1.本发明涉及装配工具及方法,具体涉及一种大型传动设备外齿套的水平装配工具及方法。
背景技术:
2.随着我国制造能力的不断提升,许多大型传动设备实现了自主设计和生产。这些设备动辄数百吨,使得我们必须匹配相应的组装和安装能力,同时不断的提升产品的安全性,降低成本,发挥出国产大型传动设备在国际市场中的高可靠、高性价比优势。
3.目前,对大型传动设备的外齿套进行组装时通常采用竖直安装,但由于结构或场地限制有些设备只能水平放置,那么,在吊装时对大型传动设备得多翻身一次,就可能带来安全隐患,并且施工时间以及施工费用带来巨大浪费。因此,需要提供可靠、安全的水平装配方案。
技术实现要素:
4.本发明的目的在于:提供一种大型传动设备外齿套的水平装配工具及方法,采用水平装配工具及方法,减少大型传动设备的吊装翻身次数,保证人身安全,节约安装时间,减少施工成本。
5.本发明的技术解决方案是:该水平装配工具包括中心轴,以及与中心轴配合使用的一号起吊器、一号百分表、二号百分表、一号支撑套、二号支撑套、二号起吊器。
6.更进一步的设计是,中心轴的左右两端分别加工起吊孔。
7.更进一步的设计是,中心轴的左右两端分别削平成为校准平台,并在校准平台上加工起吊孔。
8.更进一步的设计是,一号起吊器和二号起吊器独立起吊。
9.采用上述水平装配工具对大型传动设备外齿套进行水平装配方法的步骤如下:第一步,将中心轴穿入内齿空心轴;第二步,将一号支撑套和二号支撑套分别装入外齿套的左右两侧,一号支撑套和二号支撑套与外齿套轴向接触处为小间隙配合;第三步,将外齿套抬高,让中心轴从左侧穿入外齿套,中心轴与一号支撑套及二号支撑套接触处为小过盈配合;第四步,将一号起吊器和二号起吊器安装于中心轴左右两端的起吊孔上,并将外齿套吊起;第五步,将一号百分表吸附在内齿空心轴左端面,一号百分表的表头压在中心轴的外圆上,二号百分表吸附在内齿空心轴右端面,二号百分表的表头压在一号支撑套的外圆上,让输出齿轮带动内齿空心轴转动,将外齿套与内齿空心轴调整至同心;第六步,采用一号起吊器和二号起吊器将中心轴缓慢向左移动,使外齿套的左端齿面贴近内齿空心轴的右端齿面;第七步,采用输出齿轮带动内齿空心轴缓慢转动,将内齿空心轴的齿槽对准外齿套的齿;第八步,将中心轴缓慢向左移动,让外齿套装入内齿空心轴中;第九步,将中心轴、一号支撑套和二号支撑套依次拆除。
10.本发明的优点是:
1、中心轴的左右两端分别削平成为校准平台,并在校准平台上加工起吊孔,调校方便,起吊简单。
11.2、一号起吊器和二号起吊器独立起吊,操控容易。
12.3、中心轴与一号支撑套及二号支撑套轴向接触处为小间隙配合,一号支撑套和二号支撑套与外齿套接触处为小过盈配合,方便定位与拆装。
13.4、工具简单,成本低廉,安全系数高,安装时间短,施工成本低。
附图说明
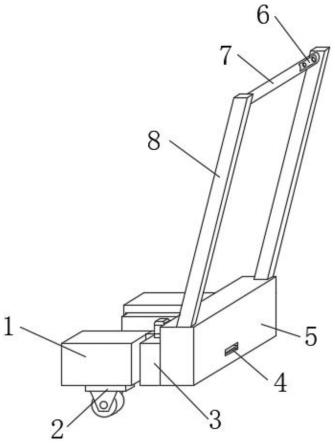
14.图1是本发明的装配结构示意图;图中:1.一号起吊器,2.一号百分表,3.中心轴,4.输出齿轮,5.内齿空心轴,6.二号百分表,7.一号支撑套,8.外齿套,9.二号支撑套,10.二号起吊器。
具体实施方式
15.下面结合附图进一步说明本发明的技术方案,但不能理解为是对本技术方案的限制。
16.如图1所示,该水平装配工具包括中心轴3,以及与中心轴3配合使用的一号起吊器1、一号百分表2、二号百分表6、一号支撑套7、二号支撑套9、二号起吊器10。
17.更进一步的设计是,中心轴3的左右两端分别加工起吊孔。
18.更进一步的设计是,中心轴3的左右两端分别削平成为校准平台,并在校准平台上加工起吊孔。
19.更进一步的设计是,一号起吊器和二号起吊器独立起吊。
20.采用上述水平装配工具,将外齿套8水平装入内齿空心轴5的步骤如下:第一步,将中心轴3穿入内齿空心轴5;第二步,将一号支撑套7和二号支撑套9分别装入外齿套8的左右两侧,一号支撑套7和二号支撑套9与外齿套8轴向接触处为小间隙配合;第三步,将外齿套8抬高,让中心轴3从左侧穿入外齿套8,中心轴3与一号支撑套7及二号支撑套9接触处为小过盈配合;第四步,将一号起吊器1和二号起吊器10安装于中心轴3左右两端的起吊孔上,并将外齿套8吊起;第五步,将一号百分表2吸附在内齿空心轴5左端面,一号百分表2的表头压在中心轴3的外圆上,二号百分表6吸附在内齿空心轴5右端面,二号百分表6的表头压在一号支撑套7的外圆上,让输出齿轮4带动内齿空心轴5转动,将外齿套8与内齿空心轴5调整至同心;第六步,采用一号起吊器1和二号起吊器10将中心轴3缓慢向左移动,使外齿套8的左端齿面贴近内齿空心轴5的右端齿面;第七步,采用输出齿轮4带动内齿空心轴5缓慢转动,将内齿空心轴5的齿槽对准外齿套8的齿;第八步,将中心轴3缓慢向左移动,让外齿套8装入内齿空心轴5中;第九步,将中心轴3、一号支撑套7和二号支撑套9依次拆除。
技术特征:
1.大型传动设备外齿套的水平装配工具,其特征是:该水平装配工具包括中心轴,以及与中心轴配合使用的一号起吊器、一号百分表、二号百分表、一号支撑套、二号支撑套、二号起吊器。2.根据权利要求1所述的大型传动设备外齿套的水平装配工具,其特征是:中心轴的左右两端分别加工起吊孔。3.根据权利要求2所述的大型传动设备外齿套的水平装配工具,其特征是:中心轴的左右两端分别削平成为校准平台,并在校准平台上加工起吊孔。4.根据权利要求1所述的大型传动设备外齿套的水平装配工具,其特征是:一号起吊器和二号起吊器独立起吊。5.采用权利要求1的装配工具对大型传动设备外齿套进行水平装配的方法,其特征是该方法的步骤如下:第一步,将中心轴穿入内齿空心轴;第二步,将一号支撑套和二号支撑套分别装入外齿套的左右两侧,一号支撑套和二号支撑套与外齿套轴向接触处为小间隙配合;第三步,将外齿套抬高,让中心轴从左侧穿入外齿套,中心轴与一号支撑套及二号支撑套接触处为小过盈配合;第四步,将一号起吊器和二号起吊器安装于中心轴左右两端的起吊孔上,并将外齿套吊起;第五步,将一号百分表吸附在内齿空心轴左端面,一号百分表的表头压在中心轴的外圆上,二号百分表吸附在内齿空心轴右端面,二号百分表的表头压在一号支撑套的外圆上,让输出齿轮带动内齿空心轴转动,将外齿套与内齿空心轴调整至同心;第六步,采用一号起吊器和二号起吊器将中心轴缓慢向左移动,使外齿套的左端齿面贴近内齿空心轴的右端齿面;第七步,采用输出齿轮带动内齿空心轴缓慢转动,将内齿空心轴的齿槽对准外齿套的齿;第八步,将中心轴缓慢向左移动,让外齿套装入内齿空心轴中;第九步,将中心轴、一号支撑套和二号支撑套依次拆除。
技术总结
本发明公开了一种大型传动设备外齿套的水平装配工具及方法,该水平装配工具包括中心轴,以及与中心轴配合使用的一号起吊器、一号百分表、二号百分表、一号支撑套、二号支撑套、二号起吊器。采用水平装配工具及方法,减少大型传动设备的吊装翻身次数,保证人身安全,节约安装时间,减少施工成本。减少施工成本。减少施工成本。
技术研发人员:罗方 王昆 杨为 吴宏登 王雷 殷圆 邱志康 王浩 刘年
受保护的技术使用者:江苏省金象传动设备股份有限公司
技术研发日:2022.06.28
技术公布日:2022/9/13
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。