1.本发明涉及变压器材料加工技术领域,特别涉及一种铜钨合金与铁基的粘合装置及粘合工艺。
背景技术:
2.变压器触头是变压器中重要的元器件,变压器的触头材料应当具备以下有要求:一、电导率与热导率要高,以降低触头通过电流时的热损耗,减轻触头表面的氧化。二、触头材料的熔化温度与沸点高、熔化与蒸发潜热高,以减少在电弧或火花作用下触头的磨损量和不易使触头发生熔焊。三、触头材料对周围环境的化学性能要稳定,触头受环境污染后接触电阻的变化小,接触电阻稳定。四、触头材料的硬度与弹性要适当,硬度太大时,接触的面积小,弹性较大的材料在触头闭合时,由于触头间的弹跳使磨损加大。五、触头材料易于加工和粘合。
3.现有的变压器触头通常采用铜钨合金与铁基粘合而成,现有的粘合工艺是在暴露的高温环境中融化后进行粘合,铜钨合金与铁基的粘合效果不佳。
技术实现要素:
4.本发明针对现有技术中存在的铜钨合金与铁基的粘合效果不佳的技术问题,提供了一种铜钨合金与铁基的粘合装置及粘合工艺。
5.本发明解决上述技术问题的技术方案如下:
6.一种铜钨合金与铁基的粘合装置,包括:推杆机构、进料炉管、石墨舟、炉体、出料炉管及充气系统;
7.所述炉体设置为密闭的腔室结构,所述炉体的一端设置有入口、另一端设置有出口;所述进料炉管的前端设置有第一密封门,所述进料炉管的后端与所述炉体的入口连接;所述出料炉管的前端与所述炉体的出口连接,所述出料炉管的后端设置有第二密封门;
8.所述进料炉管、炉体及出料炉管内设置有滑道,所述石墨舟设置在所述滑道上;所述推杆机构的活动端穿过所述第一密封门与所述石墨舟连接;
9.所述充气系统与所述炉体的内部连接,所述充气系统用于向所述炉体内充入惰性气体。
10.进一步地:还包括:进料架及出料架;
11.所述进料架设置在所述炉体的前侧,所述推杆机构及进料炉管安装在所述进料架上;所述出料架设置在所述炉体的后侧,所述出料炉管设置在所述出料架上。
12.进一步地:还包括:护罩;所述护罩包覆于所述炉体的外侧。
13.本发明还提供了一种铜钨合金与铁基的粘合工艺,该工艺基于铜钨合金与铁基的粘合装置实现,该工艺包括如下步骤:
14.步骤s1.将所述铁基块、钨合金块及铜块设置在石墨舟内,所述铁基块、钨合金块及铜块周围采用石英砂填充;
15.步骤s2.通过推杆机构将石墨舟推送至炉体内部;
16.步骤s3.控制充气系统向炉体内充入惰性气体;
17.步骤s4.控制炉体内的加热设备工作,对石墨舟进行加热使铜块熔化;
18.步骤s5.停止加热使石墨舟进行了冷却,待石墨舟内的铁基块、钨合金块及铜块一体成型;
19.步骤s6.通过推杆机构将石墨舟进一步推送至出料炉管,打开第二密封门,将粘合的铁基块、钨合金块及铜块取出送入机加工设备进行机加工。
20.进一步地:所述步骤s4中的加热温度为1360℃-1450℃。
21.进一步地:所述步骤s4中的加热时间为25-30min。
22.进一步地:所述步骤s1包括:
23.步骤s11.在石墨舟的底部铺设一层厚度为5-7cm的石英砂;
24.步骤s12.在该石英砂上放置铁基块,在所述铁基块的上方放置钨合金块,在所述钨合金块的上方放置铜块;
25.步骤s13.在所述石墨舟内填充石英砂并压紧,使所述铁基块、钨合金及铜块完全埋设于石英砂中。
26.进一步地:所述步骤s12中,所述铁基块、钨合金块及铜块的厚度比为1:5:5。
27.进一步地:所述石英砂的粒度为0.3-0.5mm。
28.本发明提供的铜钨合金与铁基的粘合装置及粘合工艺至少具备以下有益效果或优点:
29.本发明提供的铜钨合金与铁基的粘合装置及粘合工艺,将铁基块、钨合金块及铜块设置在石墨舟内,铁基块、钨合金块和铜块周围采用石英砂填充;通过推杆机构将石墨舟推送至炉体内部;控制充气系统向炉体内充入惰性气体;控制炉体内的加热设备工作,对石墨舟进行加热使铜块熔化;停止加热使石墨舟冷却,待石墨舟内的铁基块、钨合金块和铜块一体成型;通过推杆机构将石墨舟进一步推送至出料炉管,打开第二密封门,将粘合的铁基块、钨合金块及铜块取出送入机加工设备进行机加工。该铜钨合金与铁基的粘合粘合工艺,将铁基块、钨合金块及铜块按照特定的顺序排列,并在炉体内加热至一定温度后,铜块熔化,一小部分熔融状态的铜水在重力的作用下渗入至铁基块和钨合金块之间的间隙内,并将铁基块和钨合金包覆住,实现铁基块和钨合金块之间的可靠粘合,大部分熔融状态铜水仍位于钨合金上方,等待冷却后重新固化成铜块,使铁基块、钨合金块和铜块一体化可靠成型。
附图说明
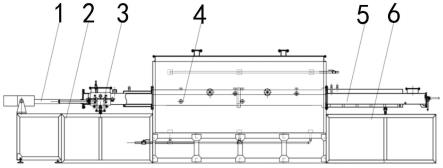
30.图1为本发明实施例提供的铜钨合金与铁基的粘合装置结构示意图;
31.图2为本发明实施例提供的铁基块、钨合金块及铜块排列位置示意图。
32.附图中,各标号所代表的部件列表如下:
33.1-推杆机构,2-进料架,3-进料炉管,4-炉体,5-出料炉管,6-出料架,7-石墨舟,8-铁基块,9-钨合金块,10-铜块,11-粘胶带。
具体实施方式
34.本发明针对现有技术中存在的铜钨合金与铁基的粘合效果不佳的技术问题,提供了一种铜钨合金与铁基的粘合装置及粘合工艺。
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.实施例1
37.本实施例提供了一种铜钨合金与铁基的粘合装置,参见图1,其主要包括:推杆机构1、进料炉管3、石墨舟7、炉体4、出料炉管5及充气系统。其中:炉体4设置为密闭的腔室结构,炉体4采用隔热保温材质,炉体4内部设置有加热设备;炉体4的一端设置有入口、另一端设置有出口。进料炉管3的前端设置有第一密封门,进料炉管3的后端与炉体4的入口连接,连接处采用保温隔热材质密封。出料炉管5的前端与炉体4的出口连接,连接处采用保温隔热材质密封,出料炉管5的后端设置有第二密封门。进料炉管3、炉体4及出料炉管5内设置有滑道,滑道采用耐高温材质,需要耐高温1500℃以上;石墨舟7设置在滑道上,石墨舟7可在滑道上前后方向运动。推杆机构1的活动端穿过第一密封门与石墨舟7连接,推杆机构1用于推动石墨舟7沿滑道前后运动。充气系统与炉体4的内部连接,充气系统用于向炉体4内充入惰性气体,以减少炉体4内空气的含量。炉体4的外侧还包覆有护罩,一方面可以对炉体4进行防护,另一方面可进一步增加炉体4的保温性能。
38.为便于整个装置的布局及安装,本发明提供的一优选实施例还包括:进料架2及出料架6。进料架2设置在炉体4的前侧,推杆机构1及进料炉管3安装在进料架2上;出料架6设置在炉体4的后侧,出料炉管5设置在出料架6上。
39.实施例2
40.参见图1及图2,本实施例提供了一种铜钨合金与铁基的粘合工艺,该工艺基于铜钨合金与铁基的粘合装置实现,该工艺包括如下步骤:
41.步骤s1.将铁基块8、钨合金块9及铜块10设置在石墨舟7内,铁基块8、钨合金块9和铜块10周围采用石英砂填充。
42.具体的,步骤s1包括:
43.步骤s11.在石墨舟7的底部铺设一层厚度为5-7cm的石英砂。步骤s12.在该石英砂上放置铁基块8,在铁基块8的上方放置钨合金块9,在钨合金块9的上方放置铜块10,采用粘胶带11将铁基块8、钨合金块9及铜块10预固定;铁基块8、钨合金块9及铜块10的厚度比为1:5:5。步骤s13.在石墨舟7内填充石英砂并压紧,使铁基块8、钨合金及铜块10完全埋设于石英砂中。上述步骤s1中,石英砂的粒度设置为0.3-0.5mm;石英砂的粒度过小不利于熔融状态的铜水渗入到铁基块8与钨合金之间的间隙及表面上,影响铁基块8、钨合金块9和铜块10的粘合效果;石英砂的粒径过大,大量的熔融状态的铜水会渗入至石英砂的间隙内,同样会影响影响铁基块8、钨合金块9和铜块10的粘合效果,并且会影响钨合金块9上方的铜块10再次成型。
44.步骤s2.通过推杆机构1将石墨舟7推送至炉体4内部。推杆机构1采用电机配合齿轮齿条机构实现,或通过电动推杆机构1实现。
45.步骤s3.控制充气系统向炉体4内充入惰性气体。惰性气体可采用氦气或氩气等,充气时间根据充气的速率决定,以完全排出炉体4内部的空气为准。
46.步骤s4.控制炉体4内的加热设备工作,对石墨舟7进行加热使铜块10熔化。
47.其中:步骤s4中的加热温度为设置为1360℃-1450℃,该加热温度能够保证铜块10熔化,且铁基块8和钨合金块9仍保持固态结构。加热时间为25-30min,以保证铜块10能够完全溶解。
48.步骤s5.停止加热使石墨舟7冷却,待石墨舟7内的铁基块8、钨合金块9及铜块10一体成型。铜块10完全熔化后,少部分熔融状态的铜水渗入至铁基块8与钨合金之间的间隙及表面上。
49.步骤s6.通过推杆机构1将石墨舟7进一步推送至出料炉管5,打开第二密封门,将粘合的铁基块8、铜钨合金块9及铜块10取出送入机加工设备进行机加工。取出时,产品的温度约为150℃。机加工流程包括:通过加工中心将产品的外形铣至所需的尺寸,倒角去毛刺;通过数控车以加工中心铣削完成面为基面,安装专用卡爪,车削各部尺寸至图纸要求;通过钳工钻孔攻丝至尺寸要求。
50.参见图1及图2,本发明实施例提供的铜钨合金与铁基的粘合装置及粘合工艺至少具备以下有益效果或优点:
51.本发明实施例提供的铜钨合金与铁基的粘合装置及粘合工艺,将铁基块8、钨合金块9及铜块10设置在石墨舟7内,铁基块8、钨合金块9和铜块10周围采用石英砂填充;通过推杆机构1将石墨舟7推送至炉体4内部;控制充气系统向炉体4内充入惰性气体;控制炉体4内的加热设备工作,对石墨舟7进行加热使铜块10熔化;停止加热使石墨舟7进行冷却,待石墨舟7内的铁基块8、钨合金块9和铜块10和一体成型;通过推杆机构1将石墨舟7进一步推送至出料炉管5,打开第二密封门,将粘合的铁基块8、钨合金块9和铜块10取出送入机加工设备进行机加工。该铜钨合金与铁基的粘合粘合工艺,将铁基块8、钨合金块9及铜块10按照特定的顺序排列,并在炉体4内加热至一定温度后,铜块10熔化,一小部分熔融状态的铜水在重力的作用下渗入至铁基块8和钨合金块9之间的间隙内,并将铁基块8和钨合金包覆住,实现铁基块8和钨合金块9之间的可靠粘合,大部分熔融状态铜水仍位于钨合金上方,等待冷却后重新固化成铜块10,使铁基块8、钨合金块9和铜块10一体化可靠成型。
52.在本发明的描述中,应当说明的是,各实施例中的术语名词例如“上”、“下”、“前”、“后”、“左”、“右”等指示方位的词语,只是为了简化描述基于说明书附图的位置关系,并不代表所指的元件和装置等必须按照说明书中特定的方位和限定的操作及方法、构造进行操作,该类方位名词不构成对本发明的限制。
53.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以结合具体情况理解上述术语在本发明中的具体含义。
54.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。