1.本实用新型属于冲孔机床领域,尤其涉及一种专用的高速冲孔机。
背景技术:
2.本技术人申请的专利号为zl201120445410.9(公告号为cn202316739u)的中国实用新型专利《一种高速冲孔机》披露了这样一种结构,包括机架,由基座、上座板及设置在基座和上座板之间的四根导柱组成,基座上部设置有下冲孔模具;中间模板,位于基座和上座板之间并可沿导柱上下滑移,中间模板下方设置有上冲孔模具;驱动结构,用以驱动中间模板上下移动;其特征在于还包括回复弹簧,套设在导柱上,回复弹簧的上端与中间模板的下端面抵触,回复弹簧的下端与基座的上端面抵触。回复弹簧置于中间模板和基座之间,即为中间模板的动作提供一个回复力,又平衡了中间模板的受力,使得中间模板上下动作的惯性力大大减小,从而高速冲压及柔性冲压得以实现。
3.本技术人申请的专利号为zl201921740676.9(公告号为cn211418968u)的中国实用新型专利《一种收卷机》披露了这样一种结构,包括卷料装置、压料装置和收卷张力调节机构,卷料装置包括通过轴承转动安装在机架上的卷料轴、及用以驱动卷料轴旋转的电机;其特征在于:压料装置包括两左右间隔设置的侧板,侧板的下端固定有第一转轴,第一转轴通过第一轴承座安装在机架上,两侧板的上端之间安装有能绕自身轴线旋转的压辊,压辊用以压住绕卷在卷料轴上的材料薄膜,机架上安装有用以驱动侧板上下摆动的侧板驱动气缸,机架上固定有第一编码器安装板,第一编码器安装板上固定有第一旋转编码器,第一旋转编码器的轴与第一转轴同轴连接,第一旋转编码器能检测出第一转轴的旋转角度。该收卷机为在不同状态下提供不同的压料力提供可能,可对压料力进行适应性调整。
4.如何设计出一套布局合理针对前述高速冲孔机和收卷机的冲孔生产线是本技术人亟需解决的技术问题。
技术实现要素:
5.本实用新型所要解决的技术问题是针对上述现有技术现状而提供一种衔接布局合理、送料操作方便的打孔生产线。
6.本实用新型解决上述技术问题所采用的技术方案为:一种打孔生产线,包括沿着板料行进方向间隔设置的高速冲孔机和收卷机,其特征在于,还包括开卷抹油机和伺服送料机,所述开卷抹油机设于高速冲孔机的进料方向,所述伺服送料机设于高速冲孔机的出料方向、且位于高速冲孔机和收卷机之间,所述伺服送料机包括机架、伺服电机,机架上设有上下对设的下辊轴和上辊轴,所述下辊轴和上辊轴的旋转能带动板料能从下辊轴和上辊轴之间通过,所述伺服电机的输出端上安装有第一带轮,所述下辊轴一端安装有第二带轮,所述第一带轮与第二带轮通过同步带连接,所述下辊轴的另一端安装有第一齿轮,所述上辊轴的对应端安装有与第一齿轮啮合的第二齿轮。
7.进一步改进,上述机架具有底板、两块左右间隔设置的侧板及设于两侧板上方的
顶板,所述下辊轴通过轴承安装在两块所述侧板之间,各所述侧板的上部均开有方形槽,各方形槽内插设有滑板,所述上辊轴通过轴承安装在两块所述滑板之间,两块所述滑板则安装在压板的下方,所述顶板上安装有多个气缸,所述压板则固定在所述气缸的动作轴的下端。气缸可以调节压板的下移距离,进而可以控制下辊轴和上辊轴之间的间隙,确保下辊轴和上辊轴的旋转能带动板料稳定的从下辊轴和上辊轴之间通过。
8.上述气缸的动作轴的上端穿出气缸壳体,气缸的动作轴的上端螺纹连接有调节螺母,在气缸的动作轴向下伸出最大行程后,所述调节螺母与气缸外壳顶部抵触。
9.进一步改进,上述底板上设有下轮架,所述下轮架上安装有两前后间隔设置的能绕自身轴线旋转的下压轮,两个下压轮对所述下辊轴的中间的底部形成支撑。下压轮对下辊轴起到辅助支撑作用,防止下辊轴受力压板压力后变形,导致上下辊轴之间间隙在宽度方向上不均匀;上述压板上设有上轮架,所述上轮架上安装有两前后间隔设置的能绕自身轴线旋转的上压轮,两个上压轮对压在所述上辊轴的中间的顶部。上压轮对上辊轴起到辅助支撑作用,防止上辊轴受力压板压力后变形,导致上下辊轴之间间隙在宽度方向上不均匀。
10.作为改进,上述高速冲孔机的废料排泄口下方设有用于承接废料的移动式废料小车。移动式废料小车用于收集从打孔模具中冲落下来的废料,装满后可移动出来去别处倾倒。
11.作为优选,上述机架固定在高速冲孔机的架体的侧壁上。伺服送料机能更好与高速冲孔机的出料端配合,若将机架搁置在地面上,则需要将机架做大,浪费材料,且不方便与高速冲孔机的出料端配合。
12.作为优选,上述开卷抹油机包括安装架,安装架上设有上下对设的能绕自身轴线旋转的上毛毡辊与下毛毡辊,板料能从上毛毡辊与下毛毡辊之间穿过,安装架的顶部设有注油管道,注油管道上设有多个滴向上毛毡辊的滴油口和流向下毛毡辊的注油连接管,滴油口和注油连接管上设有调节向下滴油速度的流量调节柱。
13.作为改进,上述上毛毡辊的两端的上方设有使上毛毡辊保持下压趋势的弹簧。弹簧的设置使上下毛毡辊能紧贴着材料。
14.进一步改进,上述开卷抹油机还包括耐油橡胶辊和金属刮油辊,金属刮油辊设于耐油橡胶辊的下方且与耐油橡胶辊平行设置,所述板料能从耐油橡胶辊和金属刮油辊之间通过。耐油橡胶辊将板料上表面的润滑油涂抹均匀并刮除多余的润滑油,由于本高速冲孔机的冲孔模具需要板料下表面有稍微多的润滑油,所以由金属刮油轴能将板料下表面的润滑油涂抹均匀并刮除多余的润滑油。
15.进一步改进,上述耐油橡胶辊嵌入到一u形的金属框内,所述金属框的两头固定在辅助气缸的动作轴上。该结构能调整耐油橡胶辊与金属刮油辊之间的间隙,能更好将板料上下表面的润滑油涂抹均匀并刮除多余的润滑油。
16.与现有技术相比,本实用新型的优点在于:在高速冲孔机出料方向安装一台伺服送料机来实现间歇送料,伺服送料机由伺服电机提供动力,可以通过触摸屏直接输入以控制伺服电机的转动频率,从而实现每次送料长度即送料节距的控制,而之前的机械式送料机需要不断的试冲测量与调节连杆长度实现,费时费力;收卷机负责收卷打孔后的板料,开卷抹油机负责对未打孔的板料的上表面和下表面涂油,各部分各司其职,各步骤衔接合理。
附图说明
17.图1为本实用新型实施例的正视图;
18.图2为本实用新型实施例的俯视图;
19.图3为本实用新型实施例中伺服送料机的正向剖视图;
20.图4为本实用新型实施例中伺服送料机的侧向剖视图;
21.图5为本实用新型实施例中伺服送料机的侧视图;
22.图6为本实用新型实施例中开卷抹油机的正视图;
23.图7为图6的a-a向剖视图;
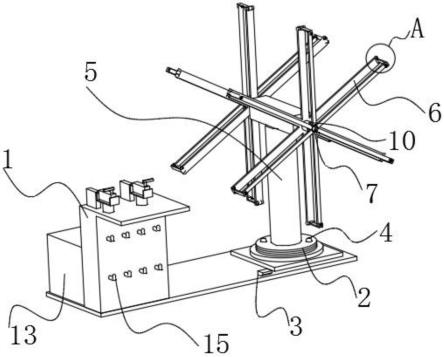
24.图8为图6的b-b向剖视图。
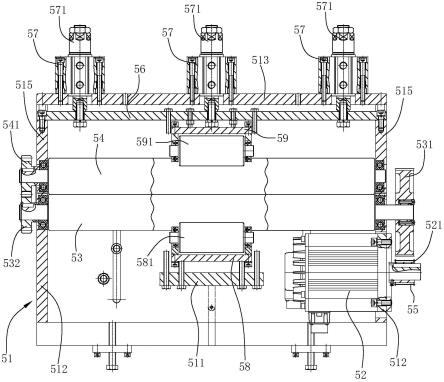
具体实施方式
25.以下结合附图实施例对本实用新型作进一步详细描述。
26.如图1~8所示,为本实用新型的一个优选实施例。
27.一种打孔生产线,包括沿着板料4行进方向间隔设置的高速冲孔机1和收卷机2,高速冲孔机1的废料排泄口下方设有用于承接废料的移动式废料小车6。
28.还包括开卷抹油机3和伺服送料机5,所述开卷抹油机3设于高速冲孔机1的进料方向,所述伺服送料机5设于高速冲孔机1的出料方向、且位于高速冲孔机1和收卷机2 之间,所述伺服送料机5包括机架51、伺服电机52,机架51上设有上下对设的下辊轴 53和上辊轴54,机架51固定在高速冲孔机1的架体的侧壁上。下辊轴53和上辊轴54 的旋转能带动所述板料4能从下辊轴53和上辊轴54之间通过,所述伺服电机52的输出端上安装有第一带轮521,所述下辊轴53一端安装有第二带轮531,所述第一带轮521 与第二带轮531通过同步带55连接,所述下辊轴53的另一端安装有第一齿轮532,所述上辊轴54的对应端安装有与第一齿轮532啮合的第二齿轮541。
29.机架51具有底板511、两块左右间隔设置的侧板512及设于两侧板512上方的顶板 513,所述下辊轴53通过轴承安装在两块所述侧板512之间,各所述侧板512的上部均开有方形槽514,各方形槽514内插设有滑板515,所述上辊轴54通过轴承安装在两块所述滑板515之间,两块所述滑板515则安装在压板56的下方,所述顶板513上安装有多个气缸57,所述压板56则固定在所述气缸57的动作轴的下端。
30.气缸57的动作轴的上端穿出气缸壳体,气缸57的动作轴的上端螺纹连接有调节螺母571,在气缸57的动作轴向下伸出最大行程后,调节螺母571与气缸外壳顶部抵触。
31.底板511上设有下轮架58,所述下轮架58上安装有两前后间隔设置的能绕自身轴线旋转的下压轮581,两个下压轮581对所述下辊轴53的中间的底部形成支撑;所述压板 56上设有上轮架59,所述上轮架59上安装有两前后间隔设置的能绕自身轴线旋转的上压轮591,两个上压轮591对压在所述上辊轴54的中间的顶部。
32.开卷抹油机3包括安装架31,所述安装架31上设有上下对设的能绕自身轴线旋转的上毛毡辊32与下毛毡辊33,板料4能从上毛毡辊32与下毛毡辊33之间穿过,安装架 31的顶部设有注油管道34,注油管道34上设有多个滴向上毛毡辊32的滴油口35和流向下毛毡辊33的注油连接管36,滴油口35和注油连接管36上设有调节向下滴油速度的流量调节柱37。上毛毡辊32的两端的上方设有使上毛毡辊32保持下压趋势的弹簧38。
33.开卷抹油机3还包括耐油橡胶辊39和金属刮油辊310,金属刮油辊310设于耐油橡胶辊39的下方且与耐油橡胶辊39平行设置,所述板料4能从耐油橡胶辊39和金属刮油辊310之间通过。耐油橡胶辊39嵌入到一u形的金属框311内,所述金属框311的两头固定在辅助气缸312的动作轴上。
34.在高速冲孔机1出料方向安装一台伺服送料机5来实现间歇送料,伺服送料机5由伺服电机52提供动力,可以通过触摸屏直接输入以控制伺服电机52的转动频率,从而实现每次送料长度即送料节距的控制,而之前的机械式送料机需要不断的试冲测量与调节连杆长度实现,费时费力;收卷机2负责收卷打孔后的板料4,开卷抹油机3负责对未打孔的板料4的上表面和下表面涂油,各部分各司其职,各步骤衔接合理。
35.需要说明的是,本实施例的描述中,术语“前、后”、“左、右”、“上、下”等指示的方位或位置关系均为基于附图所示的方位或位置关系,仅仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。