1.本发明属于金属管生产技术领域,特别是涉及一种金属波纹管生产用焊接装置。
背景技术:
2.金属波纹管是一种外形规则的波浪样的管材,其广泛用于半导体制造、国防科研、航空航天、生物制药、液晶、光伏太阳能等高新技术产业。在波纹管加工时,经常需要将两段波纹管通过焊接装置焊接在一起。
3.授权公告号为cn216097301u的一种金属波纹管生产用焊接装置,其通过将两个金属波纹管分别穿过两个活动套环后直接放置于固定机构中的放置板上,并通过手动方式将两个金属波纹管的焊接端对接后再利用固定机构中两个电动伸缩杆的运行,即可实现两个金属波纹管的固定,并在金属波纹管焊接过程中,利用两个传动机构分别带动两个金属波纹管转动,从而实现对金属波纹管的焊接。上述装置仍存在以下弊端:通过两个传动机构分别带动两金属波纹管转动,可能造成两个金属波纹管的转动不能完全同步,导致两个金属波纹管之间的焊接点被扭曲,从而造成焊接失败等问题。因此,亟待研究一种金属波纹管生产用焊接装置,以便于解决上述问题。
技术实现要素:
4.本发明在于提供一种金属波纹管生产用焊接装置,其目的是为了解决上述背景技术中所提出的技术问题。
5.为解决上述技术问题,本发明是通过以下技术方案实现的:
6.本发明为一种金属波纹管生产用焊接装置,包括基座以及竖直装设于基座上方的焊接机本体;所述基座上装设有直线驱动组件;所述直线驱动组件上竖直装设有一对对称设置的承载环;所述直线驱动组件可带动两承载环做同步相对或相背运动;两所述承载环分别设置于焊接机本体的相对两侧;两所述承载环之间通过旋转驱动组件相连接;所述旋转驱动组件可带动两承载环同步转动;所述承载环上装设有用于夹持金属波纹管的夹持定位组件。
7.作为本发明的一种优选技术方案,所述直线驱动组件包括竖直固定于基座上的第一伺服电机;所述第一伺服电机相对两侧均设置有导向轨;两所述导向轨均水平固定于基座的上表面上;两所述导向轨上均滑动连接有与承载环相对应的h型块;所述承载环转动配合于h型块的上部内;两所述h型块的相对内侧面均转动连接有拉杆;两所述拉杆相近的一端之间通过水平设置的驱动杆相连接;所述驱动杆的中部固定于第一伺服电机的输出轴上。
8.作为本发明的一种优选技术方案,所述旋转驱动组件包括一对并排竖直固定于基座上表面的支撑柱;两所述支撑柱之间转动装设有水平设置的驱动轴;所述驱动轴的一端同轴固定于一第二伺服电机的输出轴上;所述第二伺服电机固定于一支撑柱上;所述驱动轴沿垂直于轴向的横截面呈正多边形结构;所述驱动轴上滑动套设有活动套;所述活动套
的外周固定套设有与承载环相对应的传动齿轮;所述承载环的圆周外壁均布设置有多个与传动齿轮相啮合的齿牙;所述传动齿轮的相对两侧均设置有限位片;两所述限位片的上端转动套设于活动套的外周上;两所述限位片的下端延伸至承载环的相对两侧。
9.作为本发明的一种优选技术方案,两所述支撑柱的上端之间通过水平设置的顶板相连接;所述顶板设置于驱动轴的上方;所述顶板的下表面竖直固定有与焊接机本体相对应的支架;所述焊接机本体安装于支架上;所述焊接机本体设置于驱动轴的下方。
10.作为本发明的一种优选技术方案,所述夹持定位组件包括多个沿环形方向均布固定于承载环内侧面的支撑板;所述支撑板的相对两侧面均固定有安装架;两所述安装架之间设置有双向气缸;所述双向气缸固定穿插于支撑板上;所述双向气缸的输出端伸缩方向与承载环的轴向平行设置;所述双向气缸的两输出端均转动连接有传动杆;所述传动杆的一端转动连接于一定位杆上;所述定位杆的一端固定穿插有相垂直的芯轴;所述芯轴的两端分别转动连接于两安装架上;所述定位杆的另一端固定有u型座;所述u型座内转动装设有夹辊;多个所述夹辊之间形成用于夹持金属波纹管的定位空间;所述夹辊的辊体外周包覆有弹性橡胶套;所述弹性橡胶套的中部设置有环形容纳槽;所述金属波纹管可配合于环形容纳槽内。
11.本发明具有以下有益效果:
12.本发明通过夹持定位组件将两个金属波纹管分别安装于两承载环上,利用直线驱动组件带动两承载环做同步相对运动来将两金属波纹管的焊接端精确对接后,再利用旋转驱动组件带动两承载环同步转动,从而实现焊接机本体对两金属波纹管的焊接端进行全覆盖式焊接,有效地提高了金属波纹管的焊接效率及焊接质量,具有较高的市场应用价值。
13.当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
14.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
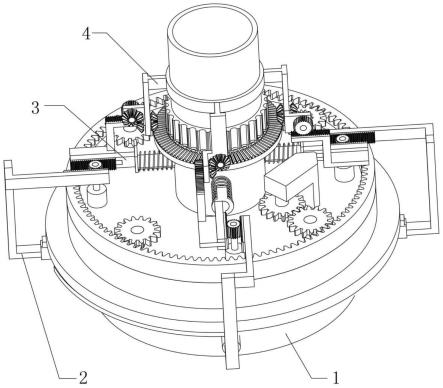
15.图1为本发明的一种金属波纹管生产用焊接装置的结构示意图。
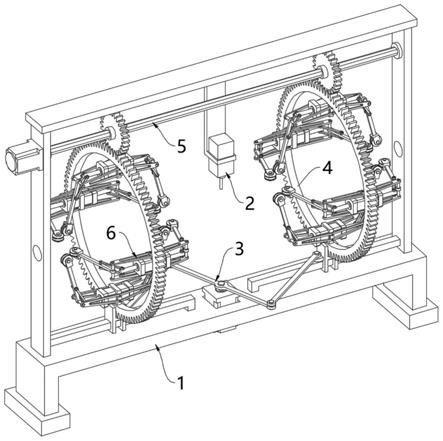
16.图2为图1的结构主视图。
17.图3为本发明的直线驱动组件及旋转驱动之间装设于基座上的结构示意图。
18.图4为本发明的夹持定位组件装设于承载环上的结构示意图。
19.图5为图4的结构主视图。
20.图6为本发明的夹持定位组件的结构示意图。
21.附图中,各标号所代表的部件列表如下:
22.1-基座,2-焊接机本体,3-直线驱动组件,4-承载环,5-旋转驱动组件,6-夹持定位组件,7-顶板,301-第一伺服电机,302-导向轨,303-h型块,304-拉杆,305-驱动杆,501-支撑柱,502-驱动轴,503-第二伺服电机,504-活动套,505-传动齿轮,601-支撑板,602-安装架,603-双向气缸,604-传动杆,605-定位杆,606-芯轴,607-u型座,608-夹辊,701-支架。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
24.具体实施例一
25.请参阅图1-图2所示,本发明为一种金属波纹管生产用焊接装置,包括基座1以及竖直装设于基座1上方的焊接机本体2;基座1上装设有直线驱动组件3;直线驱动组件3上竖直装设有一对对称设置的承载环4;直线驱动组件3可带动两承载环4做同步相对或相背运动;两承载环4分别设置于焊接机本体2的相对两侧;两承载环4之间通过旋转驱动组件5相连接;旋转驱动组件5可带动两承载环4同步转动;承载环4上装设有用于夹持金属波纹管的夹持定位组件6。
26.使用时,通过夹持定位组件6将两个金属波纹管分别安装于两承载环4上,利用直线驱动组件3带动两承载环4做同步相对运动来将两金属波纹管的焊接端精确对接后,再利用旋转驱动组件5带动两承载环4同步转动,从而实现焊接机本体2对两金属波纹管的焊接端进行全覆盖式焊接,有效地提高了金属波纹管的焊接效率及焊接质量。
27.具体实施例二:
28.在具体实施例一的基础上如图2-图3所示,直线驱动组件3包括竖直固定于基座1上的第一伺服电机301;第一伺服电机301相对两侧均设置有导向轨302;两导向轨302均水平固定于基座1的上表面上,且两导向轨302处于同一直线上;两导向轨302上均滑动连接有与承载环4相对应的h型块303;承载环4转动配合于h型块303的上部内;两h型块303的相对内侧面均转动连接有拉杆304;两拉杆304相近的一端之间通过水平设置的驱动杆305相连接;驱动杆305的中部固定于第一伺服电机301的输出轴上。使用时,通过第一伺服电机301带动驱动杆305,促使拉杆304拉动两h型块303在导向轨302上做相对运动或相背运动,从而实现两承载环4做同步相对运动或相背运动,进而实现两个金属波纹管的焊接端对准操作,有效地保证了两金属波纹管的焊接质量。
29.具体实施例三:
30.在具体实施例二的基础上如图2-3所示,旋转驱动组件5包括一对并排竖直固定于基座1上表面的支撑柱501;两支撑柱501之间转动装设有水平设置的驱动轴502;驱动轴502的一端同轴固定于一第二伺服电机503的输出轴上;第二伺服电机503固定于一支撑柱501上;驱动轴502沿垂直于轴向的横截面呈正多边形结构;驱动轴502上滑动套设有活动套504;活动套504的外周固定套设有与承载环4相对应的传动齿轮505;承载环4的圆周外壁均布设置有多个与传动齿轮505相啮合的齿牙;传动齿轮505的相对两侧均设置有限位片;两限位片的上端转动套设于活动套504的外周上;两限位片的下端延伸至承载环4的相对两侧。当两金属波纹管完成对准后且开始焊接时,通过第二伺服电机503带动驱动轴502转动,促使两活动套504分别带动两传动齿轮505转动,从而实现两承载环4的同步转动,进一步保证了两金属波纹管的焊接质量。
31.其中如图3所示,两支撑柱501的上端之间通过水平设置的顶板7相连接;顶板7设置于驱动轴502的上方;顶板7的下表面竖直固定有与焊接机本体2相对应的支架701;支架
701呈l型结构;焊接机本体2安装于支架701上;焊接机本体2设置于驱动轴502的下方;焊接机本体2与两承载环4之间的距离相等;焊接机本体2的焊枪位于承载环4中轴线的上方,且焊接机本体2的焊枪指向承载环4的中轴线。
32.具体实施例四:
33.在具体实施例三的基础上如图4-图6所示,夹持定位组件6包括多个沿环形方向均布固定于承载环4内侧面的支撑板601;支撑板601的相对两侧面均固定有呈等腰梯形结构的安装架602;两安装架602之间设置有本领域的常规双向气缸603;双向气缸603固定穿插于支撑板601上;双向气缸603的输出端伸缩方向与承载环4的轴向平行设置;双向气缸603的两输出端均转动连接有传动杆604;传动杆604的一端转动连接于一定位杆605上;定位杆605的一端固定穿插有相垂直的芯轴606;芯轴606的两端分别转动连接于两安装架602上;定位杆605的另一端固定有u型座607;u型座607内转动装设有夹辊608;多个夹辊608之间形成用于夹持金属波纹管的定位空间;夹辊608的辊体外周包覆有弹性橡胶套;弹性橡胶套的中部设置有环形容纳槽;金属波纹管可配合于环形容纳槽内。使用时,通过将金属波纹管放置于多个夹辊608之间的定位空间中,利用双向气缸603经传动杆604带动定位杆605转动,促使金属波纹管配合于夹辊608的环形容纳槽内,此时先不将金属波纹管完全定位,通过直线驱动组件3带动两承载环4做相对运动,促使两金属波纹管做相对运动,当两金属波纹管的焊接端相抵靠时,通过调整金属波纹管在夹持定位组件6上的位置来将两金属波纹管的焊接端处于焊接机本体2的正下方,此时利用夹持定位组件6将金属波纹管完全定位,然后通过旋转驱动组件5经承载环4带动金属波纹管正向旋转360
°
,从而实现对金属波纹管的全覆盖式焊接;待金属波纹管焊接完成后,旋转驱动组件5带动承载环4反向转动360
°
,从而将夹持定位组件6复位,保证了下一对金属波纹管的焊接效率。
34.以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。