1.本发明涉及一种液压支架结构件焊接方法,具体的说,涉及了一种适合液压支架掩护梁弯盖板坡口焊缝的焊接方法。
背景技术:
2.掩护梁体是液压支架的重要构成部件,与顶梁体、底座体统称为液压支架“三大件”。受掩护梁结构特点的限制,掩护梁为多箱体型中厚板高强钢焊接结构,箱体上部的盖板多为弯盖板,掩护梁弯盖板一般长度在2-4m范围内,板厚一般为20mm或25mm,四周均设计了18*40
°
坡口或23*40
°
的坡口,与周围的主筋或其他零件组成了18*40
°
或23*40
°
的单v型坡口焊缝,其中为了保证强度,单v型坡口的中的直角边要高于坡口斜边,焊缝一般要求坡口填平后,继续起高,焊5mm的角焊缝。
3.掩护梁弯盖板分为水平段和非水平段两部分,非水平段与水平段的夹角一般为15-35
°
。对于传统的气体保护焊的机器人实芯焊丝的焊接工艺而言,当焊缝的坡度超过15
°
后,受焊缝液态熔池金属重力作用下,极易发生流淌现象,因而严重制约了焊缝成型和焊接效率的提高。尤其是对于中厚板高强钢组成的掩护梁,由于坡口尺寸大,母材强度高,焊缝复杂,焊接量大,对焊接热输入要求严格。
4.之前申请人在申请号为201810441649.5的专利中提供了一种焊接机器人爬坡工件焊接的方法,其采用月牙摆动焊接液压支架爬坡焊,效率低下焊接热输入过大,且受爬坡焊焊缝的层数道数的限制,无法与水平位置的焊缝层数道数统一,造成了焊接接头过多,严重影响了焊缝质量。
5.为了解决以上存在的问题,人们一直在寻求一种理想的技术解决方案。
技术实现要素:
6.本发明的目的是针对现有技术的不足,从而提供一种焊接效率高、弯折处过渡平滑、焊缝质量高、焊接成型好的适合液压支架掩护梁弯盖板坡口焊缝的焊接方法。
7.为了实现上述目的,本发明所采用的技术方案是:一种适合液压支架掩护梁弯盖板坡口焊缝的焊接方法,所述弯盖板包括水平段和弯折段,所述弯折段与所述水平段夹角为145
°‑
165
°
,所述弯盖板的两侧与掩护梁的主筋组成单v型坡口,所述单v型坡口的坡口角度为40
°
,包括以下步骤:步骤s1、将所述单v型坡口的焊道从下到上依次划分为至少一条手动溜缝焊道、一条机器人打底焊道、至少一层填充单焊道、一层填充双焊道和一层盖面多焊道,每条焊道在所述水平段和所述弯折段的厚度大致相等;步骤s2、对所述手动溜缝焊道进行手工溜缝焊;步骤s3、将所述掩护梁放置在机器人焊接平台上,使所述水平段处于水平位置,采用焊接机器人对所述机器人打底焊道进行连续施焊,施焊时,采用1.6mm的实芯焊丝和ar 20%co2的保护气:
先对处于所述水平段的机器人打底焊道施焊,焊接参数为:焊接电流为390-410a,电压30-32v,送丝速度7-8m/min,焊接速度40-45cm/min,摆动形式为正弦摆,摆动幅度3mm、摆动频率1.68hz;再对处于所述弯折段的机器人打底焊道进行上坡焊,焊接参数为:焊接电流270-290a,电压29-31v,送丝速度4-5m/min,焊接速度20-30cm/min,摆动形式为正弦摆,摆动幅度6mm、摆动频率2.68hz,两侧分别增加0.35s的停留时间,焊枪与该焊道的夹角保持110
°‑
120
°
;步骤s4、采用焊接机器人对填充焊道进行填充焊接,施焊时,采用1.6mm的实芯焊丝和ar 20%co2的保护气,针对每道填充焊道连续施焊:先对处于所述水平段的填充焊道施焊,焊接参数为:焊接电流为460-500a,电压33-36v,送丝速度10-12m/min,焊接速度55-70cm/min,摆动形式为正弦摆动,摆动幅度3-5mm、摆动频率1.68hz;再对处于所述弯折段的填充焊道进行上坡焊,焊接参数为:电流为300-320a,电压31-34v,送丝速度4.5-5.5m/min,焊接速度20-30cm/min,摆动形式为正弦摆,摆动幅度为5-7mm、摆动频率2.68hz、两侧分别增加0.35s的停留时间,焊枪与该焊道的夹角保持110
°‑
120
°
;步骤s5、采用焊接机器人对盖面焊道进行盖面焊接,施焊时,采用1.6mm的实芯焊丝和ar 20%co2的保护气,针对每道盖面焊道连续施焊,盖面焊道的厚度不超过3mm:先对处于所述弯折段的盖面焊道进行下坡焊,焊接参数为:电流为300-320a,电压32-36v,焊接速度25-35cm/min,送丝速度4.5-5.5m/min,摆动形式为正弦摆,摆动幅度为4-6mm、摆动频率2.08hz、两侧分别增加0.15s的停留时间,焊枪与该焊道的夹角保持110
°‑
120
°
;再对处于所述水平段的盖面焊道施焊,焊接参数为:焊接电流为450-480a,电压33-35v,送丝速度9-11m/min,焊接速度55-70cm/min,摆动形式为正弦摆动,摆动幅度4mm、摆动频率1.68hz。
8.基于上述,当所述单v型坡口深度为18mm时,设置一层填充单焊道,一层填充双焊道从所述单v型坡口的直边向斜边排布,设置两道盖面焊道,两道盖面焊道从所述单v型坡口的斜边向直边排布;当所述单v型坡口深度为23mm时,设置两层填充单焊道,一层填充双焊道从所述单v型坡口的直边向斜边排布,设置三道盖面焊道,三道盖面焊道从所述单v型坡口的斜边向直边排布。
9.基于上述,步骤s2中,手工溜缝焊时,采用直径1.4mm的实芯焊丝、ar 20%co2的混合气体,焊接参数为:当所述单v形坡口的拼装间隙在0-2mm时,设置一条手动溜缝焊道,焊接电流为280-300a,焊接电压为29-31v,焊接速度45-55cm/min;当所述单v形坡口的拼装间隙大于2mm时,设置两条手动溜缝焊道,两条手动溜缝焊道从所述单v型坡口的直边向斜边排布,针对第一条手动溜缝焊道,焊接电流为250-280a,焊接电压为26-28v,焊接速度45-55cm/min,焊枪指向主筋且不摆动;针对第二条手动溜缝焊道,焊接电流为280-300a,焊接电压为28-30v,焊接速度50-55cm/min,焊枪指向坡口中心,摆动方式采用椭圆摆、摆动幅度为1-3mm。
10.基于上述,步骤s3-s5中,焊接机器人焊接时开启电弧追踪功能。
11.基于上述,步骤s2之前需要清理焊缝,将焊缝两侧20mm范围内的铁锈、油污、浮渣等杂质清除干净,并采用角磨机打磨焊道表面至出现金属光泽。
12.本发明相对现有技术具有突出的实质性特点和显著的进步,具体的说,本发明具有以下优点:(1)针对每道焊道的水平段和弯折段设置不同的焊接参数和焊接手法,使水平段和弯折段的焊接参数能够相互匹配,每条焊道在所述水平段和所述弯折段的厚度大致相等,从而使焊缝在弯折处能够平滑过渡,能够连续焊接,有效解决了传统爬坡焊中水平段和弯折段焊道数量无法统一、焊接接头多的问题;同时,在焊接机器人焊接过程中,各道焊道采用的均是1.6mm的实芯焊丝,在前述水平段和弯折段的焊接参数能够相互匹配的同时,还均很好地适应了1.6mm实芯焊丝焊接,有效解决了直径1.6mm实芯焊丝在焊接过程中经常出现的焊接热量过大、焊丝合金元素烧损严重、焊接缺陷多、焊缝韧性差等诸多难题,能够满足掩护梁结构件对焊缝的要求,从而使焊接熔敷率能够达到5kg/h,与传统月牙摆动的熔敷率3kg/h相比,焊接效率提升可提升60%以上;(2)焊接机器人在打底焊和填充焊中均采用上坡焊,有效发挥上坡焊大熔深的特点,前1-2层填充焊道均采用单焊道,与传统的双焊道或者多焊道相比摆宽更大,焊道两端正好可以直接与所述单v形坡口的两侧壁连接,成型更好,最后一层填充焊道采用双焊道,熔深更大、焊道间的熔合更好,搭配合适的焊接参数,既能保证每道焊缝之间的充分熔合,又使焊缝成型更好;盖面焊采用下坡焊,充分发挥下坡焊熔池铺展性好、成型好的特点,搭配合适的焊接参数,得到宽而薄的盖面焊道,同时,打底焊和填充焊厚度也能够更厚,兼顾良好的外观和整体焊接强度;(3)机器人打底焊接弯折段焊缝时不需要增加两侧的停留时间,从而保证了电弧跟踪的灵敏度和准确性,为每条焊缝均连续、自动施焊打下了良好的基础;(4)根据不同的拼装间隙,人工溜缝焊采用不同的焊道数量和焊接参数,人工操作,便于能够弥补所述单v形坡口拼装时的缺陷,为后续焊接机器人的连续施焊打下基础。
附图说明
13.图1是本发明中掩护梁弯盖板的侧视图。
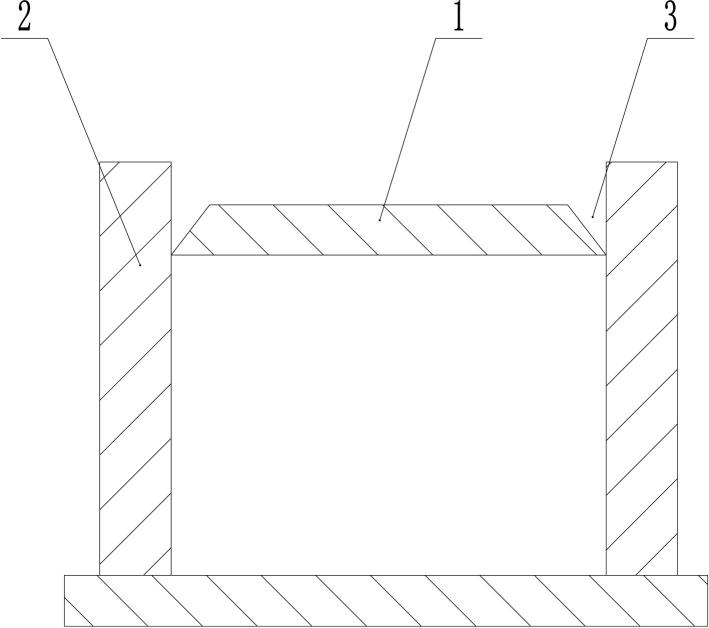
14.图2是本发明中单v型坡口施焊前掩护梁箱体结构的横截面视图。
15.图3是本发明中弯折段焊缝在机器人打底焊和填充焊时的焊接方向示意图。
16.图4是本发明中弯折段焊缝在机器人盖面焊时的焊接方向示意图。
17.图5是本发明中拼装间隙小于2mm、深度为18mm的单v型坡口中焊道排布示意图。
18.图6是本发明中拼装间隙大于2mm、深度为18mm的单v型坡口中焊道排布示意图。
19.图7是本发明中拼装间隙小于2mm、深度为23mm的单v型坡口中焊道排布示意图。
20.图8是本发明中拼装间隙大于2mm、深度为23mm的单v型坡口中焊道排布示意图。
21.图中:1. 弯盖板;2. 主筋;3. 单v型坡;4. 水平段;5. 弯折段。
具体实施方式
22.下面通过具体实施方式,对本发明的技术方案做进一步的详细描述。
290a,电压29-31v,送丝速度4-5m/min,焊接速度20-30cm/min,摆动形式为正弦摆,摆动幅度6mm、摆动频率2.68hz,两侧分别增加0.35s的停留时间,焊枪与该焊道的夹角保持110
°‑
120
°
。
27.(5)采用焊接机器人对填充焊道进行填充焊接,施焊时,开启电弧追踪功能,采用1.6mm的实芯焊丝和ar 20%co2的保护气,针对每道填充焊道连续施焊:先对处于所述水平段4的填充焊道施焊,焊接参数为:焊接电流为460-500a,电压33-36v,送丝速度10-12m/min,焊接速度55-70cm/min,摆动形式为正弦摆动,摆动幅度3-5mm、摆动频率1.68hz;再对处于所述弯折段5的填充焊道进行上坡焊,焊接参数为:电流为300-320a,电压31-34v,送丝速度4.5-5.5m/min,焊接速度20-30cm/min,摆动形式为正弦摆,摆动幅度为5-7mm、摆动频率2.68hz、两侧分别增加0.35s的停留时间,焊枪与该焊道的夹角保持110
°‑
120
°
。
28.(6)采用焊接机器人对盖面焊道进行盖面焊接,施焊时,开启电弧追踪功能,采用1.6mm的实芯焊丝和ar 20%co2的保护气,针对每道盖面焊道连续施焊,盖面焊道的厚度不超过3mm:先对处于所述弯折段5的盖面焊道进行下坡焊,焊接参数为:电流为300-320a,电压32-36v,焊接速度25-35cm/min,送丝速度4.5-5.5m/min,摆动形式为正弦摆,摆动幅度为4-6mm、摆动频率2.08hz、两侧分别增加0.15s的停留时间,焊枪与该焊道的夹角保持110
°‑
120
°
;再对处于所述水平段4的盖面焊道施焊,焊接参数为:焊接电流为450-480a,电压33-35v,送丝速度9-11m/min,焊接速度55-70cm/min,摆动形式为正弦摆动,摆动幅度4mm、摆动频率1.68hz。
29.最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制;尽管参照较佳实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本发明的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本发明技术方案的精神,其均应涵盖在本发明请求保护的技术方案范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。