1.本发明涉及上料机技术领域,具体为一种搓板式圆钢上料机的调节结构及使用方法。
背景技术:
2.圆钢是指截面为圆形的实心长条钢材。目前圆钢在生产时,一般会通过搓板式上料机进行上料。
3.但是现有的搓板式上料机成本投入较大,主要原因是现有的搓板式上料机其调节结构的驱动源为一个单独的驱动组件,从而会提高搓板式上料机的整体电机数量,因此,发明一种搓板式圆钢上料机的调节结构及使用方法。
技术实现要素:
4.鉴于上述和/或现有一种搓板式圆钢上料机的调节结构及使用方法中存在的问题,提出了本发明。
5.因此,本发明的目的是提供一种搓板式圆钢上料机的调节结构及使用方法,能够解决上述提出现有的问题。
6.为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
7.一种搓板式圆钢上料机的调节结构,其包括工作箱,所述工作箱的右侧内腔通过轴承转动连接转轴,且转轴上固定安装搓板,所述工作箱的左侧固定安装用于收集圆钢的收集板,还包括:
8.用于对搓板的一侧进行角度调节的调节组件;
9.用于将搓板上滑下来的圆钢移至收集板中的移动组件;
10.以及用于使调节组件和移动组件分别运行的驱动组件。
11.作为本发明所述的一种搓板式圆钢上料机的调节结构的一种优选方案,其中:所述调节组件包括:
12.角度调节组件,所述角度调节组件连接在工作箱的左侧内壁上,且角度调节组件通过传动组件可与驱动组件相连接;
13.用于将搓板的一侧与角度调节组件相接触的贴合组件。
14.作为本发明所述的一种搓板式圆钢上料机的调节结构的一种优选方案,其中:所述角度调节组件包括:
15.转动杆,所述转动杆通过轴承转动连接在工作箱的左侧内壁上;
16.利用其表面使搓板的一侧升降的凸轮,所述转动杆的两端均固定安装凸轮,且凸轮的形状设置成椭圆形,所述凸轮与所述搓板相接触。
17.作为本发明所述的一种搓板式圆钢上料机的调节结构的一种优选方案,其中:所述贴合组件为:
18.伸缩杆,所述伸缩杆的底部转动连接在工作箱的内壁底端上,所述伸缩杆的顶部
转动连接在搓板的底部上;
19.弹簧,所述弹簧设在伸缩杆上,以实现利用其弹性使凸轮与搓板紧密接触。
20.作为本发明所述的一种搓板式圆钢上料机的调节结构的一种优选方案,其中:所述传动组件包括:
21.第一l形板,所述第一l形板固定安装在工作箱的右侧内壁上;
22.传动杆,所述传动杆通过轴承转动连接在第一l形板上;
23.第一齿轮,所述第一齿轮固定安装在传动杆的顶部上;
24.第二齿轮,所述第二齿轮的内壁固定安装转动杆,且第二齿轮与第一齿轮啮合连接,以实现改变传动方向。
25.作为本发明所述的一种搓板式圆钢上料机的调节结构的一种优选方案,其中:所述移动组件包括:
26.升降组件,所述升降组件安装在工作箱的左侧内壁上;
27.顶板,所述顶板安装在升降组件上,且顶板的顶端一侧设有第一弧形槽;
28.支撑块,所述支撑块固定安装在工作箱的左侧内壁上,且支撑块的顶端一侧设有第二弧形槽;
29.所述第一弧形槽与所述第二弧形槽对称设置,以实现对圆钢进行支撑。
30.作为本发明所述的一种搓板式圆钢上料机的调节结构的一种优选方案,其中:所述升降组件包括:
31.第一l形板,所述第一l形板固定安装在工作箱的左侧内壁上;
32.螺杆,所述螺杆通过轴承转动连接在第一l形板上,且螺杆上螺纹连接螺母,所述螺杆的顶部固定安装限位杆;
33.滑块,所述滑块的内壁固定安装螺母,且滑块的顶部两端均固定安装支撑杆,所述支撑杆的顶部固定安装支撑板,且支撑板的顶部固定安装顶板;
34.导向杆,所述第一l形板的顶部两端均固定安装导向杆,且滑块的两端内壁均滑动连接导向杆。
35.作为本发明所述的一种搓板式圆钢上料机的调节结构的一种优选方案,其中:所述驱动组件包括:
36.伺服电机,所述伺服电机固定安装在工作箱的底部上;
37.主动轴,所述主动轴通过轴承转动连接在工作箱的内壁上,且主动轴上固定安装第三齿轮,所述伺服电机的输出轴与直径相同的主动轴固定连接;
38.从动轴,所述工作箱的内壁两端均通过轴承转动连接从动轴,且每组从动轴上均固定安装第四齿轮,每组所述从动轴的顶部均安装挤压组件;
39.所述主动轴的两侧设有从动轴,且主动轴与两组从动轴啮合连接;
40.所述挤压组件包括:
41.气缸,每组所述从动轴的顶部均固定安装气缸;
42.挤压板,每组所述气缸的输出端通过活塞杆均固定安装挤压板,右侧所述挤压板的正上方设有传动杆,且传动杆与右侧挤压板的相对端设置成端面齿,左侧所述挤压板的正上方设有螺杆,且螺杆与左侧挤压板的相对端设置成端面齿。
43.作为本发明所述的一种搓板式圆钢上料机的调节结构的一种优选方案,其中:所
述贴合组件为:
44.钢丝绳,所述钢丝绳固定安装在搓板的底部一侧上;
45.铁块,所述铁块固定安装在钢丝绳上,以实现利用其重量使凸轮与搓板紧密接触。
46.一种搓板式圆钢上料机的调节结构的使用方法,包括具体步骤如下:
47.步骤一:启动伺服电机,以使伺服电机带动主动轴进行旋转,当主动轴旋转时,则会通过第三齿轮和第四齿轮使从动轴进行旋转;
48.步骤二:将圆钢放入到搓板上,放入后,通过右侧的气缸使右侧的挤压板对传动杆进行挤压,从而使传动杆进行旋转,当传动杆旋转时,则会通过第一齿轮和第二齿轮使转动杆上的凸轮进行旋转,直至凸轮的短端与搓板相接触,从而使搓板的左侧往下移动,以使搓板发生倾斜,在搓板发生倾斜时,则会通过贴合组件使搓板始终与凸轮紧密接触;
49.步骤三:当搓板发生倾斜后,搓板上的圆钢则会顺势滚入到第一弧形槽和第二弧形槽之间;
50.步骤四:当搓板滚入到第一弧形槽和第二弧形槽之间时,通过左侧的气缸使左侧的挤压板对螺杆进行挤压,从而使螺杆进行旋转,当螺杆旋转时,则会在螺母的作用下使滑块带动支撑杆上的支撑板进行上升,当支撑板上升时,则会带动顶板上升,在顶板上升时,则会将圆钢移至收集板中,以实现对圆钢进行上料;
51.步骤五:在上料完成后,使两组挤压板、顶板和搓板恢复至原位,并重复上述步骤。
52.与现有技术相比:
53.1.通过驱动组件可以使调节组件和移动组件进行分开或同时工作,具有实现通过一组电机使搓板发生倾斜或将圆钢移至收集板中,从而会减少电机的投入数量,降低成本的投入;
54.2.通过调节组件对搓板的角度进行调节,具有实现在提高搓板的稳定性同时,还会具有结构简单的作用;
55.3.通过在顶板和支撑块上分别设有第一弧形槽和第二弧形槽,具有实现对滚下来的圆钢进行定位的作用,从而会避免圆钢发生位置偏差的现象。
附图说明
56.图1为本发明整体结构示意图;
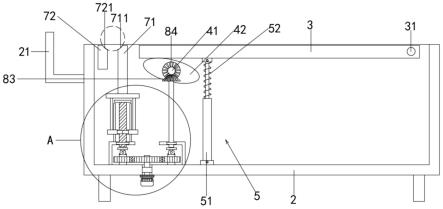
57.图2为本发明实施例1结构正视示意图;
58.图3为本发明图2中a处结构放大示意图;
59.图4为本发明结构侧视示意图;
60.图5为本发明结构俯视示意图;
61.图6为本发明第一l形板结构示意图;
62.图7为本发明滑块结构示意图;
63.图8为本发明实施例2结构正视示意图。
64.图中:工作箱2、收集板21、搓板3、转轴31、角度调节组件4、转动杆 41、凸轮42、贴合组件5、伸缩杆51、弹簧52、钢丝绳56、铁块57、升降组件6、螺杆61、限位杆611、滑块62、螺母63、支撑杆64、支撑板65、导向杆66、第一l形板67、顶板71、第一弧形槽711、支撑块72、第二弧形槽 721、传动组件8、第一l形板81、传动杆82、第一齿轮83、第二齿轮84、驱动组件9、
伺服电机91、主动轴92、第三齿轮93、从动轴94、第四齿轮 95、挤压组件96、挤压板961、气缸962。
具体实施方式
65.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的实施方式作进一步地详细描述。
66.实施例1:
67.本发明提供一种搓板式圆钢上料机的调节结构,请参阅图1-图7,包括工作箱2,工作箱2的右侧内腔通过轴承转动连接转轴31,且转轴31上固定安装搓板3,工作箱2的左侧固定安装用于收集圆钢的收集板21,还包括:
68.用于对搓板3的一侧进行角度调节的调节组件;
69.用于将搓板3上滑下来的圆钢移至收集板21中的移动组件;
70.以及用于使调节组件和移动组件分别运行的驱动组件9。
71.调节组件包括:
72.角度调节组件4,角度调节组件4连接在工作箱2的左侧内壁上,且角度调节组件4通过传动组件8可与驱动组件9相连接;
73.用于将搓板3的一侧与角度调节组件4相接触的贴合组件5。
74.角度调节组件4包括:
75.转动杆41,转动杆41通过轴承转动连接在工作箱2的左侧内壁上;
76.利用其表面使搓板3的一侧升降的凸轮42,转动杆41的两端均固定安装凸轮42,且凸轮42的形状设置成椭圆形,凸轮42与搓板3相接触。
77.贴合组件5为:
78.伸缩杆51,伸缩杆51的底部转动连接在工作箱2的内壁底端上,伸缩杆 51的顶部转动连接在搓板3的底部上;
79.弹簧52,弹簧52设在伸缩杆51上,以实现利用其弹性使凸轮42与搓板 3紧密接触,(如图2、图3所示的弹簧52仍处于伸长状态)。
80.传动组件8包括:
81.第一l形板81,第一l形板81固定安装在工作箱2的右侧内壁上;
82.传动杆82,传动杆82通过轴承转动连接在第一l形板81上;
83.第一齿轮83,第一齿轮83固定安装在传动杆82的顶部上;
84.第二齿轮84,第二齿轮84的内壁固定安装转动杆41,且第二齿轮84与第一齿轮83啮合连接,以实现改变传动方向。
85.移动组件包括:
86.升降组件6,升降组件6安装在工作箱2的左侧内壁上;
87.顶板71,顶板71安装在升降组件6上,且顶板71的顶端一侧设有第一弧形槽711;
88.支撑块72,支撑块72固定安装在工作箱2的左侧内壁上,且支撑块72 的顶端一侧设有第二弧形槽721;
89.第一弧形槽711与第二弧形槽721对称设置,以实现对圆钢进行支撑。
90.升降组件6包括:
91.第一l形板67,第一l形板67固定安装在工作箱2的左侧内壁上;
92.螺杆61,螺杆61通过轴承转动连接在第一l形板67上,且螺杆61上螺纹连接螺母63,螺杆61的顶部固定安装限位杆611,通过限位杆611具有避免螺母63从螺杆61脱离出去的作用;
93.滑块62,滑块62的内壁固定安装螺母63,且滑块62的顶部两端均固定安装支撑杆64,支撑杆64的顶部固定安装支撑板65,且支撑板65的顶部固定安装顶板71;
94.导向杆66,第一l形板67的顶部两端均固定安装导向杆66,且滑块62 的两端内壁均滑动连接导向杆66,通过导向杆66具有避免滑块62发生转动的现象。
95.驱动组件9包括:
96.伺服电机91,伺服电机91固定安装在工作箱2的底部上;
97.主动轴92,主动轴92通过轴承转动连接在工作箱2的内壁上,且主动轴 92上固定安装第三齿轮93,伺服电机91的输出轴与直径相同的主动轴92固定连接;
98.从动轴94,工作箱2的内壁两端均通过轴承转动连接从动轴94,且每组从动轴94上均固定安装第四齿轮95,每组从动轴94的顶部均安装挤压组件 96;
99.主动轴92的两侧设有从动轴94,且主动轴92与两组从动轴94啮合连接;
100.挤压组件96包括:
101.气缸962,每组从动轴94的顶部均固定安装气缸962,气缸962上的活塞杆设置成不旋转;
102.挤压板961,每组气缸962的输出端通过活塞杆均固定安装挤压板961,右侧挤压板961的正上方设有传动杆82,且传动杆82与右侧挤压板961的相对端设置成端面齿,左侧挤压板961的正上方设有螺杆61,且螺杆61与左侧挤压板961的相对端设置成端面齿,通过将螺杆61与左侧挤压板961的相对端设置成端面齿,以及再通过将传动杆82与右侧挤压板961的相对端设置成端面齿,具有提高挤压板961与螺杆61和传动杆82的摩擦力,以确保螺杆61 和传动杆82能够旋转。
103.一种搓板式圆钢上料机的调节结构的使用方法,包括具体步骤如下:
104.步骤一:启动伺服电机91,以使伺服电机91带动主动轴92进行旋转,当主动轴92旋转时,则会通过第三齿轮93和第四齿轮95使从动轴94进行旋转;
105.步骤二:将圆钢放入到搓板3上,放入后,通过右侧的气缸962使右侧的挤压板961对传动杆82进行挤压,从而使传动杆82进行旋转,当传动杆82 旋转时,则会通过第一齿轮83和第二齿轮84使转动杆41上的凸轮42进行旋转,直至凸轮42的短端与搓板3相接触,从而使搓板3的左侧往下移动,以使搓板3发生倾斜,在搓板3发生倾斜时,则会通过弹簧52的弹力使搓板 3始终与凸轮42紧密接触;
106.步骤三:当搓板3发生倾斜后,搓板3上的圆钢则会顺势滚入到第一弧形槽711和第二弧形槽721之间;
107.步骤四:当搓板3滚入到第一弧形槽711和第二弧形槽721之间时,通过左侧的气缸962使左侧的挤压板961对螺杆61进行挤压,从而使螺杆61 进行旋转,当螺杆61旋转时,则会在螺母63的作用下使滑块62带动支撑杆64 上的支撑板65进行上升,当支撑板65上升时,则会带动顶板71上升,在顶板71上升时,则会将圆钢移至收集板21中,以实现对圆钢进行上料;
108.步骤五:在上料完成后,使两组挤压板961、顶板71和搓板3恢复至原位,并重复上述步骤。
109.实施例2:
110.本发明提供一种搓板式圆钢上料机的调节结构,请参阅图8,贴合组件5 为:
111.钢丝绳56,钢丝绳56固定安装在搓板3的底部一侧上;
112.铁块57,铁块57固定安装在钢丝绳56上,以实现利用其重量使凸轮42 与搓板3紧密接触。
113.一种搓板式圆钢上料机的调节结构的使用方法,包括具体步骤如下:
114.步骤一:启动伺服电机91,以使伺服电机91带动主动轴92进行旋转,当主动轴92旋转时,则会通过第三齿轮93和第四齿轮95使从动轴94进行旋转;
115.步骤二:将圆钢放入到搓板3上,放入后,通过右侧的气缸962使右侧的挤压板961对传动杆82进行挤压,从而使传动杆82进行旋转,当传动杆82 旋转时,则会通过第一齿轮83和第二齿轮84使转动杆41上的凸轮42进行旋转,直至凸轮42的短端与搓板3相接触,从而使搓板3的左侧往下移动,以使搓板3发生倾斜,在搓板3发生倾斜时,则会通过铁块57的重力使搓板 3始终与凸轮42紧密接触;
116.步骤三:当搓板3发生倾斜后,搓板3上的圆钢则会顺势滚入到第一弧形槽711和第二弧形槽721之间;
117.步骤四:当搓板3滚入到第一弧形槽711和第二弧形槽721之间时,通过左侧的气缸962使左侧的挤压板961对螺杆61进行挤压,从而使螺杆61 进行旋转,当螺杆61旋转时,则会在螺母63的作用下使滑块62带动支撑杆64 上的支撑板65进行上升,当支撑板65上升时,则会带动顶板71上升,在顶板71上升时,则会将圆钢移至收集板21中,以实现对圆钢进行上料;
118.步骤五:在上料完成后,使两组挤压板961、顶板71和搓板3恢复至原位,并重复上述步骤。
119.虽然在上文中已经参考实施方式对本发明进行了描述,然而在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本发明所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本发明并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。