1.本实用新型涉及检测设备技术领域,具体涉及一种稀土永磁镀层结构检测工装。
背景技术:
2.用金相分析的方法来观察检验永磁材料内部的组织结构及镀层情况是工业生产的一种重要手段,金相观测前需要对试样逐级研磨和抛光,使其成为光滑镜面,以便观察。
3.目前采用的惯有手段是通过人工在磨抛机上手动研磨、手动抛光,但是,由于人工力度、时间和方向不好掌握等不可控因素,往往一次很难得到结果,需多次返工,这样就浪费大量的时间和人力,影响工作。基于此,设计一种如何能够减少人力成本、提高工作效率、降低工作强度的磨抛装置显得至关重要。
技术实现要素:
4.有鉴于此,本实用新型的目的在于提供稀土永磁镀层结构检测工装,通过结合磨抛头、磨抛盘、工装盘以及水嘴,以机械研磨、抛光的方式取代了传统手动研磨、手动抛光,减少了很多人为的不可控因素,能在短时间内出结果,大大减小了时间和人力,提高了效率。
5.本实用新型公开了一种稀土永磁镀层结构检测工装,包括磨抛盘,其特征在于:磨抛盘上放置有用于对产品进行研磨、抛光的抛光织物,抛光织物上放置有用于填装产品的工装盘,工装盘上设置有至少一个的装配孔;产品通过受热可熔融的有机聚合物放置于装配孔的大端部,有机聚合物与装配孔的小端部间隙配合,且产品朝向抛光织物;装配孔的一侧设置有用于对产品竖向自由度进行限制的锁定工装;磨抛盘一侧设置用于驱动磨抛盘进行移动的驱动工件,磨抛盘的周侧分别设置有水嘴、挡水槽。
6.进一步的,驱动工件为研磨抛光机,研磨抛光机的磨抛头设置于磨抛盘的正上方,且磨抛头上形成有异性结构,异性结构与磨抛盘上形成的异性槽相互契合。
7.进一步的,磨抛盘、研磨抛光机、挡水槽均设置于承载台上。
8.进一步的,磨抛盘的顶部设置有凹陷槽,抛光织物与凹陷槽完全贴合。
9.进一步的,装配孔的形状设置为上大下小的锥形槽结构,且锥形槽结构的装配孔底部孔径小于有机聚合物的最小端面。
10.进一步的,装配孔有至少三个壁面与有机聚合物的表面接触并相切。
11.进一步的,挡水槽的底部与承载台的容腔相连通,且承载台的容腔内设置有水泵,水泵与水嘴连通。
12.进一步的,有机聚合物上设置有用于和锁定工装相适配的环槽。
13.本实用新型的有益效果在于以下几点:
14.第一,本技术通过机械研磨、抛光的方式取代了传统手动研磨、手动抛光,通过结合磨抛头、磨抛盘、工装盘以及水嘴,实现了对产品的高效磨抛、精准精准降尘,增强了工作效率,降低了工作人员的劳动强度,同时避免了手工会造成对产品的研磨、抛光不到位的情
况出现。
15.第二,锥形槽结构的装配孔可以确保产品顺利放入装配孔,但是不会从装配孔底部漏出,避免了工作人员在对产品进行锁定时还需要对产品进行扶持的弊端,提高工作效率和降低工作人员的劳动强度。
16.第三,装配孔与树脂之间形成的间隙至少为三个空隙,间接保证水流可以从树脂、装配孔的三个方位流到产品的表面,确保产品表面以及周侧的粉尘能够实现快速降尘,实用性更强。
17.第四,本技术通过将挡水槽、承载台的容腔相连通,并设置水泵,从而使水流实现循环再利用,实现节能环保,避免了水源铺装浪费且清理水流劳动强度大的弊端。
附图说明
18.图1为本实用新型的整体结构示意图。
19.图2为本实用新型的局部炸开结构示意图。
20.图3为产品的结构示意图。
21.图4为锁定螺栓的结构示意图。
22.图5为锥形槽结构装配孔的结构示意图。
23.图6为装配孔、树脂的设置结构示意图。
24.图7为树脂、产品的装配结构示意图。
25.图8为水流的循环利用结构示意图。
26.图9为环槽的结构示意图。
27.图10为环挡的结构示意图。
28.图中,磨抛盘1、抛光织物2、工装盘3、装配孔4、树脂5、锁定螺栓6、磨抛头7、异性结构8、异性槽9、水嘴10、挡水槽11、承载台12、环槽13、水泵14、环挡15、产品16。
具体实施方式
29.为了清楚的理解本技术技术方案,下面将结合具体实施例和附图对本技术提供的一种稀土永磁镀层结构检测工装进行详细说明。
30.以下实施例中所使用的术语只是为了描述特定实施例的目的,而并非旨在作为对本技术的限制。如在本技术的说明书和所附权利要求书中所使用的那样,单数表达形式“一个”、“一种”、“上述”、“该”和“这一”旨在也包括例如“一个或多个”这种表达形式,除非其上下文中明确地有相反指示。还应当理解,在本技术以下各实施例中,“至少一个”、“一个或多个”是指一个、两个或两个以上。
31.在本说明书中描述的参考“一个实施例”或“一些实施例”等意味着在本技术的一个或多个实施例中包括结合该实施例描述的特定特征、结构或特点。由此,在本说明书中的不同之处出现的语句“一个实施例”、“在一些实施例中”、“在其他一些实施例中”、“在另外一些实施例中”等不是必然都参考相同的实施例,而是意味着“一个或多个但不是所有的实施例”,除非是以其他方式另外特别强调。术语“包括”、“包含”、“具有”及它们的变形都意味着“包括但不限于”,除非是以其他方式另外特别强调。
32.实施例1
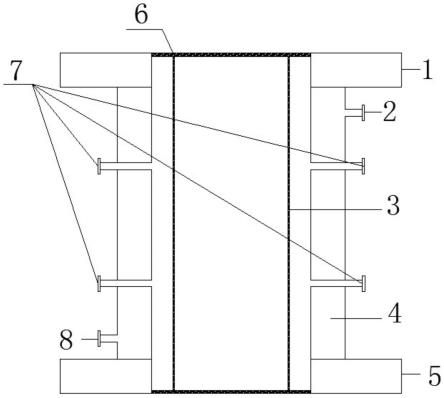
33.参考图1至图4及图7、图9,示意本技术中稀土永磁镀层结构检测工装,包括磨抛盘1,磨抛盘1上放置有用于对产品16(如图3,本实施中涉及到的产品16是由铜、镍两层结构粘接而成)进行研磨、抛光的抛光织物2(此处的抛光织物2主要指砂纸,或者为其他的抛光织物2),考虑到在抛光、研磨过程中可能会出现抛光织物2滑脱磨抛盘1的现象,磨抛盘1的顶部设置有凹陷槽,当抛光织物2与凹陷槽完全贴合时,导致发生变形后的抛光织物2凹陷部分与凹陷槽实现套接(即凹陷槽对抛光织物2实现限位);抛光织物2上放置有用于填装产品16的工装盘3,工装盘3上以环形阵列的方式设置有六个装配孔4,装配孔4的设置顾名思义是放置产品16的空间,但是,由于本实施例中该产品16的体积较小,若直接采用锁定工装将产品16固定于装配孔4中,可能存在产品16固定极为困难,因此,在将产品16装入装配孔4之前,如图7所示,首先在产品16的一端包裹有一层受热可熔融的有机聚合物(此处可以为树脂5),且树脂5与装配孔4的大端贴合适配,树脂5与装配孔4的小端形成有空隙,为了避免树脂5中的产品16在抛光过程中出现上下滑动的现象(装配孔4的大端对产品16水平方向自由度进行限定),参见图4所示,在装配孔4的一侧设置有锁定工装(本实施例中锁定工装包括锁定螺栓6),锁定螺栓6可活动的贯穿装配孔4侧壁与产品16相抵,当锁定螺栓6与产品16相抵即可实现对产品16竖向自由度的限制。
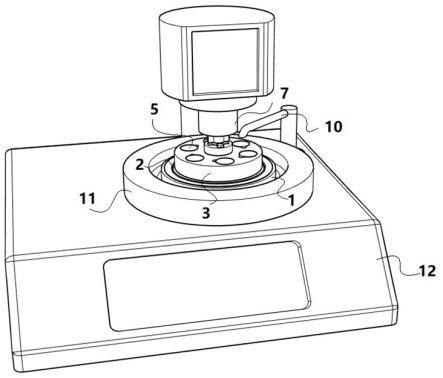
34.同时,要想放置于砂纸上方的产品16实现充分抛光、研磨,使产品16在砂纸表面进行循环移动就显得至关重要,此时,在磨抛盘1上方设置用于驱动磨抛盘1进行移动的驱动工件,本实施例中的驱动工件为市面上可以购买到的研磨抛光机(例如型号可以采用wh-vi-50),详见图1、图2中示出的结构,研磨抛光机的磨抛头7设置于磨抛盘1的正上方,且磨抛头7上形成有异性结构8,该异性结构8与磨抛盘1上形成的异性槽9相互契合(异性槽9、异性结构8的设置可以确保异性结构8不会从异性结构8上轻易脱离),由于研磨抛光机的固有特性,工作时,研磨抛光机的磨抛头7以一定的下压力和转速带动磨抛盘1在砂纸上实现运动。
35.其中,考虑到产品16在研磨、抛光时,产品16抛光研磨处以及周边离不开水流的时刻注入,由于水流的注入会及时将飞扬的粉尘进行迫降,通过图1中示出的结构可以看出,磨抛盘1的周侧分别设置有水嘴10、挡水槽11,水嘴10流出的水流对粉尘进行降尘,挡水槽11对可能飞溅的水流进行有效阻挡,值得注意的是,上述装配孔4的小端与产品16间隙配合的用意在于:可以保证水流可以从该间隙顺利流入并精准的喷洒到产品16的表面,对产品16抛磨过程中产生的粉尘进行及时、精准的降尘处理,工作效率有效提升。
36.在设置上述磨抛盘1、研磨抛光机、挡水槽11时,为了保证上述部件能够有效被固定和支撑,通过图1可以看出,磨抛盘1、研磨抛光机、挡水槽11均设置于承载台12上,保证了各部件进行安装后的稳定性安全性。
37.在设置上述树脂5时,参见图9所示,为了保证锁定工装不会从树脂5上滑脱,树脂5上设置有用于和锁定工装相适配的环槽13。
38.本技术工作时,将产品16装入工装盘3内并拧紧锁定螺栓6对铲平实现锁定,将工装盘3放入研磨抛光机下方的砂纸上,工作时,研磨抛光机的磨抛头7以一定的下压力、转速带动工装盘3转动(磨抛盘1、磨抛头7的转速均无极可调),以实现产品16的研磨与抛光。本技术通过机械研磨、抛光的方式取代了传统手动研磨、手动抛光,通过结合磨抛头7、磨抛盘1、工装盘3以及水嘴10,实现了对产品16的高效磨抛、精准精准降尘,增强了工作效率,降低
了工作人员的劳动强度,同时避免了手工会造成对产品16的研磨、抛光不到位的情况出现。
39.作为实施例1的的优选实施例1
40.考虑到磨抛盘1上设置的装配孔4若采用上、下孔径不变的圆柱状装配孔4,通常存在的弊端就是:当锁定螺栓6未对装配孔4中的产品16实现锁定之前,还需要人工对产品16进行扶持,若及时对产品16进行扶持,在锁定螺栓6对产品16锁定之前,就会造成产品16从装配孔4中掉落的情况;基于此,参见图5所示,装配孔4的形状设置为上大下小的锥形槽结构,且锥形槽结构的装配孔4底部不允许产品16通过,当产品16放入锥形槽结构的装配孔4后,由于上大下小的缘故,产品16可以顺利放入装配孔4,但是不会从底部漏出,避免了工作人员在对产品16进行锁定时还需要对产品16进行扶持的弊端,提高工作效率和降低工作人员的劳动强度。
41.作为实施例1的优选实施例2
42.参见图6可以看出,进一步与优选实施例1中装配孔4的形状相比较,装配孔4有三个壁面与树脂5的表面接触并相切,进而导致装配孔4与树脂5之间形成的间隙至少为三个空隙,间接保证水流可以从树脂5、装配孔4的三个方位流到产品16的表面,确保产品16表面以及周侧的粉尘能够实现快速降尘,实用性更强。
43.实施例2
44.考虑到从水嘴10喷出的水流进入挡水槽11之后,需要对挡水槽11中的水流进行定期清理显得繁琐且浪费水资源,参见图8可以看出,挡水槽11的底部与承载台12的容腔相连通,且承载台12的容腔内设置有水泵14,水泵14与水嘴10连通,当挡水槽11中的水源流入到承载台12的容腔中后,然后通过水泵14将水流抽到水嘴10,进而使水流实现循环再利用,实现节能环保,避免了水源铺装浪费且清理水流劳动强度大的弊端。
45.其中,为了有效提供水流的收集效率,如图1所示,装配孔4的顶部边沿设置有一圈环挡15。
46.值得注意的是,本实施例中所涉及到的电器设备与发电装置、控制器电连接,发电装置、控制器均为市面上常见的现有技术,此处不再赘述。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。