1.本实用新型属于机械加工技术领域,具体涉及一种镗削非连续圆周深孔的镗具。
背景技术:
2.目前,加工深孔所用镗具由导向体和镗刀组成,镗刀刀刃形状一般呈棱角型。加工过程中,工件做圆周转动,镗刀做直线运动,镗刀对工件进行镗削。
3.但是由于刀刃为棱角型,刀刃切削面为呈直线,切削面和工件的接触面积较大,一般用于加工连续圆周孔。加工过程中,镗刀一直处于受力切削状态,受力状态均匀,加工尺寸不会有大的偏差。当切削工件的断面为非连续圆周的断续内孔时,如图1所示,由于内孔是由多个断续的筋板组成,在加工过程中,镗刀是断续和筋板接触,镗刀不断从非切削状态进入到切削状态,每接触一次,镗刀会受到一次冲击,导致中心位置发生偏差。因此,在整个加工过程中,镗刀一直处于不稳定的工作状态中,切削力会随着镗刀工作状态的变化而变化,镗刀及工件受力也随之带来较大的波动,对加工的工件产生冲击力也大,很难保证切削加工的稳定性,加工后的尺寸会发生较大的偏差,不能保证图纸的要求。同时加工后的断续圆周断面会与导向键产生碰撞,不仅起不到支撑、定位及稳定镗具的作用,还会产生相反的作用。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种镗削非连续圆周深孔的镗具,解决现有技术中冲击力大的问题。
5.本实用新型所采用的技术方案是:
6.一种镗削非连续圆周深孔的镗具,其包括导向柱、连接在导向柱一端的连接柱、设置在导向柱上靠近连接柱一端侧壁上的镗刀安装槽以及通过定位螺钉安装在镗刀安装槽内的镗刀。
7.所述镗刀包括刀体以及设置在刀体上的刀刃,所述刀刃的刃部呈抛物线形。
8.进一步的,所述刃尖由多个曲面汇集而成。
9.进一步的,在刀体上设有长圆孔,定位螺钉穿过长圆孔将镗刀安装在镗刀安装槽内。
10.进一步的,导向柱呈圆柱形,其外圆直径尺寸与工件加工内孔尺寸相对应。
11.进一步的,在所述导向柱的外侧壁上沿其圆周方向设有储油槽。
12.进一步的,在所述连接柱的端部设有螺孔或螺柱。
13.进一步的,在所述连接柱的外侧壁上均匀设有卡槽。
14.进一步的,在导向柱上设有减重孔。
15.本实用新型的积极效果为:
16.本实用新型的刀刃为抛物线形,对旋转工件进行切削时,可实现镗刀渐进型切削,减轻了因瞬间切削量过大产生的对工件的冲击,同时呈圆柱形的导向柱,对镗出的断续圆
周孔起到了支撑、稳定作用,防止了细长的刀杆在加工过程中下沉或冲击、震动,保证了镗孔的直线度及圆整度。
附图说明
17.图1为本实用新型待切削工件示意图;
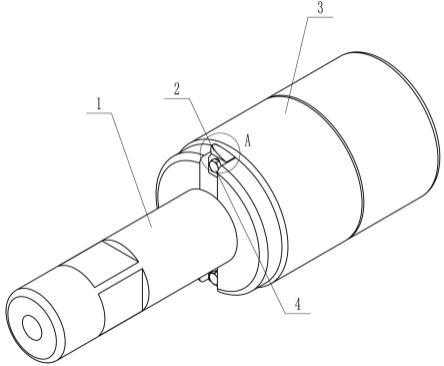
18.图2为本实用新型结构示意图;
19.图3为本实用新型镗刀结构示意图;
20.图4为本实用新型图2中a处放大图;
21.图5为本实用新型镗刀安装槽结构示意图;
22.图6为本实用新型减重孔示意图。
具体实施方式
23.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
24.实施例1
25.如附图2-6所示,本实施例提供一种镗削非连续圆周深孔的镗具,包括导向柱3、连接在导向柱3一端的连接柱1、开设在导向柱3上靠近连接柱1一端侧壁上的镗刀安装槽8以及通过定位螺钉4安装在镗刀安装槽8内的镗刀2,镗刀安装槽8开设在靠近连接柱1的一端。
26.优选的,镗刀2包括刀体201以及设置在刀体201顶部的刀刃203,刀体201与镗刀安装槽8间隙配合,刀刃203的的刃部边缘呈曲面形,在本实施例中为抛物线形,用于进行镗削工作,形成过渡缓冲的结构,在深孔加工中加工非连续断面时,切刀工作时切削量从零开始按刀口曲面形状逐渐增大,实现了渐进式切削,减轻了因瞬间切削量过大产生的对工件的冲击及切削力的剧烈波动。同时刀刃所有两侧均可进行镗削工作,在镗具的一个往复行程中,两个方向的移动均可进行镗削,加工的效率也较高。
27.正如本申请背景技术中的记载,如果采用常规刀具的话,由于其刀刃呈直线形,在进行镗削工作时,整个刀刃会同时与工件接触,对工件和刀具都会造成较大冲击,而在加工如图1所示的工件时,刀具与工件会频繁重新接触,每重新接触一次,都会冲击一次,导致加工精度不能满足要求。而采用本实用新型的结构后,由于刃部采用抛物线形式,在加工时抛物线上较低一点首先与工件接触,此时吃刀深度较小,随着镗刀不断沿导向柱3的轴向方向进给,镗刀与工件由点接触变为线接触,并且逐渐变大,直至抛物线顶点与工件接触,吃刀深度达到最大,从而实现了渐进式切削,减少了工件和镗刀的冲击,可以有效保障加工的精度。而导向柱3套在工件内部,可对镗出的断续圆周孔起到了支撑、稳定作用。
28.在刀体201上沿竖直方向设有长圆孔202,定位螺钉4穿过长圆孔202将镗刀2安装在镗刀安装槽8内,镗刀2径向位置可调整,能保证镗刀切削不同的尺寸。
29.镗刀安装槽8及与其相配的镗刀2数量根据实际需要可以是一个,也可以是多个。
30.实施例2
31.本实施例是在实施例1的基础上进行进一步改进,具体来说,导向柱3呈圆柱形,其外圆直径尺寸与工件加工内孔尺寸相对应,对镗具镗出的断续圆周孔起到了支撑、稳定作用,防止了细长的刀杆在加工过程中下沉或冲击、震动,保证了镗孔的直线度及圆整度。
32.在连接柱1的外侧端设有螺孔9或螺柱,在其侧壁上均匀设有卡槽7,与镗床主轴上的螺柱或螺孔相配合。
33.优选的,在导向柱3上沿其轴向方向设有减重孔6。
34.实施例3
35.本实施例是对实施例2的进一步限定,本实施例中,在导向柱3的外侧壁上沿其圆周方向设有储油槽5,起储油润滑作用。
36.本实用新型的工作原理为:
37.将镗刀2,设置到镗刀安装槽8上,调节镗刀2的进出位置使其与加工内孔直径相适应,紧固镗刀定位螺钉4,然后将本实用新型通过连接柱1将螺孔9(或螺柱)与镗床主轴上螺柱(或螺孔)连接到一起,在深孔加工中主轴带动本实用新型及镗刀2做往复直线运动,需加工的工件做旋转运动,做往复运动镗刀2实现对旋转工件的切削,由于刀口形状为曲面形可实现镗刀渐进型切削,减轻了因瞬间切削量过大产生的对工件的冲击,同时呈圆柱形的导向柱3,对镗出的断续圆周孔起到了支撑、稳定作用,防止了细长的刀杆在加工过程中下沉或冲击、震动,保证了镗孔的直线度及圆整度。
38.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施例技术方案的精神和范围。
技术特征:
1.一种镗削非连续圆周深孔的镗具,其特征在于其包括导向柱(3)、连接在导向柱(3)一端的连接柱(1)、设置在导向柱(3)上靠近连接柱(1)一端侧壁上的镗刀安装槽(8)以及通过定位螺钉(4)安装在镗刀安装槽(8)内的镗刀(2);所述镗刀(2)包括刀体(201)以及设置在刀体(201)上的刀刃(203),所述刀刃(203)的刃部呈抛物线形。2.根据权利要求1所述的一种镗削非连续圆周深孔的镗具,其特征在于在刀体(201)上设有长圆孔(202),定位螺钉(4)穿过长圆孔(202)将镗刀(2)安装在镗刀安装槽(8)内。3.根据权利要求1所述的一种镗削非连续圆周深孔的镗具,其特征在于导向柱(3)呈圆柱形,其外圆直径尺寸与工件加工内孔尺寸相对应。4.根据权利要求1或3所述的一种镗削非连续圆周深孔的镗具,其特征在于在所述导向柱(3)的外侧壁上沿其圆周方向设有储油槽(5)。5.根据权利要求1所述的一种镗削非连续圆周深孔的镗具,其特征在于在所述连接柱(1)的端部设有螺孔(9)或螺柱。6.根据权利要求1或5所述的一种镗削非连续圆周深孔的镗具,其特征在于在所述连接柱(1)的外侧壁上均匀设有卡槽(7)。7.根据权利要求1所述的一种镗削非连续圆周深孔的镗具,其特征在于在导向柱(3)上设有减重孔(6)。
技术总结
本实用新型涉及一种镗削非连续圆周深孔的镗具,包括导向柱、连接在导向柱一端的连接柱、设置在导向柱端部上的镗刀安装槽以及通过定位螺钉安装在镗刀安装槽内的镗刀,所述镗刀包括刀体以及设置在刀体上的刀刃,所述刀刃的刃部呈抛物线形;本实用新型的刀刃为曲面形,对旋转工件进行切削时,可实现镗刀渐进型切削,减轻了因瞬间切削量过大产生的对工件的冲击。击。击。
技术研发人员:杨庆海 阎士标 刘丽珍 曹杰 张伟 孙志浩 张玉奎 刘陈伟 王俊义 沈章锁 李屹
受保护的技术使用者:河北太行机械工业有限公司
技术研发日:2022.05.16
技术公布日:2022/6/30
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。