1.本发明属于双辊薄带铸-挤轧技术领域,具体涉及一种用于双辊铸挤轧的改善结晶辊气动性能的流线型花纹。在结晶辊工作面设置流线型花纹,用于降低结晶辊转动过程中的气动阻力,减轻由结晶辊转动产生的气流对熔池自由液面,尤其是对弯月面的扰动。
背景技术:
2.双辊铸挤轧工艺是由bessemer提出的,也称为双辊薄带连铸、双辊薄带铸轧、双辊铸轧等,该工艺利用两个对向旋转的、内部通水的结晶辊直接制备金属薄板带。关于双辊铸挤轧的描述在发明人已经公开的多份已经公开、尚未公开的发明专利申请文件中有详细的描述,在本发明专利申请文件中不再赘述。
3.双辊薄带工艺中,由结晶辊转动带动的气体对熔池自由面的扰动程度,与结晶辊转动过程中其表面对气体的阻力有关。降低结晶辊对气体的阻力,可降低气体对自由面的扰动。
4.为降低结晶辊转动对熔池自由液面,尤其是弯月面的扰动,本发明提出一种用于双辊铸挤轧的改善结晶辊气动性能的流线型花纹。
技术实现要素:
5.当前,对结晶辊工作面花纹和特殊粗糙度的认识,还停留在改善润湿特性、传热特性和降低差速效应的认识层面。差速效应是发明人在申请号为2021108481175的“一种仿生结晶辊及应用该结晶辊的双辊铸轧系统”中报道,差速效应的依据是实验过程中,出熔池的薄带会发生随机偏向任意结晶辊方向的弯曲。
6.发明人的研究发现:双辊薄带工艺中,随结晶辊转动的气体对熔池自由面造成扰动,通过实施急停方法可发现熔池锭与结晶辊接触的表面存在水波纹状的纹理,如附图1所示。这种水波纹状的纹理的产生机制与结晶辊工作面的气动阻力有关。降低结晶辊工作面对气体的阻力,优化结晶辊工作面的气动效应,可有效降低气体对自由面的扰动,从而改善工艺稳定性和薄带质量。
7.本发明提供了一种用于双辊铸挤轧的改善结晶辊气动性能的流线型花纹,双辊铸挤轧系统包括第一结晶辊和第二结晶辊,其特征在于:所述第一结晶辊和\或所述第二结晶辊的工作面设置有若干个流线型花纹单元,所述流线型花纹单元可以是凸起的,所述流线型花纹单元可以是凹陷的,所述流线型花纹的排列可以是规则的,所述流线型花纹的排列可以是不规则的,所述流线型花纹单元可以相同或不同。
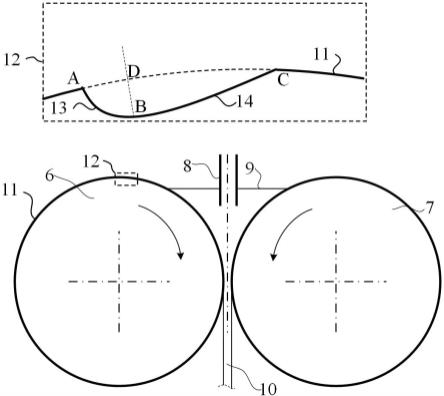
8.所述流线型的定义是:如附图2所示,选取任意结晶辊,设所述结晶辊半径为r,设所述结晶辊工作面是圆柱形曲面ω,则所述圆柱形曲面ω上任一点到所述结晶辊辊身轴线的距离为r,在所述圆柱形曲面ω上设置一个凸起型(或:凹陷型)的花纹单元,若存在这样一个平面φ,所述平面φ经过所述流线型花纹单元,且所述平面φ垂直于结晶辊辊身轴线,则所述流线型花纹单元在所述平面φ的投影是一条连续的曲线abc,点a和点c是位于所述
圆柱形曲面ω上,所述曲线abc所在的曲面是连续光滑的,所述曲线abc仅有一个最高(或:低)点b,且曲线ab的长度与曲线bc的长度不相等,则所述凸起型(或:凹陷型)的花纹单元即为流线型花纹单元。
9.从几何直观上看,所谓曲面是光滑的,是指曲面在每点都有切平面,并且切平面的方向随着曲面上点的连续变动而连续变化。
10.迎风面和背风面的定义是:附图2中,点a和点c到所述结晶辊辊身轴线的距离为r,曲线ab的长度大于曲线bc,将曲线ab定义为迎风面,将曲线bc定义为背风面。
11.所述流线型花纹单元的高度(或:深度)的定义是:附图2中,假设存在这样一个平面ω,所述平面ω经过所述流线型花纹单元,且所述平面ω垂直于结晶辊辊身轴线,在所述平面ω上,b点沿ω的面法线方向在ω上的投影为d,任取另外一个平面ω’,所述平面ω’经过所述流线型花纹单元,且所述平面ω’垂直于结晶辊辊身轴线,在所述平面ω’上,b’点沿ω的面法线方向在ω上的投影为d’,若bd长度始终不小于b’d’,则bd线段长度即为所述流线型花纹单元的高度(或:深度)。
12.所述流线型花纹单元的长度的定义是:附图2中,假设存在这样一个平面ψ,所述平面ψ经过所述流线型花纹单元,且所述平面ψ垂直于结晶辊辊身轴线,取任意一个平面ψ’,所述平面ψ’经过所述流线型花纹单元,且所述平面ψ’垂直于结晶辊辊身轴线,在所述平面ψ’面存在a’,d’,c’三个点,若圆弧线段长度不小于圆弧线段,则圆弧线段的长度就是所述流线型花纹单元的长度。
13.进一步地,一种用于双辊铸挤轧的改善结晶辊气动性能的流线型花纹,其特征在于:在制备钢铁薄带的过程中,所述流线型花纹的高度或深度不大于0.2毫米(mm)。
14.更进一步地,一种用于双辊铸挤轧的改善结晶辊气动性能的流线型花纹,其特征在于:所述流线型花纹的长度不大于1毫米(mm)。所述流线型花纹的尺寸取决于加工方法能够达到的精度。
15.本技术文件提供了一种用于双辊铸挤轧的改善结晶辊气动性能的流线型花纹。本发明专利的优点是显而易见的,通过在结晶辊工作面设置流线型花纹,降低结晶辊旋转过程中的气动阻力,降低结晶辊旋转所带动气体与自由液面的作用,减少弯月面扰动。
附图说明
16.图1为通过实施急停方法得到的熔池锭子,锭子与结晶辊接触的一侧靠近弯月面的部分展现出清晰的水波纹状条纹。
17.图2为流线型花纹的定义示意图。
18.图3为本发明实施例1。
19.图4为本发明实施例1的三维局部图。
20.图5为本发明实施例1的凹型流线型花纹的曲面图。
21.图6为本发明实施例1的凹型流线型花纹的曲面与图3中曲线abc所在平面。
22.图7为本发明实施例1的凸型流线型花纹示意图。
23.以下附图中所涉及的附图编号的对应关系如下:1.结晶辊,2.结晶辊工作面,3.结晶辊局部区域,4.迎风面,5.背风面,6.第一结晶辊,7.第二结晶辊,8.水口,9.自由液面,10.薄带,11.第一结晶辊工作面,12.第二结晶辊局部区域,13,凹型流线型花纹背风面,14.
凹型流线型花纹迎风面,15,凹型流线型花纹曲面,16.曲线abc所在平面,17.凸型流线型花纹曲面。
具体实施方式
24.为了使本技术领域的人员更好地理解本发明方案,下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。因此,以下对在幅图中提供的本发明的实施例的详细描述并非旨在限制要求的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.实施例1本发明实施例1公开的一种用于双辊铸挤轧的改善结晶辊气动性能的流线型花纹,如图3至图7所示。
26.图3中,凹型流线型花纹单元的高度,也就是线段bd的长度为0.12毫米(mm)。
27.图3中,凹型流线型花纹单元沿结晶辊旋转方向的长度,也就是圆弧线段的长度为1毫米(mm)。
28.图3中,相邻两流线型花纹单元的距离为1毫米(mm),所述距离是相邻两流线型花纹单元间的最小距离。
29.图3中,圆弧线段的长度(0.75mm)是圆弧线段长度(0.25mm)的3倍。
30.图3中所示的凹型流线型花纹单元的立体形状如图4、图5和图6所示。
31.图3中所示的凹型流线型花纹单元还可以换成图7中所示的凸型流线型花纹单元。
32.本发明实施例1所示的流线型花纹可以采用腐蚀、激光加工、增材制造、辊压等方式来产生。
33.本发明实施例1中图3所示为等径双辊铸轧机,可选地,还可以是异径式双辊铸轧机,更可以是变径式双辊铸轧机(变径式双辊铸轧机,如发明人所递交的申请号为2021108481175的专利文件中的附图6,用于制备复层管\棒),两个结晶辊可以水平摆放,更可以倾斜摆放或垂直摆放,铸带的引出方式,可以沿着重力方向引出,更可以与重力方向成小于180度的角度引出,甚至可以沿与重力方向完全相反的方向引出。
34.最后应当说明的是,以上实施例仅用以说明本发明的技术方案而非对其限制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解,技术人员阅读本技术说明书后依然可以对本发明的具体实施方式进行修改或者等同替换,但这些修改或变更均未脱离本发明申请待批权利要求保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。