1.本实用新型属于机械加工技术领域,具体涉及一种加工超长筒体内槽用的组合镗床拉刀装具。
背景技术:
2.目前,在箱体类零件内孔上拉槽,一般是在专用铣床或专用的拉床上进行,铣床加工槽长度较短,拉床虽然可以加工较长的槽类零件,但由于受设备行程限制及零件形状的影响,槽的长度超过一定长度后,相应的加工设备则相对较少,对于异形截面的零件,更是难以找到相应的拉床加工设备。
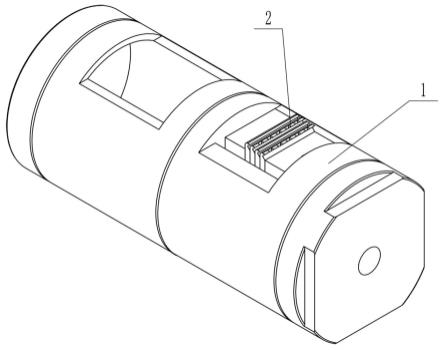
3.如图1所示发射筒,发射筒材料为铝合金,发射筒长度为3000mm,要求在底部加工一个内槽,槽宽50mm,槽长3000mm。由于该发射筒长度较长,壁厚较薄,很难找到一种设备和加工用的拉刀具进行加工。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种加工超长筒体内槽用的组合镗床拉刀装具,满足超长、薄壁工件加工要求,同时解决刀具磨损快的问题。
5.本实用新型所采用的技术方案是:
6.一种加工超长筒体内槽用的组合镗床拉刀装具,其特征在于其包括刀体以及设置在刀体内的组合刀头,在所述刀体的前端设有前导向定位柱,后端设有后导向定位柱,在刀体的侧壁上设有刀具安装孔,组合刀头安装在刀具安装孔内。
7.所述组合刀头包括底座以及设置在底座上的若干个刀片组,所述刀片组包括一个锯齿刀片以及一个平面刀片,锯齿刀片位于平面刀片的前方且二者的刀刃呈平齐状态,相邻两个刀片组的高度呈前低后高排列。
8.进一步的,在所述刀具安装孔的底部设有刀具高低调节顶丝,在其侧壁上设有刀具紧固顶丝。
9.进一步的,在刀具安装孔的内壁上设有刀具定位台,在组合刀头的底座侧壁上设有与之配合的滑槽。
10.进一步的,所述底座包括分别设置在刀片组前后两侧的前固定板和后固定板,所述滑槽设置在前固定板的前侧壁上,前固定板、刀片组以及后固定板三者通过紧固螺丝连接。
11.进一步的,在所述前导向定位柱和后导向定位柱外侧壁上设有储油槽。
12.进一步的,在前导向定位柱的端部设有卡台,在前导向定位柱的轴心位置设有连接螺纹孔,在后导向定位柱上设有减重孔。
13.本实用新型的积极效果为:
14.本实用新型用两种刀片可渐进对筒体内槽进行拉削加工,尤其适用于超长、薄壁的铝件,解决了铝件变形量大、拉削加工量不均匀、刀具磨损快等缺点,可快速对铝筒体进
行内槽拉削加工,具有切削平稳、切削长度长、尺寸精度高等优点。
附图说明
15.图1为本实用新型发射筒示意图;
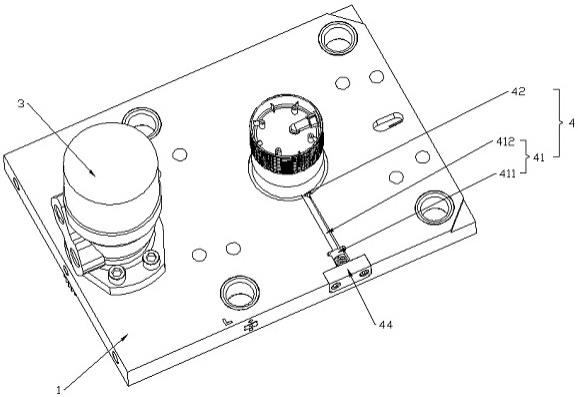
16.图2为本实用新型结构示意图;
17.图3为本实用新型剖视示意图;
18.图4为本实用新型刀体示意图;
19.图5为本实用新型组合刀头结构示意图;
20.图6为本实用新型锯齿刀片示意图;
21.图7为本实用新型平面刀片示意图。
具体实施方式
22.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
23.实施例1
24.如附图2-7所示,本实施例提供一种加工超长筒体内槽用的组合镗床拉刀装具,具体来说包括刀体1以及设置在刀体1内的组合刀头2,在刀体1的侧壁上开有刀具安装孔5,组合刀头2安装在刀具安装孔5内,在刀头1的前端设有前导向定位柱3,后端设有后导向定位柱4,在前导向定位柱3的端部设有卡台12,在前导向定位柱3轴向中心位置设有连接螺纹孔11,用于与主轴上的螺柱相配合,在后导向定位柱4上设有减重孔9。
25.具体的说,组合刀头2包括底座以及安装在底座上的刀片组13,刀片组13包括一个锯齿刀片18以及一个平面刀片19,锯齿刀片18位于平面刀片19的前方且二者的刀刃呈平齐状态,相邻两个刀片组13的高度呈前低后高排列。不同的刀片组13中锯齿刀片18齿形形状、大小及密度可以相同也可以不同。
26.如果仅采用平面刀片的话,在进行工件加工时,整个平面刀片的刀刃全部与工件接触,整体受到的力较大,容易造成刀刃损坏的情况,需要频繁地更换平面刀片。而采用锯齿刀片18与平面刀片19组合的方式进行加工时,锯齿刀片18首先与工件接触进行加工,整体与工件的接触面积相对较小,受到的力也就较小,更加不容易损坏,之后再利用刀刃与锯齿刀片18平齐的平面刀片19加工锯齿刀片未加工到的位置,完成一次拉削,这样对锯齿刀片18和平面刀片19的损伤都比较小,有效延长的刀片的使用寿命。
27.同时,采用相邻两个刀片组13的高度呈前低后高排列的独特设计,在进行加工时,整个拉刀装具是沿其轴向方向移动的,位于最前方的第一个刀片组13首先与工件接触,切掉一部分,之后位于其后方的第二个刀片组13再与工件接触,进一步切掉一部分工件,这样一趟行程下来,便可以切掉更多的工件,使得加工时需要的往复行程更少,更加适合超长工件加工。举例来说,需要加工的内槽深度为8mm,单次吃刀深度为1mm,如果仅设置一组刀片组,那么需要8个行程才可以完成加工。而采用本实用新型的结构,最前方的刀片组吃刀深度仍为1mm,但位于其后方的第二个刀片组刀刃高度高于前方刀片组,那么在第一组刀片组切掉1mm厚的基础上,第二个刀片组可以进一步切掉1mm,这样在配备两个刀片组的情况下,单次行程便可切出2mm深的槽,只需要4个行程便可完成加工,如果继续增加刀片组的数量,
还可以进一步减少往复的次数。
28.在所述前导向定位柱3和后导向定位柱4外侧壁上设有储油槽10,可填充润滑油。
29.实施例2
30.本实施例是对实施例1的进一步改进,本实施例中,在刀具安装孔5的底部设有刀具高低调节顶丝8,可以调整组合刀头2的高低,在其侧壁上设有刀具紧固顶丝7,可以将组合刀头2与刀具安装孔5的侧壁顶紧固定。
31.优选的,在刀具安装孔5的内壁上设有长条形的刀具定位台6,在底座上设有与之相配合的滑槽16,组合刀头2在上下移动时,滑槽16与刀具定位台6配合滑动。
32.实施例3
33.本实施例是对实施例2的进一步改进,本实施例中,底座包括分别设置在刀片组13前后两侧的前固定板14和后固定板15,所述滑槽16设置在前固定板14的前侧壁上,前固定板14、刀片组13以及后固定板15三者通过紧固螺丝17连接。
34.本实用新型的工作原理为:
35.根据需加工零件内槽的宽度和深度尺寸,选取2~3组刀片组13,多个刀片组13的高度呈阶梯状,高度尺寸从前到后依次增加,最大的尺寸为工件要求的尺寸。将刀片组13放置在前固定板14、后固定板15内,用紧固螺丝17将其紧固,形成组合刀头2。将组合刀头2放置到刀体1的刀具安装孔5内,使滑槽16与刀具定位台6配合,调节高低调节顶丝8使之与所需拉槽深度相适应,用刀具紧固顶丝7将组合刀头2和刀体1紧固,形成组合镗床拉刀装具。
36.将组合镗床拉刀装具通过卡台12、连接螺纹孔11和镗床主轴上连接到一起。工作时,用卡具将工件两端固定,通过调整工件的位置,使内槽处于底部并成水平状态。工作时,调整好镗床主轴的转速,工件保持稳定不动,镗床的主轴带动拉刀装具做直线运动,在前导向定位柱3、后导向定位柱4及组合刀头2的共同作用下实现对工件进行拉削。
37.由于多个刀片组13高度呈阶梯状,刀片前后有2~5mm的距离,拉削时,高度尺寸最低的刀片先对工件进行拉削,随着拉刀装具不断向前运动,后面的刀具逐渐对工件进行再拉削。
38.拉刀装具随着主轴走完一个行程后,对工件完成一次拉削。此时,可反转主轴,将拉刀装具退回到起始位置,然后重新按上述步骤进行第二次拉削,直到工件内槽尺寸满足图纸要求为止。
39.本实用新型克服了现有技术的不足,提供了一种加工超长筒体内槽用的组合镗床拉刀装具,用两种刀片可渐进对筒体内槽进行拉削加工,尤其适用于超长、薄壁的铝件,解决了铝件变形量大、拉削加工量不均匀、刀具磨损快等缺点,可快速对铝筒体进行内槽拉削加工,具有切削平稳、切削长度长、尺寸精度高等优点。
40.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。