tpu材质齿条及其制备方法
技术领域
1.本发明涉及玻璃屏幕处理领域,更具体的说,本发明涉及一种tpu材质齿条及其制备方法。
背景技术:
2.钢化膜光学玻璃主要用于手机、平板、电视触摸屏面板,表面坚硬,以取到触摸屏电子产品最上面一层防护作用;
3.众所周知,光学玻璃在cnc、抛光过程,切割加工冷切液油质,抛光材料,均需要经过超声波振动清洗,才能保证光学玻璃表面洁净度;而光学玻璃有丝毫的刮伤损伤碰伤瑕疵,均对产品产生致命缺陷。而未经过钢化处理的玻璃,表面容易变形,而玻璃原材切割雕刻成型和抛光过程,玻璃均未钢化处理,表面极易损伤;
4.随着消费者对手机、平板、钢化膜,需求不断增加,如手机变的更轻,玻璃防护面板的厚度也随之变的更薄,仍能满足外观与性能的要求,而玻璃厚度的降低,玻璃边缘尺寸随之减少,尤其是2.5d玻璃,更是小。
5.但玻璃仍需要通过玻璃架插架隔开,经过槽式超声波清洗,整个玻璃仅靠三个点支撑起,玻璃边缘尺寸越小,玻璃边缘与清洗架之间产生的摩擦力就越大,对玻璃边缘的损伤就越大;通过减少清洗机的超声波振动频繁,可以减少一部份企身位损伤,但随之而来的问题,就是玻璃清洗不干净。
技术实现要素:
6.为了克服现有技术的不足,本发明提供一种tpu材质齿条及其制备方法,使齿条具有表面致密性好、表面光滑、使用时疏水性好以及整体保持了tpu材质的柔软不会造成玻璃划伤等特点。
7.本发明解决其技术问题所采用的技术方案是:
8.一种tpu材质齿条,包括齿条;所述齿条的表面设置为算珠形状;所述算珠形状包括大直径算珠和小直径算珠;所述大直径算珠和小直径算珠间隔排列;所述两个大直径算珠中间设置一个小直径算珠以在齿条表面形成u型凹槽;所述齿条内部设置为中心镂空的状态。
9.在上述结构中,所述大直径算珠的直径设置为12-16mm;所述小直径算珠的直径设置为8.0-10.0m;两个相邻的所述大直径算珠的峰顶之间的距离设置为6.0-10mm;两个相邻的所述小直径算珠的峰顶之间的距离设置为6.0-10mm;相邻的所述大直径算珠01/小直径算珠02的峰顶之间的距离可在距离范围内做调整,以满足所清洗不同长宽尺寸的产品,做到插架不叠片不碰片。
10.一种tpu材质齿条的制备方法,包括以下步骤:
11.步骤s1,制备模具;
12.步骤s2,干燥tpu;
13.步骤s3,预热模具;
14.步骤s4,清洁以及润滑模具;
15.步骤s5,模具降温;
16.步骤s6,将tpu注塑在模具中;
17.步骤s7,水冷处理,冷却30-60秒;
18.步骤s8,修理注塑口;
19.步骤s9,成品质量检查。
20.进一步的,在步骤s2中,干燥tpu,使tpu的含水量小于0.05%。
21.进一步的,在步骤s3中,模具预热到300-350℃。
22.进一步的,在步骤s4中,所述清洁以及润滑模具的具体处理方法为:将pu材质注入模具,对模具内壁进行润滑处理,再注入pe将pc从模具中清洁出来。
23.进一步的,在步骤s5中,模具降温,将模具降温到170-230℃。
24.进一步的,在步骤s6中,所述tpu注塑在模具中的具体方法为:使用高压慢速方式将tpu注塑在模具中;所述tpu注塑在模具中的压力设置为60-110mpa,注塑6-15秒,压力保持5-10秒。
25.进一步的,在步骤s8中,所述修理注塑口的具体方法为:先用美工刀割除注塑口处不平整的部分,再对注塑口进行高温烘烤,快速对注塑口进行封口从而使tpu封口形成致密的膜;所述高温烘烤的温度设置为1000-1300℃;所述高温烘烤的时间设置为0.5-2s。
26.本发明的有益效果是:本发明提供了一种tpu材质齿条及其制备方法,一种tpu材质齿条包括齿条;所述齿条的表面设置为算珠形状;所述算珠形状包括大直径算珠和小直径算珠;所述大直径算珠和小直径算珠间隔排列;所述两个大直径算珠中间设置一个小直径算珠以在齿条表面形成u型凹槽;所述齿条内部设置为中心镂空的状态;一种tpu材质齿条的制备方法包括以下步骤:步骤s1,制备模具;步骤s2,干燥tpu;步骤s3,预热模具;步骤s4,清洁以及润滑模具;步骤s5,模具降温;步骤s6,将tpu注塑在模具中;步骤s7,水冷处理;步骤s8,修理注塑口;步骤s9,成品质量检查;实现了齿条表面光滑、使用时疏水性好等效果;解决了现有齿条在使用过程中对玻璃边缘的损伤大造成玻璃划伤等问题;在使用过程中不易对玻璃造成损伤。
附图说明
27.下面结合附图和实施例对本发明进一步说明。
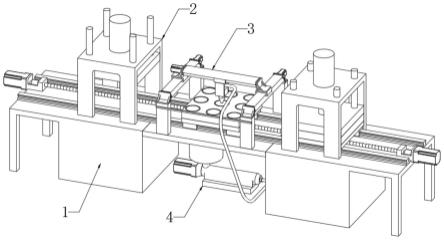
28.图1是本发明的结构示意图;
29.图2是本发明的制备方法流程图。
具体实施方式
30.以下将结合实施例和附图对本发明的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。另外,专利中涉及到的所有联接/连接关系,并非单指构件直接相接,而是指可根据具体实施情况,通过添加或
减少联接辅件,来组成更优的联接结构。本发明创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合。
31.如图1所示,一种tpu材质齿条,包括齿条;所述齿条的表面设置为算珠形状;所述算珠形状包括大直径算珠01和小直径算珠02;所述大直径算珠01和小直径算珠02间隔排列;所述两个大直径算珠01中间设置一个小直径算珠02以在齿条表面形成u型凹槽03;所述齿条在工作时,玻璃边缘插在u型凹槽03中;所述u型凹槽03可减小齿条与玻璃接触位的面积,从而减少清洗产品的损伤机率。
32.所述齿条内部设置为中心镂空的状态;所述齿条套可以套在清洗设备的清洗架上;所述齿条内部的直径比固定齿条的清洗架的直径大0.1-0.2mm,比如清洗架的直径为5.5mm,那么齿条内部的直径即为5.6-5.7mm,便于将齿条套在清洗架上。
33.所述齿条的长度可以根据清洗机的宽度设计,可长可短;每根齿条可插15-50片产品。
34.所述大直径算珠01的直径设置为12-16mm;所述小直径算珠02的直径设置为8.0-10.0m;两个相邻的所述大直径算珠01的峰顶之间的距离设置为6.0-10mm;两个相邻的所述小直径算珠02的峰顶之间的距离设置为6.0-10mm;相邻的所述大直径算珠01/小直径算珠02的峰顶之间的距离可在距离范围内做调整,以满足所清洗不同长宽尺寸的产品,做到插架不叠片不碰片。
35.如图2所示,一种tpu材质齿条的制备方法,包括以下步骤:
36.步骤s1,制备模具;
37.步骤s2,干燥tpu;
38.步骤s3,预热模具;
39.步骤s4,清洁以及润滑模具;
40.步骤s5,模具降温;
41.步骤s6,将tpu注塑在模具中;
42.步骤s7,水冷处理,冷却30-60秒;
43.步骤s8,修理注塑口;
44.步骤s9,成品质量检查。
45.在步骤s2中,干燥tpu,使tpu的含水量小于0.05%;所述tpu,即热塑性聚氨酯弹性体,又称热塑性聚氨酯橡胶;tpu材质具有高耐磨性优异,与玻璃接触位,对玻璃不易损失变形;且tpu材质具有极好的耐臭氧性,耐化学药品和耐环境性能,特别适合用于玻璃清洗机,在强酸强碱的清洗剂和高温120℃内烘烤环镜下反复使用,tpu材质不分解;而且tpu材质具有很好的弹性,在与玻璃接触的位置,在开超声波振动的情况下,tpu材质良好的弹性,不易造成玻璃的损伤。
46.在步骤s3中,模具预热到300-350℃。
47.在步骤s4中,所述清洁以及润滑模具的具体处理方法为:将pu材质注入模具,对模具内壁进行润滑处理,再注入pe将pc从模具中清洁出来;因pe料最便宜,而pc料也比tpu便宜,含卤最少,可以降低制备齿条的成本;清洁以及润滑模具可以清洁模具内的脏污,从而降低脏污影响tpu注塑架的性能,若模具内部存在脏污,会导致制备完的齿条表面产生裂缝。
48.在步骤s5中,模具降温,将模具降温到170-230℃,此温度为tpu材料的定型温度。
49.在步骤s6中,所述tpu注塑在模具中的具体方法为:使用高压慢速方式将tpu注塑在模具中;所述tpu注塑在模具中的压力设置为60-110mpa,注塑6-15秒,压力保持5-10秒;采用高压慢速可以使tpu材料完全填充在模具内部,避免填充不完全导致齿条种存在气泡影响后续使用。
50.在步骤s7中,水冷处理可以让注塑后的齿条表面更致密,以增加齿条的耐磨损、抗腐蚀的性能,可以进一步延长齿条的使用寿命。
[0051][0052]
上表中,对比例1中,模具温度设置为170-230℃,采用高压慢速的注塑方式,且注塑完成后对齿条进行水冷处理;
[0053]
对比例2中,模具温度设置为140-170℃,采用高压慢速的注塑方式,且注塑完成后对齿条进行水冷处理;
[0054]
对比例3中,模具温度设置为230-260℃,采用高压慢速的注塑方式,且注塑完成后对齿条进行水冷处理;
[0055]
对比例4中,模具温度设置为170-230℃,采用低压快速的注塑方式,且注塑完成后对齿条进行水冷处理;
[0056]
对比例5中,模具温度设置为170-230℃,采用低压快速的注塑方式,但是不对齿条进行水冷处理;
[0057]
由表中的齿条状况可得出,采用本制备方法得到的齿条状况最好,最符合清洗玻璃种齿条的标准,齿条表面光滑不会划伤玻璃,且齿条疏水性家,在清洗过程种,齿条表面不会留有水珠,从而杜绝了干水印问题。
[0058]
在步骤s8中,所述修理注塑口的具体方法为:先用美工刀割除注塑口处不平整的部分,再对注塑口进行高温烘烤,快速对注塑口进行封口从而使tpu封口形成致密的膜;所述高温烘烤的温度设置为1000-1300℃;所述高温烘烤的时间设置为0.5-2s。
[0059]
在步骤s9种,成品质量检查;检查齿条表面的致密性、表面光滑度、使用时的疏水性以及齿条的弹力等。
[0060]
厚度齿条材质投料数架子位划伤数损伤率0.7mm赛钢100005605.60%0.7mm铁氟龙100003133.13%0.7mmtpu1000000%0.6mm赛钢10000312631.3%0.6mm铁氟龙10000268026.8%0.6mmtpu1000000%
[0061]
上表中,三种不同材质的齿条,在清洗厚度为0.7mm和0.6mm的玻璃时的损伤率;其中赛钢材质的齿条的清洗玻璃时,损伤率最高,铁氟龙材质的齿条次之,tpu材质的齿条在清洗玻璃时,损伤率为0,几乎不会对玻璃造成损伤。
[0062]
tpu材质齿条的清洗过程中,使清洗机超声波振动频率不降低的情况下,玻璃与清洗架子接触位不会损伤,又能将玻璃清洗干净。
[0063]
以上是对本发明的较佳实施进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可做出种种的等同变形或替换,这些等同的变形或替换均包含在本技术权利要求所限定的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。