1.本发明属于弯头加工技术领域,具体为一种小型在线切割连续冷推弯头机。
背景技术:
2.现有小型冷推弯头机,都是采用球推技术或内外模具结合的方式,均是提前计算下料长度,单件下料,单件推制,基本工作原理都是下料、切斜口、开模、放料、合模、推制、开模、出成品,现有技术的问题缺点:现有技术原料准备和上下料花费的辅助时间长,需要一道工序下料,一道工序齐头,一道工序控制,工人多,生产效率低,生产成本高,不适于2寸以内规格小型弯头的大批量生产。
技术实现要素:
3.本发明采用的技术方案如下:一种小型在线切割连续冷推弯头机,包括:
4.上料辊道与设备平台,所述上料辊道设于设备平台的一侧处;
5.冷推弯头组件,设于设备平台的外壁处,其中:所述冷推弯头组件包括主油缸、弹簧夹头、夹头固定座、预夹紧油缸、模具导向套、弯头模具座、油缸支架、油缸活塞杆连接盘与弯头模具,所述油缸支架固定设置于设备平台的外壁顶部一侧边缘处,所述主油缸安装设置于油缸支架的内部处,所述油缸活塞杆连接盘固定设置于主油缸的输出端处,所述弹簧夹头固定设置于夹头固定座的外壁处,所述夹头固定座与预夹紧油缸通过螺栓固定设置于主油缸活塞杆连接盘的外壁处,所述弯头模具通过螺栓安装设置于弯头模具座的外壁处,所述模具导向套固定设置于油缸支架的外壁处,所述弯头模具座固定设置于油缸支架的外壁处。
6.进一步的,所述设备平台的内壁底部处通过螺栓安装设置有液压站。
7.进一步的,所述设备平台的外壁一侧通过螺栓安装设置有弯头收集箱。
8.进一步的,切割组件,设于设备平台的外壁顶部边缘处。
9.进一步的,所述切割组件包括在线切割机与切割机摆动油缸。
10.进一步的,所述切割机摆动油缸通过螺栓安装设置于设备平台的外壁一侧处。
11.进一步的,所述在线切割机通过螺栓安装设置于切割机摆动油缸的输出端处。
12.进一步的,所述液压站、主油缸、预夹紧油缸、切割机摆动油缸之间通过管道与阀门相互连通设置。
13.进一步的,所述上料辊道与设备平台处于同一水平线处。
14.进一步的,所述模具导向套与夹头固定座处于同一轴线处。
15.综上所述,由于采用了上述技术方案,本发明的有益效果是:
16.本发明中,不用人工提前下料,不用切斜口,省时省力省人工,整个生产过程一人操作即可,大大提高了生产效率,节约了成本,单位时间内通过冷推弯头组件,可以将管道进行定量、定点和定时推动,在切割的过程中,保证了每一个弯头的具体尺寸,避免产生尺寸不一致的问题,保证了产品的生产质量。
附图说明
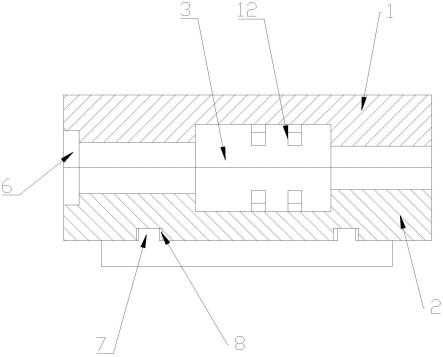
17.图1为本发明一种小型在线切割连续冷推弯头机的主视图;
18.图2为本发明一种小型在线切割连续冷推弯头机模具导向套的主视图;
19.图3为本发明一种小型在线切割连续冷推弯头机上料辊道的示意图;
20.图4为本发明一种小型在线切割连续冷推弯头机上料辊道的示意图。
21.图中标记:1、上料辊道;2、设备平台;3、主油缸;4、弹簧夹头;5、夹头固定座;6、预夹紧油缸;7、模具导向套;8、弯头模具座;9、在线切割机;10、切割机摆动油缸;11、液压站;12、弯头收集箱;13、油缸支架;14、主油缸活塞杆连接盘、15、弯头模具。
具体实施方式
22.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
23.实施例一
24.参照图1-图4:一种小型在线切割连续冷推弯头机,包括:
25.上料辊道1与设备平台2,上料辊道1设于设备平台2的一侧处,冷推弯头组件,设于设备平台2的外壁处,其中:冷推弯头组件包括主油缸3、弹簧夹头4、夹头固定座5、预夹紧油缸6、模具导向套7、弯头模具座8、油缸支架13、主油缸活塞杆连接盘14与弯头模具15,油缸支架13固定设置于设备平台2的外壁顶部一侧边缘处,主油缸3安装设置于油缸支架13的内部处,主油缸活塞杆连接盘14固定设置于主油缸3的输出端处,弹簧夹头4固定设置于夹头固定座5的外壁处,夹头固定座5与预夹紧油缸6通过螺栓固定设置于主油缸活塞杆连接盘14的外壁处,弯头模具15通过螺栓安装设置于弯头模具座8的外壁处,模具导向套7固定设置于油缸支架13的外壁处,弯头模具座8固定设置于油缸支架13的外壁处,现有相关弯头冷推技术相比,不用人工提前下料,不用切斜口,省时省力省人工,整个生产过程一人操作即可,大大提高了生产效率,节约了成本,以推制1寸弯头为例,把1寸钢管放到上料辊道1上,调整辊道高度,使钢管中心高与设备中心高一致,把弯头模具15安装到弯头模具座8的相应位置用螺栓紧固,辊道托辊转动把钢管送入设备,钢管穿过弹簧夹头4,前端进入模具导向套7,预夹紧油缸6动作弹簧夹头4夹紧钢管,主油缸3工进,夹送钢管进入弯头模具15,钢管在弯头模具15内弯曲变形,当钢管端面伸出模具设定长度时,主油缸3停止推进,在线切割机9启动,在切割机摆动油缸10的作用下切平钢管端面,在线切割机9复位,主油缸3继续工进,钢管继续弯曲,伸出部分达到设定的一个弯头长度时,主油缸停止,在线切割机9启动,切下一个弯头,如此循环动作,弯头被连续控制出来,主油缸行程达到最大时,松开预夹紧油缸6,弹簧夹头4松开,主油缸3退回,开始下一个工作循环,这种发明,操作方便,结构简单,安全可靠,大大减轻了劳动强度,提高了生产效率,每小时可生产1寸弯头100个。
26.参照图1-图4:设备平台2的内壁底部处通过螺栓安装设置有液压站11,设备平台2的外壁一侧通过螺栓安装设置有弯头收集箱12,切割组件,设于设备平台2的外壁顶部边缘处,切割组件包括在线切割机9与切割机摆动油缸10,切割机摆动油缸10通过螺栓安装设置于设备平台2的外壁一侧处,在线切割机9通过螺栓安装设置于切割机摆动油缸10的输出端处,液压站11、主油缸3、预夹紧油缸6、切割机摆动油缸10之间通过管道与阀门相互连通设
置,上料辊道1与设备平台2处于同一水平线处,模具导向套7与夹头固定座5处于同一轴线处,设备平台2的外壁一侧通过螺栓安装设置有弯头收集箱12,可以实现稳定的弯头收集。
27.工作原理:把1寸钢管放到上料辊道1上,调整辊道高度,使钢管中心高与设备中心高一致,把弯头模具15安装到弯头模具座8的相应位置用螺栓紧固,辊道托辊转动把钢管送入设备,钢管穿过弹簧夹头4,前端进入模具导向套7,预夹紧油缸6动作弹簧夹头4夹紧钢管,主油缸3工进,夹送钢管进入弯头模具15,钢管在弯头模具15内弯曲变形,当钢管端面伸出模具设定长度时,主油缸3停止推进,在线切割机9启动,在切割机摆动油缸10的作用下切平钢管端面,在线切割机9复位,主油缸3继续工进,钢管继续弯曲,伸出部分达到设定的一个弯头长度时,主油缸停止,在线切割机9启动,切下一个弯头,如此循环动作,弯头被连续控制出来,主油缸行程达到最大时,松开预夹紧油缸6,弹簧夹头4松开,主油缸3退回,开始下一个工作循环,这种发明,操作方便,结构简单,安全可靠,大大减轻了劳动强度,提高了生产效率,每小时可生产1寸弯头100个。
28.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。