一种可快速成型的pvc薄膜连续化生产装置及其制备工艺及其产品
技术领域
1.本发明涉及pvc薄膜生产技术领域,具体为一种可快速成型的pvc薄膜连续化生产装置及其制备工艺及其产品。
背景技术:
2.pvc薄膜,主要成份为聚氯乙烯,另有加入其他成分来增强其耐热性,韧性,延展性等。这种表面膜的最上层是漆,中间的主要成分是聚氯乙烯,最下层是背涂粘合剂,而聚氯乙烯简称pvc,是氯乙烯单体(vcm)在过氧化物、偶氮化合物等引发剂或在光、热作用下按自由基聚合反应机理聚合而成的聚合物。氯乙烯均聚物和氯乙烯共聚物统称之为氯乙烯树脂。
3.但是,现有的pvc薄膜生产需要经多个步骤,而为了保障生产效率往往会牺牲一些细节方面的提升,其中包括裁切辅料的回收以及膜面静电效应处理;因此,不满足现有的需求,对此我们提出了一种可快速成型的pvc薄膜连续化生产装置及其制备工艺。
技术实现要素:
4.本发明的目的在于提供一种可快速成型的pvc薄膜连续化生产装置及其制备工艺,采用多模组配合式的一体化生产线,在保障效率的同时,也更加照顾生产细节,进一步提升产品的品控质量,可以解决现有技术中的问题。
5.为实现上述目的,本发明提供如下技术方案:一种可快速成型的pvc薄膜连续化生产装置,包括原料熔塑单元、收卷分切单元和拉伸冷却单元,所述原料熔塑单元设置在加工平台的上方,且收卷分切单元设置在加工平台的下方,所述收卷分切单元的一端设置有风机模组,且收卷分切单元与拉伸冷却单元之间设置有除尘中转箱,所述加工平台包括板撑支架,且板撑支架的四周均设置有护栏,所述板撑支架的一侧设置有扶梯,且扶梯与板撑支架设置为一体式结构。
6.优选的,所述原料熔塑单元包括热熔流道和薄膜吹出机,且热熔流道与板撑支架通过螺钉连接,所述热熔流道一端的上方设置有出料罐,且出料罐与热熔流道通过法兰连接。
7.优选的,所述薄膜吹出机设置在热熔流道另一端的下方,且薄膜吹出机与热熔流道之间设置有分流管件,所述分流管件的一侧设置有试剂箱,且试剂箱通过分流管件与热熔流道连接。
8.优选的,所述拉伸冷却单元顶部的中段设置有内送辊,且内送辊的一侧设置有冷却风箱,所述内送辊的另一侧设置有第一转送辊,且冷却风箱的另一侧设置有外送辊,所述外送辊的下方设置有第二转送辊,且第一转送辊的下方设置有纠偏矫正组件,所述拉伸冷却单元的底部设置有活动座轨,且拉伸冷却单元与活动座轨滑动连接。
9.优选的,所述冷却风箱的顶部设置有进风口,且进风口有多个,所述冷却风箱的内
部设置有多段风腔,且进风口与多段风腔贯通连接,所述多段风腔的内部设置有风腔隔断,且风腔隔断与冷却风箱组合连接。
10.优选的,所述纠偏矫正组件包括纠偏辊,所述纠偏辊的两端均设置有轴块滑套,且纠偏辊与轴块滑套通过轴承转动连接,所述轴块滑套的一侧设置有摇轮丝杆,且摇轮丝杆与轴块滑套转动连接,所述摇轮丝杆的外侧设置有限位板,且限位板与拉伸冷却单元通过螺钉连接。
11.优选的,所述收卷分切单元包括裁切刀架和主料收卷辊,且裁切刀架与主料收卷辊之间设置有分料辊,所述裁切刀架的上方设置有张紧辊,且主料收卷辊的斜下方设置有辅料收卷辊。
12.优选的,所述主料收卷辊的外侧设置有贴紧辊,且贴紧辊与收卷分切单元通过支架连接,所述贴紧辊的外表面设置有橡胶贴片,且橡胶贴片与贴紧辊通过卡槽连接。
13.优选的,所述除尘中转箱的顶部设置有防尘罩,且防尘罩与除尘中转箱组合连接,所述除尘中转箱的底部设置有过滤风箱,且过滤风箱的顶部设置有吸尘风窗,所述吸尘风窗的上方设置有金属连辊,且金属连辊有多个。
14.一种可快速成型的pvc薄膜连续化生产装置的制备工艺,包括如下步骤:
15.步骤一:将生产薄膜所需的pvc原料经过滤后倒入到原料熔塑单元一端的出料罐中,启动设备后出料罐将原料注入到热熔流道,通过热熔流道内部的电热元件将原料进行熔化,熔化后的胚料与添加剂混合后由底部的吹出设备吹出成型;
16.步骤二:将吹出成型的薄膜拉入到下方拉伸冷却单元顶部的内送辊中,经内送辊拉入到第一转送辊并与纠偏辊相连,之后向内拉出到第二转送辊,最后经外送辊拉出,过程中通过风机设备帮助膜体表面进行散热;
17.步骤三:经冷却成型的后薄膜直接拉入到除尘中转箱中,通过内部分吸尘结构来取出薄膜表面附着的灰尘颗粒,除尘完毕后移送到收卷分切单元中进行版型的裁切,裁切后的薄膜和侧边辅料会被分流收卷。
18.进一步设置是一种如所述的制备工艺所制备的pvc薄膜,所述的pvc薄膜为防静电材料配方,其质量百分比为:pvc粉料60-80%,透明粉st60010-15%,钡锌复合稳定剂1-4%,环氧大豆油1-4%,己二酸二辛酯2-10%,脂肪酸peg单酯5-15%,acr 0.1-0.5%,石蜡0.5-5%,对苯二甲基二辛酯余量。
19.与现有技术相比,本发明的有益效果是:
20.1、本发明,采用多模组配合式的一体化生产线,在保障效率的同时,也更加照顾生产细节,进一步提升产品的品控质量;
21.2、本发明,冷却风箱位于内送辊和外送辊之间,使用时经内送辊拉入到第一转送辊并与纠偏辊相连,之后向内拉出到第二转送辊,最后经外送辊拉出,薄膜在从纠偏辊移动到第二转送辊的区间内会经过冷却风箱,此时的薄膜已经具备一定的韧性,不会受风力的影响产生较为严重的变形,通过冷却风箱可以帮助薄膜进行快速的冷却,同时也避免在冷却成型的过程中有颗粒物停留在薄膜的表面;
22.3、本发明,除尘中转箱的底部设置有过滤风箱,且过滤风箱的顶部设置有吸尘风窗,吸尘风窗的上方设置有金属连辊,且金属连辊有多个,薄膜在与金属连辊接触的过程中,其表面的静电会被金属辊吸收,从而达到消除静电的作用,在消除静电的同时,一些受
静电效应吸附在薄膜表面的灰尘颗粒失去了吸附力后,就可以被吸尘风窗吸入到过滤风箱中,避免一些较为尖锐的颗粒物对薄膜表面造成损伤。
附图说明
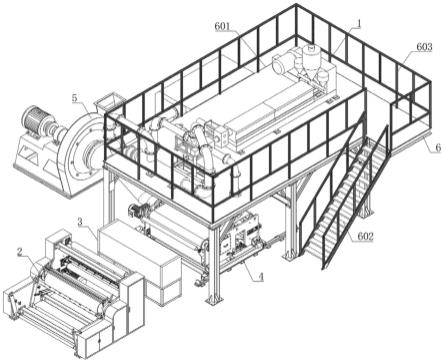
23.图1为本发明的整体主视图;
24.图2为本发明的原料熔塑单元结构示意图;
25.图3为本发明的拉伸冷却单元结构示意图;
26.图4为本发明的冷却风箱结构示意图;
27.图5为本发明的纠偏矫正组件结构示意图;
28.图6为本发明的收卷分切单元结构示意图;
29.图7为本发明的除尘中转箱结构示意图。
30.图中:1、原料熔塑单元;2、收卷分切单元;3、除尘中转箱;4、拉伸冷却单元;5、风机模组;6、加工平台;7、纠偏矫正组件;8、冷却风箱;101、出料罐;102、试剂箱;103、热熔流道;104、分流管件;105、薄膜吹出机;201、张紧辊;202、裁切刀架;203、主料收卷辊;204、辅料收卷辊;205、贴紧辊;206、分料辊;207、橡胶贴片;301、过滤风箱;302、吸尘风窗;303、金属连辊;304、防尘罩;401、内送辊;402、第一转送辊;403、第二转送辊;404、外送辊;405、活动座轨;601、板撑支架;602、扶梯;603、护栏;701、纠偏辊;702、轴块滑套;703、摇轮丝杆;704、限位板;801、进风口;802、多段风腔;803、风腔隔断。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.请参阅图1,本发明提供的一种实施例:一种可快速成型的pvc薄膜连续化生产装置,包括原料熔塑单元1、收卷分切单元2和拉伸冷却单元4,原料熔塑单元1设置在加工平台6的上方,且收卷分切单元2设置在加工平台6的下方,收卷分切单元2的一端设置有风机模组5,且收卷分切单元2与拉伸冷却单元4之间设置有除尘中转箱3,加工平台6包括板撑支架601,且板撑支架601的四周均设置有护栏603,板撑支架601的一侧设置有扶梯602,且扶梯602与板撑支架601设置为一体式结构,采用多模组配合式的一体化生产线,在保障效率的同时,也更加照顾生产细节,进一步提升产品的品控质量。
33.请参阅图2,原料熔塑单元1包括热熔流道103和薄膜吹出机105,且热熔流道103与板撑支架601通过螺钉连接,热熔流道103一端的上方设置有出料罐101,且出料罐101与热熔流道103通过法兰连接,薄膜吹出机105设置在热熔流道103另一端的下方,且薄膜吹出机105与热熔流道103之间设置有分流管件104,分流管件104的一侧设置有试剂箱102,且试剂箱102通过分流管件104与热熔流道103连接。
34.请参阅图3-5,拉伸冷却单元4顶部的中段设置有内送辊401,且内送辊401的一侧设置有冷却风箱8,内送辊401的另一侧设置有第一转送辊402,且冷却风箱8的另一侧设置有外送辊404,外送辊404的下方设置有第二转送辊403,且第一转送辊402的下方设置有纠
偏矫正组件7,拉伸冷却单元4的底部设置有活动座轨405,且拉伸冷却单元4与活动座轨405滑动连接,冷却风箱8的顶部设置有进风口801,且进风口801有多个,冷却风箱8的内部设置有多段风腔802,且进风口801与多段风腔802贯通连接,多段风腔802的内部设置有风腔隔断803,且风腔隔断803与冷却风箱8组合连接,冷却风箱8位于内送辊401和外送辊404之间,使用时经内送辊401拉入到第一转送辊402并与纠偏辊701相连,之后向内拉出到第二转送辊403,最后经外送辊404拉出,薄膜在从纠偏辊701移动到第二转送辊403的区间内会经过冷却风箱8,此时的薄膜已经具备一定的韧性,不会受风力的影响产生较为严重的变形,通过冷却风箱8可以帮助薄膜进行快速的冷却,同时也避免在冷却成型的过程中有颗粒物停留在薄膜的表面,纠偏矫正组件7包括纠偏辊701,纠偏辊701的两端均设置有轴块滑套702,且纠偏辊701与轴块滑套702通过轴承转动连接,轴块滑套702的一侧设置有摇轮丝杆703,且摇轮丝杆703与轴块滑套702转动连接,摇轮丝杆703的外侧设置有限位板704,且限位板704与拉伸冷却单元4通过螺钉连接,摇轮丝杆703与限位板704之间通内螺纹连接,当转动摇轮丝杆703时,丝杆本身会以限位板704为基础进行伸缩移动,这样便可以带动末端的轴块滑套702进行滑动,从而控制纠偏辊701的角度以及位置,实现纠偏矫正的作用。
35.请参阅图6-7,收卷分切单元2包括裁切刀架202和主料收卷辊203,且裁切刀架202与主料收卷辊203之间设置有分料辊206,裁切刀架202的上方设置有张紧辊201,且主料收卷辊203的斜下方设置有辅料收卷辊204,主料收卷辊203的外侧设置有贴紧辊205,且贴紧辊205与收卷分切单元2通过支架连接,贴紧辊205的外表面设置有橡胶贴片207,且橡胶贴片207与贴紧辊205通过卡槽连接,通过裁切刀架202对薄膜进行裁切,中间的主动部分通过分料辊206进入到主料收卷辊203表面,而两侧的辅料则向下输送到辅料收卷辊204处,在主料收卷辊203的外侧还设置有一组贴紧辊205,利用贴紧辊205表面的橡胶贴片207可以对收卷的薄膜表面进行一个压紧的作用,避免收卷过程中出现褶皱的情况,除尘中转箱3的顶部设置有防尘罩304,且防尘罩304与除尘中转箱3组合连接,除尘中转箱3的底部设置有过滤风箱301,且过滤风箱301的顶部设置有吸尘风窗302,吸尘风窗302的上方设置有金属连辊303,且金属连辊303有多个,薄膜在与金属连辊303接触的过程中,其表面的静电会被金属辊吸收,从而达到消除静电的作用,在消除静电的同时,一些受静电效应吸附在薄膜表面的灰尘颗粒失去了吸附力后,就可以被吸尘风窗302吸入到过滤风箱301中,避免一些较为尖锐的颗粒物对薄膜表面造成损伤。
36.一种可快速成型的pvc薄膜连续化生产装置的制备工艺,包括如下步骤:
37.步骤一:将生产薄膜所需的pvc原料经过滤后倒入到原料熔塑单元1一端的出料罐101中,启动设备后出料罐101将原料注入到热熔流道103,通过热熔流道103内部的电热元件将原料进行熔化,熔化后的胚料与添加剂混合后由底部的吹出设备吹出成型;
38.步骤二:将吹出成型的薄膜拉入到下方拉伸冷却单元4顶部的内送辊401中,经内送辊401拉入到第一转送辊402并与纠偏辊701相连,之后向内拉出到第二转送辊403,最后经外送辊404拉出,过程中通过风机设备帮助膜体表面进行散热;
39.步骤三:经冷却成型的后薄膜直接拉入到除尘中转箱3中,通过内部分吸尘结构来取出薄膜表面附着的灰尘颗粒,除尘完毕后移送到收卷分切单元2中进行版型的裁切,裁切后的薄膜和侧边辅料会被分流收卷。
40.综上,将生产薄膜所需的pvc原料经过滤后倒入到原料熔塑单元1一端的出料罐
101中,启动设备后出料罐101将原料注入到热熔流道103,通过热熔流道103内部的电热元件将原料进行熔化,熔化后的胚料与添加剂混合后由底部的吹出设备吹出成型,将吹出成型的薄膜拉入到下方拉伸冷却单元4顶部的内送辊401中,经内送辊401拉入到第一转送辊402并与纠偏辊701相连,之后向内拉出到第二转送辊403,最后经外送辊404拉出,过程中通过风机设备帮助膜体表面进行散热,经冷却成型的后薄膜直接拉入到除尘中转箱3中,通过内部分吸尘结构来取出薄膜表面附着的灰尘颗粒,除尘完毕后移送到收卷分切单元2中进行版型的裁切,裁切后的薄膜和侧边辅料会被分流收卷。
41.本实施例产品的pvc材料采用以下抗静电pvc超透膜材料新配方:pvc粉料60-80%,透明粉st600 10-15%,钡锌复合稳定剂1-4%,环氧大豆油1-4%,己二酸二辛酯2-10%,脂肪酸peg单酯5-15%,acr 0.1-0.5%,石蜡0.5-5%,对苯二甲基二辛酯余量。
42.具有长效抗静电性、透明度高、力学性能良好等特点,其中,采用透明粉st600替代部分pvc,并采用环氧大豆油/对苯二甲基二辛酯作为塑化体系复合塑化体系,即增加塑化效果,又减少了增塑剂用量,解决了抗静电体系易析出问题,加入脂肪酸peg单酯作为抗静电剂,实现长效抗静电性能;开发了高精度厚度可调四辊压延机,压延辊中辊采用轴交叉设计,出料下辊呈中鼓形且可预弯曲,配合自动调距系统,通过自动调整压延机辊筒调距装置,修正压延左右两个点的厚度偏差,通过手动控制轴交叉装置和预弯曲装置,实现薄膜横向厚度偏差控制,从而实现0.08mm以下厚度超透膜压延成型工艺;开发了多重过滤塑炼工艺,在过滤机中依次设置20目、60目、120目、150目、200目的多层滤网,避免了鱼眼和晶点的产生,产品透明度高、产品具有长效的抗静电性等特点。
43.本实施例所制备的产品的主要技术指标:
44.1、外观质量:无晶点、无流痕、穿孔、气泡,厚度均匀平整:
45.2、拉伸强度:纵向≥16.0mpa,横向≥16.0mpa;
46.3、断裂伸长率:≥200%;
47.4、低温伸长率:≥10%;
48.5、雾度:≤2%;
49.6、表面电阻率:《1012ω。
50.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
51.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
