材倒角打磨设备,包括
7.下机架,其前端和后端分别设置有压板机构;
8.上机架,其安装在所述下机架上,所述上机架包括位于所述下机架两侧的v型立板,以及安装在两个v型立板之间且位于所述下机架上方的上框架,所述上框架的底部安装有位于纵向的滚珠丝杠,所述滚珠丝杠的一端连接有平移电机;
9.升降机构,其安装在所述下机架内,且能够带动所述上机架上、下移动;
10.倒角打磨机构,其安装在所述上框架上,所述倒角打磨机构包括磨辊,以及设置在磨辊前侧和后侧的毛刷;
11.所述滚珠丝杠从所述倒角打磨机构中穿过,且能够带动所述倒角打磨机构在其轴向方向上移动。
12.进一步的,所述压板机构包括位于所述下机架顶板上方的上压板架、位于顶板下方的下压板架、穿过顶板且连接上压板架和下压板架的导柱,以及安装在所述下压板架与顶板之间的压板气缸;
13.所述上压板架的底部安装有压板垫板。
14.进一步的,所述压板机构的内侧分别设置有两个相对布置的定位气缸,所述定位气缸的活塞杆里端安装有定位板。
15.进一步的,所述升降机构包括螺旋升降机,以及与其相连的升降电机,所述螺旋升降机的螺杆顶部与所述上机架相连。
16.进一步的,所述下机架的内部设置有下横撑,所述下横撑上固定有下安装板,所述螺旋升降机和升降电机均安装在所述下安装板上。
17.进一步的,所述上机架还包括横穿所述下机架且两端固定在两个v型立板上的中横撑,所述升降机构通过连接座与所述中横撑相连。
18.进一步的,所述下机架的两侧分别安装有导轨ⅰ,所述v型立板的内侧安装有与所述导轨ⅰ配合的导向块ⅰ。
19.进一步的,所述倒角打磨机构还包括固定座,以及安装在所述固定座上方且与所述磨辊传动连接的打磨电机,所述固定座内安装有与所述滚珠丝杠配合的丝杠螺母;
20.所述固定座上安装有导向块ⅱ,其与安装在所述上框架底部的导轨ⅱ滑动配合。
21.进一步的,所述磨辊的外部罩有防尘罩,所述毛刷安装在所述防尘罩的底部;
22.所述防尘罩的前侧和后侧分别设置有防尘罩管道。
23.进一步的,所述磨辊的前侧和后侧分别设置有与其平行设置且能够调节高度的压辊。
24.采用了上述技术方案后,本实用新型具有的有益效果为:
25.(1)本实用新型将滚珠丝杠安装在上机架上,使其能够直接与上机架上的倒角打磨机构相连,且无需另外设置支撑滚珠丝杠的固定框架,简化了设备结构,使其更加紧凑,缩小了占用空间,降低了设备成本;
26.(2)本实用新型通过毛刷的设置,能够扫除附着在板材表面的粉尘,从而便于粉尘的收集排出,避免污染加工环境,保证后续板材的打磨效果和打磨效率。
附图说明
27.下面结合附图和实施例对本实用新型进一步说明。
28.图1是本实用新型优选实施例的风电叶片用拉挤板材倒角打磨设备的结构图;
29.图2是本实用新型优选实施例的风电叶片用拉挤板材倒角打磨设备的结构图;
30.图3是本实用新型优选实施例的风电叶片用拉挤板材倒角打磨设备(未装倒角打磨机构)的结构图;
31.图4是图3中a部分的放大图;
32.图5是本实用新型优选实施例的风电叶片用拉挤板材倒角打磨设备(未装倒角打磨机构)的结构图;
33.图6是本实用新型优选实施例的风电叶片用拉挤板材倒角打磨设备(未装倒角打磨机构)的主视图;
34.图7是图6中b-b部分的放大图;
35.图8是本实用新型优选实施例的风电叶片用拉挤板材倒角打磨设备的倒角打磨机构的结构图;
36.图9是本实用新型优选实施例的风电叶片用拉挤板材倒角打磨设备的倒角打磨机构的结构图;
37.图10是图9中c部分的放大图;
38.图11是本实用新型优选实施例的风电叶片用拉挤板材倒角打磨设备的倒角打磨机构(未装罩壳)的结构图;
39.图中:下机架1,顶板11,放料垫板12,u型槽口ⅰ13,u型槽口ⅱ14,下横撑15,下安装板16,工字钢17,导轨ⅰ18,定位板ⅰ19,定位气缸ⅰ110,定位板ⅱ111,定位气缸ⅱ112,上机架2,v型立板21,上横撑22,纵梁23,中横撑24,导向块ⅰ25,导轨ⅱ26,滚珠丝杠27,平移电机28,拖链槽29,升降机构3,螺旋升降机31,升降电机32,升降机安装座33,升降电机安装座34,连接座35,倒角打磨机构4,磨辊41,毛刷42,打磨电机43,丝杠螺母44,上固定板45,下固定板46,立柱47,安装垫板48,磨辊固定座49,安装压条410,轴承座411,螺母固定座412,防尘板413,后封板414,带轮ⅰ415,带轮ⅱ416,罩壳417,导向块ⅱ418,防尘罩419,防尘罩管道420,压辊421,压紧杆422,压紧杆安装板423,压辊气缸424,杆端关节轴承425,压轮架426,压板机构5,上压板架51,下压板架52,导柱53,压板气缸54,导向套55,连接架56,压板垫板57。
具体实施方式
40.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
41.因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
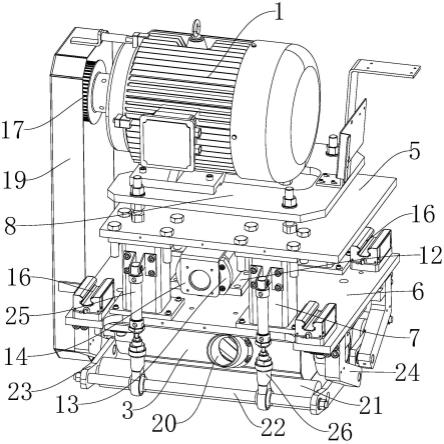
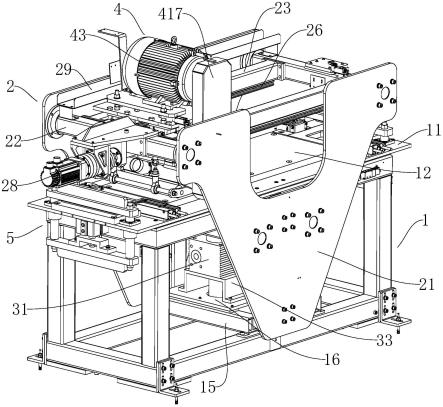
42.如图1-11所示,一种风电叶片用拉挤板材倒角打磨设备,包括下机架1、上机架2、升降机构3和倒角打磨机构4,下机架1的前端和后端分别设置有压板机构5;上机架2安装在下机架1上,上机架2包括位于下机架1两侧的v型立板21,以及安装在两个v型立板21之间且位于下机架1上方的上框架,上框架的底部安装有位于纵向的滚珠丝杠6,滚珠丝杠6的一端连接有平移电机7;升降机构3安装在下机架1内,且能够带动上机架2上、下移动;倒角打磨机构4安装在上框架上,倒角打磨机构4包括磨辊41,以及设置在磨辊41前侧和后侧的毛刷42;滚珠丝杠6从倒角打磨机构4中穿过,且能够带动倒角打磨机构4在其轴向方向上移动。
43.具体的,上框架包括两个两端分别固定在v型立板21上的上横撑22,以及固定在两个上横撑22之间的纵梁23,而滚珠丝杠6则安装在两个上横撑22的底部且位于两个纵梁23之间,倒角打磨机构4安装于两个纵梁23之间,从而便于与滚珠丝杠6配合连接,使整个设备的结构更加简单紧凑,缩小占用空间。
44.优选的,其中一个v型立板21的内侧设置有固定在两个上横撑22上的拖链槽29,方便进行布线、走线。
45.在倒角打磨过程中,为能够将板材的两端固定,防止其随意移动,因此在下机架1的顶板11上设置了压板机构5,压板机构5包括位于下机架1顶板11上方的上压板架51、位于顶板11下方的下压板架52、穿过顶板11且连接上压板架51和下压板架52的导柱53,以及安装在下压板架52与顶板11之间的压板气缸54。
46.具体的,顶板11上设置有导向套55,导柱53穿过导向套55且两端分别与上压板架
51和下压板架52相连,压板气缸54固定在顶板11的底部,其活塞杆通过连接架56与下压板架52相连。
47.板材从下机架1一端的上压板架51下方穿过移送至下机架1的顶板11上,到达倒角打磨工位后,利用该压板机构5将板材固定,即压板气缸54的活塞杆伸出,依次通过下压板架52和导柱53带动上压板架51下移,压紧在板材上,实现对板材的固定,继而便可对板材进行倒角打磨操作。
48.为了防止在压板时对板材的表面造成损伤,上压板架51的底部安装有压板垫板57。
49.为了对板材的左右位置进行定位,压板机构5的内侧分别设置有两个相对布置的定位气缸9,定位气缸9的活塞杆里端安装有定位板10。
50.具体的,下机架1的顶板11上设置有放料垫板12,而放料垫板12的一侧设置有u型槽口ⅰ13,另一侧设置有与之相对且深度大于u型槽口ⅰ13的u型槽口ⅱ14,活塞杆端部安装有定位板ⅰ19的定位气缸ⅰ110安装于u型槽口ⅰ13处,而活塞杆端部安装有定位板ⅱ111的定位气缸ⅱ112安装于u型槽口ⅱ14处。
51.在对板材进行定位时,首先确定定位板ⅰ19的位置,使其固定,待板材从定位板ⅰ19和定位板ⅱ111之间经过时,使定位气缸ⅱ112的活塞杆伸出,从而利用定位板ⅱ111将板材向定位板ⅰ19的方向推动,使板材的两侧贴合着定位板ⅰ19和定位板ⅱ111,以实现对板材左右两侧的定位。
52.在本实施例中,放料垫板12通过螺栓固定在下机架1的顶板11上,其能够在倒角打磨过程中实现对板材的支撑。
53.板材在倒角打磨过程中是将板材的一端打磨成斜面结构,因此倒角打磨机构4需要在此过程中持续地进行高度调节,而为了实现这一目的,升降机构3包括螺旋升降机31,以及与其相连的升降电机32,螺旋升降机31的螺杆顶部与上机架2相连。
54.升降电机32带动螺旋升降机31的螺杆上升或下降,从而实现上机架2以及上机架2上倒角打磨机构4的高度调节。
55.为了实现对升降机构3的支撑,下机架1的内部设置有下横撑15,下横撑15上固定有下安装板16,螺旋升降机31和升降电机32均安装在下安装板16上。
56.具体的,下安装板16上安装有升降机安装座33和升降电机安装座34,螺旋升降机31安装在升降机安装座33上,升降电机32固定在升降电机安装座34上。
57.优选的,下横撑15的内部设置有工字钢17,能够提高下横撑15的支撑强度。
58.为了实现升降机构3与上机架2的连接,上机架2还包括横穿下机架1且两端固定在两个v型立板21上的中横撑24,升降机构3通过连接座35与中横撑24相连。
59.具体的,两个中横撑24上安装有开口朝下的u型的连接座35,而螺旋升降机31的螺杆上端与连接座35相连,通过升降电机32带动螺杆的升降,实现上机架2的高度调节。
60.为了对上机架2的升降移动进行导向,下机架1的两侧分别安装有导轨ⅰ18,v型立板21的内侧安装有与导轨ⅰ18配合的导向块ⅰ25。
61.倒角打磨机构4还包括固定座,以及安装在固定座上方且与磨辊41传动连接的打磨电机43,固定座内安装有与滚珠丝杠6配合的丝杠螺母44。
62.固定座的设置是为了能够支撑整个倒角打磨机构4。
63.具体的,固定座包括上固定板45和下固定板46,以及安装在上固定板45和下固定板46之间的立柱47,上固定板45的上方设置有安装垫板48,打磨电机43固定在安装垫板48上。
64.下固定板46的底部左侧和右侧分别安装有磨辊固定座49,磨辊固定座49通过位于下固定板46底部前侧和后侧的安装压条410固定在下固定板46上,而磨辊固定座49的底部安装有轴承座411,磨辊41主轴的两端安装在轴承座411上。
65.下固定板46的上部安装有螺母固定座412,丝杠螺母44则安装在螺母固定座412上,方便与滚珠丝杠6配合。
66.优选的,螺母固定座412的前侧安装有防尘板413,后侧安装有后封板414,防止灰尘进入丝杠螺母44内,避免影响滚珠丝杠6与丝杠螺母44的配合。
67.打磨电机43的设置能够对磨辊41的打磨提供驱动力。
68.具体的,打磨电机43的输出轴上安装有带轮ⅰ415,而磨辊41的主轴一端安装有带轮ⅱ416,带轮ⅰ415通过皮带实现与带轮ⅱ416的传动,从而利用打磨电机43带动磨辊41旋转,实现对板材的打磨。
69.优选的,带轮ⅰ415和带轮ⅱ416的外侧罩有固定在固定座上的罩壳417,以对两者起到保护作用。
70.为了对倒角打磨机构4的平移进行导向,固定座上安装有导向块ⅱ418,其与安装在上框架底部的导轨ⅱ26滑动配合。
71.具体的,导轨ⅱ26安装在纵梁23的底部,而导向块ⅱ418安装在下固定板46上,在倒角打磨机构4在平移电机7和滚珠丝杠6的驱动下移动时,导向块ⅱ418在导轨ⅱ26上滑动。
72.磨辊41的外部罩有防尘罩419,毛刷42安装在防尘罩419的底部。
73.在倒角打磨过程中,会产生大量的粉尘,而防尘罩419的设置是为了便于粉尘的收集。
74.毛刷42安装在防尘罩419底部的前侧边缘和后侧边缘,即与磨辊41平行设置,能够有效地扫除沾附在板材表面的粉尘,提高粉尘的收集效果。
75.为了方便粉尘的排出,防尘罩419的前侧和后侧分别设置有防尘罩管道420。
76.将防尘罩管道420利用软管与除尘风机相连,能够有效地将粉尘排出,避免影响加工环境。
77.为了在倒角打磨过程中保证板材的稳定,磨辊41的前侧和后侧分别设置有与其平行设置且能够调节高度的压辊421。
78.具体的,压辊421通过安装组件安装在固定座上。
79.安装组件包括压紧杆422、压紧杆安装板423、压轮架426和压辊气缸424,其中压轮架426的上端固定在安装压条410上,下端与压紧杆安装板423的后端铰接,压紧杆422和压辊421的两端分别固定在两个压紧杆安装板423之间,且压辊421位于压紧杆422的内侧,压辊气缸424的顶部通过气缸支架安装在立柱47上,其活塞杆的下端通过杆端关节轴承425与压紧杆422相连,通过压辊气缸424的活塞杆的伸缩,实现压辊421高度的调节,以保证对不同厚度的板材的压紧,使用更加方便。
80.板材的倒角打磨部分位于其两端,在对其进行倒角打磨时,首先将板材的前端从
下机架1前端的压板机构5中穿过,经过定位板10的左、右定位后,继而移送至放料垫板12上,当板材前端需要倒角加工的部分移动至打磨工位后,下机架1前端的压板机构5将板材压紧固定,升降电机32通过螺旋升降机31带动上机架2以及倒角打磨机构4高度不断变化,同时平移电机7通过滚珠丝杠6带动倒角打磨机构4不断平移,并配合打磨电机43带动磨辊41旋转,即可实现对板材前端的倒角打磨。
81.待板材前端的倒角打磨完成后,下机架1前端的压板机构5将板材松开,板材继续后移并从下机架1后端的压板机构5中穿过,直至板材后端需要倒角打磨的部分移动至打磨工位,此时下机架1后端的压板机构5将板材压紧固定,即可安装上述打磨方式完成对板材后端的倒角打磨。
82.本实用新型将用于驱动倒角打磨机构4的滚珠丝杠6安装在上机架2上,简化了倒角打磨设备的整体结构,缩小了占用空间,降低了设备成本,使用更加方便。
83.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。