1.本发明涉及码垛机技术领域,特别是一种基于产品参数化的自适应焊管码垛线及方法。
背景技术:
2.焊管码垛线是钢板经过塑性辊压后形成方管、矩形管、面包管、椭圆管、梯形管等,切割等长度后经过抓手将单根焊管进行码垛堆叠,再打包钢扎带成出货状态。
3.一般焊管厂生产线更换生产不同焊管型号时,龙门桁架码垛线抓取钢管夹具为固定设计,很难适应各种不同的钢管,导致码垛掉管情况,并且需要增加额外人工辅助码垛,生产效率较低。同时码垛线放置宽度需人工调整,耗费工时,位置尺寸误差大;且龙门抓管机构庞大臃肿,占用场地面积大,维护不方便。
技术实现要素:
4.本发明的目的在于提供一种体积小、安装调试维护成本低、自动化程度高、生产效率高的基于产品参数化的自适应焊管码垛线及方法。
5.实现本发明目的的技术解决方案为:一种基于产品参数化的自适应焊管码垛线,包括四轴机械手、快换模组、抓取夹具放置架、焊管抓取夹具、宽度自调节码垛线和人机操作界面;
6.所述人机操作界面,安装在码垛线前端,根据产品参数设置码垛行列数和对应的焊管抓取夹具编号,生产时进入人机操作界面,点击选择所需生产产品型号即可进行生产操作;
7.所述宽度自调节码垛线设置在人机操作界面后方,根据人机操作界面选定的生产产品型号,通过伺服电机和同步带带动丝杆,调节竖直限位滚筒位置的宽度;
8.所述四轴机械手设置在出管输送线的宽度自调节码垛线侧面,用于抓取焊管;四轴机械手另一侧面设置抓取夹具放置架,抓取夹具放置架上放置不同型号的焊管抓取夹具;四轴机械手末端设置快换模组,用于更换不同型号的焊管抓取夹具。
9.进一步地,所述四轴机械手执行末端安装快换模组,适应多种焊管抓取夹具,通过人机操作界面设定产品参数,进行焊管抓取夹具的更换选择。
10.进一步地,所述四轴机械手关节电机选用刚性、大惯量伺服电机,位置精度为
±
0.2。
11.进一步地,所述抓取夹具放置架,安装在四轴机械手旁边,用于固定放置不同焊管抓取夹具,形成一个夹具库,能够在人机操作界面设定并增减。
12.进一步地,所述快换模组,放置在抓取夹具放置架上,上面设置2组电磁铁,电磁铁形状根据产品形状定制。
13.进一步地,所述快换模组的主气缸侧安装在四轴机械手的执行末端,工具适配器侧安装在抓管夹具上,主气缸侧和工具适配器侧有电气接线断口,通过电线短接实现不同
型号抓管夹具的识别。
14.进一步地,所述人机操作界面,采用工业触摸屏进行状态显示和指令输入,在人机操作界面设置不同型号焊管对应不同的焊管抓取夹具。
15.一种基于产品参数化的自适应焊管码垛方法,步骤如下:
16.步骤1、人机操作界面采用工业触摸屏进行状态显示和指令输入,在人机操作界面设置不同型号焊管对应不同的焊管抓取夹具;
17.步骤2、当开始选型生产时,四轴机械手自动判断现有安装在执行端的焊管抓取夹具是否符合:若符合,则进入步骤5执行生产;若不符合,则进入步骤3;
18.步骤3、四轴机械手将抓取治具定位到抓取夹具放置架相应位置,松开快换模组锁紧机关,放好焊管抓取夹具,再移动到所需焊管抓取夹具位置,通过快换模组安装好所需焊管抓取夹具;
19.步骤5、进行码垛工作。
20.本发明与现有技术相比,其显著优点在于:(1)整体结构简化明了,优化了工厂产线布局;(2)通过在人机界面设定产品参数选型,减少了后续调机工作量,节省操作时间,提高了工作效率;(3)焊管抓取夹具为专用设计,可抓取稳定,采用多组码垛夹具快换模组,增加了焊管产线码垛的通用性,降低了人工成本。
附图说明
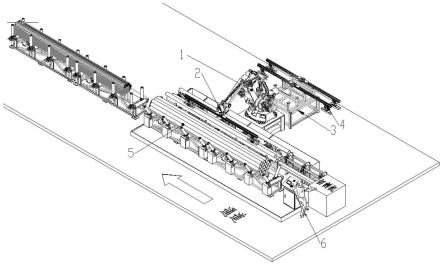
21.图1是本发明一种基于产品参数化的自适应焊管码垛线的结构示意图。
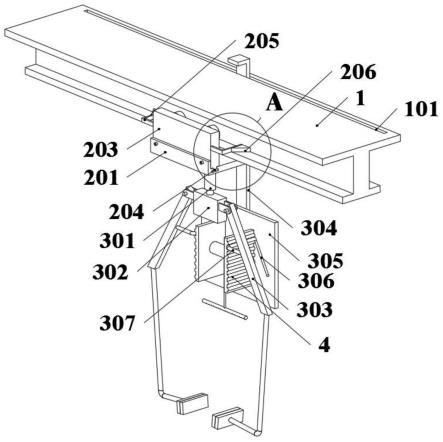
22.图2是本发明中快换模组的结构示意图。
23.图3是本发明中抓取夹具放置架的结构示意图。
24.图4是本发明中宽度自调节码垛线的结构示意图。
25.图5是本发明基于产品参数化的自适应焊管码垛方法的流程图。
具体实施方式
26.下面结合附图对本发明作进一步的详细说明。
27.结合图1,本发明一种基于产品参数化的自适应焊管码垛线,包括四轴机械手1、快换模组2、抓取夹具放置架3、焊管抓取夹具4、宽度自调节码垛线5、人机操作界面6,其中:
28.所述人机操作界面6,安装在码垛线前端,根据产品参数设置码垛行列数和对应的焊管抓取夹具4编号,生产时进入人机操作界面6,点击选择所需生产产品型号即可进行生产操作;
29.结合图4,所述宽度自调节码垛线5设置在人机操作界面6后方,采用伺服 同步带 丝杆传动,根据人机操作界面6选定的生产产品型号,通过伺服电机和同步带带动丝杆,调节竖直限位滚筒位置的宽度。
30.所述四轴机械手1设置在安装在出管输送线的宽度自调节码垛线5侧面,用于抓取焊管;四轴机械手1另一侧面设置抓取夹具放置架3,抓取夹具放置架3上放置各种型号的焊管抓取夹具4;四轴机械手1末端设置快换模组2,用于更换不同型号的焊管抓取夹具4。
31.作为一种具体示例,结合图2,所述四轴机械手1执行末端安装快换模组2,适应多种焊管抓取夹具4,通过人机操作界面6设定产品参数,进行焊管抓取夹具4的更换选择。
32.作为一种具体示例,所述四轴机械手1关节电机选用高刚性、大惯量伺服电机,位置精度为
±
0.2。
33.作为一种具体示例,结合图3,所述抓取夹具放置架3,安装在四轴机械手1旁边,用于固定放置不同焊管抓取夹具4,形成一个夹具库,可在人机操作界面6设定,可增减。
34.作为一种具体示例,所述快换模组2,放置在抓取夹具放置架3上,上面设置2组电磁铁,电磁铁形状根据产品形状定制,分别对应矩形管、圆管、梯形管、面包管、椭圆管专门设计。
35.作为一种具体示例,所述快换模组2的主气缸侧安装在四轴机械手1的执行末端,工具适配器侧安装在抓管夹具4上,主气缸侧和工具适配器侧有电气接线断口,通过电线短接实现不同型号抓管夹具4的识别。
36.所述人机操作界面6,采用工业触摸屏进行状态显示和指令输入,在人机操作界面6设置不同型号焊管对应不同的焊管抓取夹具4;当开始选型生产时,四轴机械手1自动判断现有安装在执行端的焊管抓取夹具4是否符合,若符合,则执行生产,若不符合,四轴机械手1将抓取治具定位到抓取夹具放置架3相应位置,松开快换模组2锁紧机关,放好焊管抓取夹具4,再移动到所需焊管抓取夹具4位置,通过快换模组2安装好所需焊管抓取夹具4,然后进行码垛工作。
37.结合图5,本发明基于产品参数化的自适应焊管码垛方法,步骤如下:
38.步骤1、人机操作界面6采用工业触摸屏进行状态显示和指令输入,在人机操作界面6设置不同型号焊管对应不同的焊管抓取夹具4;
39.步骤2、当开始选型生产时,四轴机械手1自动判断现有安装在执行端的焊管抓取夹具4是否符合:若符合,则进入步骤5执行生产;若不符合,则进入步骤3;
40.步骤3、四轴机械手1将抓取治具定位到抓取夹具放置架3相应位置,松开快换模组2锁紧机关,放好焊管抓取夹具4,再移动到所需焊管抓取夹具4位置,通过快换模组2安装好所需焊管抓取夹具4;
41.步骤5、进行码垛工作。
42.综上可知,本发明整体结构简化明了,优化了工厂产线布局;通过在人机界面设定产品参数选型,减少了后续调机工作量,节省操作时间,提高了工作效率;焊管抓取夹具为专用设计,可抓取稳定,采用多组码垛夹具快换模组,增加了焊管产线码垛的通用性,降低了人工成本。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。