1.本发明涉及有色金属加工领域,具体涉及一种钛合金毛细管的加工方法。
背景技术:
2.凡内径很细的管子叫“毛细管”。通常指的是内径等于或小于1毫米的细管,因管径有的细如毛发故称毛细管。钛及钛合金是一种具有极高的比强度、良好的耐腐蚀性、优异的耐热性和无毒无磁性的结构材料。由于钛合金毛细管由于具备出色的强度及抗腐蚀性,在高端先进的精密医学设备中具有越来越广泛地用途。但现有多数厂家的钛合金毛细管生产工艺存在质量稳定性较低,产品成品率不高的问题。
技术实现要素:
3.有鉴于此,本发明的目的是提供一种钛合金毛细管的加工方法,以解决上述背景技术提出的问题。
4.为了解决上述问题,本发明的技术方案是:
5.一种钛合金毛细管的加工方法,包括以下步骤:
6.步骤一:钛合金铸锭材料,选取含量为99.5%的海绵钛作为原材料,将钛合金充分熔化后,加入磷元素,进行脱氧步骤;
7.步骤二:重新测定钛合金材质中氧含量的实际含量;
8.步骤三:检测材质完全达标以后,然后开始浇铸钛合金铸锭;
9.步骤四:将钛合金铸锭进行均匀化处理,800-1000℃保温8~12h,空气冷却,然后根据成品重量进行锯切;
10.步骤五:将钛合金铸锭扒皮后切去冒口和锭底,送入加热炉中进行加热;
11.步骤六:将加热好的钛合金铸锭送入挤压机中进行穿孔挤压;
12.步骤七:将挤压好的钛合金管材放入拉管机中进行拉拔;
13.步骤八:当管材拉拔至直径小于10mm时,进行热处理,恢复塑性,打卷;
14.步骤九:将打卷好的管材送入盘拉机继续开始拉拔,直至成品尺寸;
15.步骤十:将盘拉完成的钛合金毛细管进行包装。
16.进一步的,步骤一中,所述钛基合金符合gb/t2524-2019高纯海绵钛,钛纯度可达到99.5%,把所述海绵钛材料装入真空电子束熔炉的送料机构,待进入所述电子束熔炉后,进行电子束精炼,经过冷却凝固形成所述钛铸锭,所述钛铸锭直径为145mm~440mm不等。
17.进一步的,步骤一完成后,需要再次对已经熔铸好的钛合金铸锭进行实际成分检测,由于材料在高温中会产生熔损,实际含量会与前期按比例加入的含量有所不同,进行实际检测后,在后续加工环节中,可以更清楚的进行材料配比。
18.进一步的,步骤一与步骤二之间,对所述钛合金铸锭进行检测,分析钛含量、氧含量、晶粒度及各种杂质含量。
19.进一步的,每个步骤完成后,都应对所述的材料铸锭进行表面质量检查及内部探
伤检查,并对检查出的质量问题进行修整。
20.进一步的,步骤一中,除海绵钛外,还加入v、al、ru、fe、cr与zr,其质量分数为:海绵钛80份、cr10份、zr10份、v6份、al 3份、ru3份、fe2份。
21.进一步的,在步骤二中,分别使用化学法及光谱法对主要成分及微量元素的杂质进行确切检测,避免微量元素超标造成材料缺陷。
22.进一步的,在步骤三中,需要在恒温环境中进行熔铸,由于材料特殊,浇铸过程中,冷却强度需要按浇铸速度及时调整,避免由于冷却强度不均造成铸锭内外出现气孔及断层。
23.进一步的,在步骤六中,要求对穿孔所用工具进行抛光、润滑保证穿孔均匀,稳定,对铸锭喷涂热障涂层。
24.进一步的,在步骤七中,要每隔三~四道次时进行一次热处理恢复材料塑性,避免拉断。
25.相对于现有技术,
26.1、本发明增加了化学法及光谱法对主要成分及微量元素的杂质进行确切检测,避免微量元素超标造成材料缺陷;在步骤六中,要求对穿孔所用工具进行抛光、润滑,保证穿孔均匀,稳定;在步骤七中,要每隔三~四道次时进行一次热处理恢复材料塑性,避免拉断;提高了产品质量;
27.2、本发明在恒温环境中进行熔铸,由于材料特殊,浇铸过程中,冷却强度需要按浇铸速度及时调整,避免由于冷却强度不均造成铸锭内外出现气孔及断层,进一步提高了产品质量。
28.3、进一步的,本发明在非医用领域的钛合金毛细管中,加入v、cr、al等金属元素,使产品的抗氧化性大大增强,氧化层致密,在热加工中不易脱落,在热处理后表面质量良好。加入的v、cr等β稳定化元素,使得固溶处理无需水冷却即能保持β相组织,热处理工艺简单,成本较低,且方便应用。
29.具体实施方法
30.医用钛合金毛细管实施例
31.包括以下步骤:
32.步骤一:钛合金铸锭材料,选取含量为99.5%的海绵钛作为原材料,将钛合金充分熔化后,加入磷元素,进行脱氧步骤;
33.步骤二:重新测定钛合金材质中氧含量的实际含量;
34.步骤三:检测材质完全达标以后,然后开始浇铸钛合金铸锭;
35.步骤四:将钛合金铸锭进行均匀化处理,900℃保温10h,空气冷却,然后根据成品重量进行锯切;
36.步骤五:将钛合金铸锭扒皮后切去冒口和锭底,送入加热炉中进行加热;
37.步骤六:将加热好的钛合金铸锭送入挤压机中进行穿孔挤压;
38.步骤七:将挤压好的钛合金管材放入拉管机中进行拉拔;
39.步骤八:当管材拉拔至直径小于10mm时,进行热处理,恢复塑性,打卷;
40.步骤九:将打卷好的管材送入盘拉机继续开始拉拔,直至成品尺寸;
41.步骤十:将盘拉完成的钛合金毛细管进行包装。
42.进一步的,步骤一中,所述钛基合金符合gb/t2524-2019高纯海绵钛,钛纯度可达到99.5%,把所述海绵钛材料装入真空电子束熔炉的送料机构,待进入所述电子束熔炉后,进行电子束精炼,经过冷却凝固形成所述钛铸锭,所述钛铸锭直径为145mm~440mm不等。
43.进一步的,步骤一完成后,需要再次对已经熔铸好的钛合金铸锭进行实际成分检测,由于材料在高温中会产生熔损,实际含量会与前期按比例加入的含量有所不同,进行实际检测后,在后续加工环节中,可以更清楚的进行材料配比。
44.进一步的,步骤一与步骤二之间,对所述钛合金铸锭进行检测,分析钛含量、氧含量、晶粒度及各种杂质含量。
45.进一步的,每个步骤完成后,都应对所述的材料铸锭进行表面质量检查及内部探伤检查,并对检查出的质量问题进行修整。
46.进一步的,在步骤二中,分别使用化学法及光谱法对主要成分及微量元素的杂质进行确切检测,避免微量元素超标造成材料缺陷。
47.进一步的,在步骤三中,需要在恒温环境中进行熔铸,由于材料特殊,浇铸过程中,冷却强度需要按浇铸速度及时调整,避免由于冷却强度不均造成铸锭内外出现气孔及断层。
48.进一步的,在步骤六中,要求对穿孔所用工具进行抛光、润滑保证穿孔均匀,稳定,对铸锭喷涂热障涂层。
49.进一步的,在步骤七中,要每隔三~四道次时进行一次热处理恢复材料塑性,避免拉断。
50.非医用钛合金毛细管实施例
51.包括以下步骤:
52.步骤一:钛合金铸锭材料,选取含量为99.5%的海绵钛作为原材料,还加入v、al、ru、fe、cr与zr,其质量分数为:海绵钛80份、cr10份、zr10份、v6份、al3份、ru3份、fe2份,充分熔化后,加入磷元素,进行脱氧步骤;
53.步骤二:重新测定钛合金材质中氧含量的实际含量;
54.步骤三:检测材质完全达标以后,然后开始浇铸钛合金铸锭;
55.步骤四:将钛合金铸锭进行均匀化处理,900℃保温10h,空气冷却,然后根据成品重量进行锯切;
56.步骤五:将钛合金铸锭扒皮后切去冒口和锭底,送入加热炉中进行加热;
57.步骤六:将加热好的钛合金铸锭送入挤压机中进行穿孔挤压;
58.步骤七:将挤压好的钛合金管材放入拉管机中进行拉拔;
59.步骤八:当管材拉拔至直径小于10mm时,进行热处理,恢复塑性,打卷;
60.步骤九:将打卷好的管材送入盘拉机继续开始拉拔,直至成品尺寸;
61.步骤十:将盘拉完成的钛合金毛细管进行包装。
62.进一步的,步骤一中,所述钛基合金符合gb/t2524-2019高纯海绵钛,钛纯度可达到99.5%,把所述海绵钛材料装入真空电子束熔炉的送料机构,待进入所述电子束熔炉后,进行电子束精炼,经过冷却凝固形成所述钛铸锭,所述钛铸锭直径为145mm~440mm不等。
63.进一步的,步骤一完成后,需要再次对已经熔铸好的钛合金铸锭进行实际成分检测,由于材料在高温中会产生熔损,实际含量会与前期按比例加入的含量有所不同,进行实
际检测后,在后续加工环节中,可以更清楚的进行材料配比。
64.进一步的,步骤一与步骤二之间,对所述钛合金铸锭进行检测,分析钛含量、氧含量、晶粒度及各种杂质含量。
65.进一步的,每个步骤完成后,都应对所述的材料铸锭进行表面质量检查及内部探伤检查,并对检查出的质量问题进行修整。
66.进一步的,在步骤二中,分别使用化学法及光谱法对主要成分及微量元素的杂质进行确切检测,避免微量元素超标造成材料缺陷。
67.进一步的,在步骤三中,需要在恒温环境中进行熔铸,由于材料特殊,浇铸过程中,冷却强度需要按浇铸速度及时调整,避免由于冷却强度不均造成铸锭内外出现气孔及断层。
68.进一步的,在步骤六中,要求对穿孔所用工具进行抛光、润滑保证穿孔均匀,稳定,对铸锭喷涂热障涂层。
69.进一步的,在步骤七中,要每隔三~四道次时进行一次热处理恢复材料塑性,避免拉断。
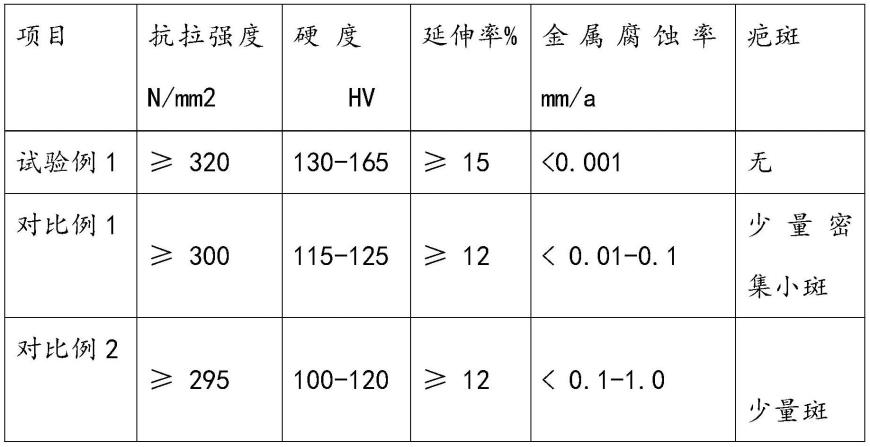
70.实验例
71.试验例1为实施例所得非医用钛合金毛细管;
72.对比例1为江西某金属制品有限公司生产的钛合金毛细管;
73.对比例2为深圳某铜业制造有限公司生产的钛合金毛细管。
74.依据gb/t3620.1-2016和gb/t3620.2-2007的标准和试验方法对三组实验例进行性能检测。
[0075][0076]
由上表可知,本实施例的钛合金毛细管表面损伤情况最好,抗拉强度、硬度、耐腐蚀性也是最优。
[0077]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。