1.本发明属于自动化生产设备领域,特别涉及一种稳定杆衬套自动研磨及涂胶机的机器。
背景技术:
2.汽车稳定杆是汽车悬架中的一种辅助弹性元件,它的两头与悬挂连接,中间部位通过卡箍和衬套固定在副车架上,使悬挂、副车架、稳定杆连接成一个整体,防止车身在转弯时发生过大的横向侧倾,尽量使车身保持平衡。此时,衬套会承受一定来自稳定杆的应力和扭转摩擦。长时间反复的应力与扭转摩擦的作用,传统固定方式衬套会与稳定杆发生相对位移、磨损,进而产生较大的噪音,降低了使用寿命;为解决扭转摩擦异响问题,一些高端车上采用成本更高的硫化粘接型稳定杆衬套,解决了因相对位移而带来的摩擦异响问题。但是新出厂的橡胶衬套因生产工艺原因,表面会很光滑且有一层蜡,如果直接涂胶硫化粘接的话,会影响粘接的强度,严重的会造成脱胶。所以硫化粘接前需要对衬套内孔进行除蜡处理;传统的稳定杆衬套除蜡处理有两种方式,一种方式是超声波清洗,这种方法虽然能清除衬套表面的腊,但在光滑的内孔表面进行涂胶硫化粘接,效果不是很理想;另一种方式是通过研磨的方式除掉衬套内孔的腊,并且还可以增加内孔的粗糙度,能够达到理想的粘接效果。但是现阶段主要作业方法为工人手工逐一用砂布磨头对稳定杆衬套内孔进行研磨,然后用毛刷涂刷胶水,此作业方法有多个缺点:一是手工作业生产效率底;二是手工研磨全凭工人的感观,无法保证统一的研磨度量;三是手工刷胶无法保证胶量的均匀与统一;四是研磨产生的粉尘,涂胶时胶水溶剂挥发的气体都会对人体产生伤害。因此亟需一台自动化的稳定杆衬套研磨及涂胶机。
技术实现要素:
3.本发明的目的是提供一种稳定杆衬套自动研磨及涂胶机,能够快速高效地对稳定杆衬套进行研磨及涂胶,以解决现有技术的不足。
4.为实现上述目的,本发明提供以下技术方案,一种稳定杆衬套自动研磨及涂胶机,其特征是:包括振动送料装置、装料移送装置、衬套研磨装置、取料移送装置、衬套涂胶装置、取出输送带、控制模块;所述振动送料装置,位于机器入口处,由一个环形振动装置和两组直线振动输送机组成,直线振动输送机按一定的间距并列设置,用于输送稳定杆衬套;所述装料移送装置,位于机台入口上方,由一组水平和竖直方向可以移动的十字滑台组成,水平和竖直方向各为一组由伺服减速机驱动的直线滑台构成,竖直方向直线滑台的下端设置有两套气爪,用于夹取稳定杆衬套;所述衬套研磨装置,位于机台中央,由一组上下和前后方向可以移动的十字滑台组成,上下和前后方向各为一组由伺服减速机驱动的直线滑台构成,前后方向滑台上按一
定间距设置有两台轮廓研磨机,用于稳定杆衬套的内孔轮廓研磨,所述轮廓研磨机的伺服减速机输出臂上安装有一台伺服电机,用于驱动研磨头,所述研磨头侧上方设置有风刀,用于清除研磨产生的粉尘,前端设有集尘罩,用于收集研磨产生的粉尘;所述取料移送装置,位于机台出口上方,由一组水平和两组竖直方向可以移动的十字滑台组成,水平方向为一组由伺服减速机驱动的直线滑台构成,竖直方向由两组相互独立的伺服直线滑台构成,并按一定的距离设置,竖直方向直线滑台的下端设置有两套气爪,用于夹取稳定杆衬套;所述衬套涂胶装置,位于取料移送装置出口下方,由一组上下和前后方向可以移动的十字滑台组成,上下和前后方向各为一组由伺服减速机驱动的直线滑台构成,前后方向滑台上按一定距离设置有两台内孔涂胶机,用于稳定杆衬套的内孔涂胶,所述内孔涂胶机的伺服减速机输出臂上安装有一台伺服电机,用于驱动刷头,所述内孔涂胶机输出臂下方设置有胶水供应装置;所述取出输送带为平面pvc输送带,用于输送涂抹完成的衬套;所述控制模块包括电气控制柜,控制电脑组成。
5.优选的,所述环形振动装置有多个输出通道,可以整列输出多组稳定杆衬套;所述直线振动输送机,底部有振动电磁铁,输送轨道两导板宽度根据不同衬套尺寸可以调节,出口处挡板前后可调,用于调整稳定杆衬套停的中心位置。
6.优选的,所述装料移送装置和所述取料移送装置中间下方有一个中转放置台,位于机台中部,所述中转放置台由两套气爪按一定间距并列设置,用于放置中转等待研磨的稳定杆衬套。
7.优选的,所述轮廓研磨机,其输出臂可以根据稳定杆衬套内径的大小作径向调节,保证研磨头能研磨到稳定杆衬套内孔的全部位置,所述集尘罩连接有粉尘集尘机,用于收集研磨产生的粉尘。
8.优选的,所述取料移送装置,利用水平和竖直方向的两组直线滑台,通过气爪按顺序把衬套从中转放置台、研磨、涂胶、取出输送带四个工位传递转移。
9.优选的,所述内孔涂胶机,其输出臂可以根据稳定杆衬套内径的大小作径向调节,保证刷头能把胶水涂抹到稳定杆衬套内孔的全部位置。
10.优选的,所述胶水供应装置,包括储胶桶、气泵和滚动胶水供应机。
11.综上所述,本发明具有以下有益效果:通过振动送料装置、装料移送装置、衬套研磨装置、取料移送装置、衬套涂胶装置、取出输送带等设备之间的配合,能够实现待加工衬套的自动供给、研磨与涂胶,保障了稳定杆衬套可靠的自动化加工过程,解决了稳定杆衬套硫化加工生产过程中人工研磨和涂胶的低效与人为误差的问题,提高了生产效率与产品品质。
附图说明
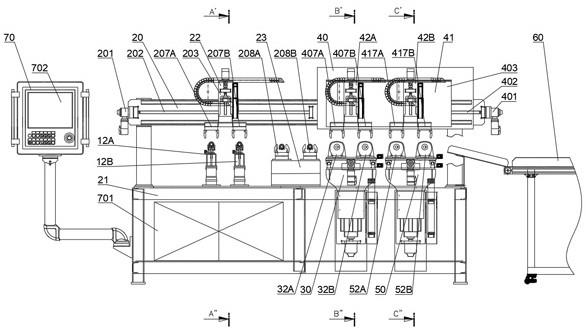
12.图 1 是本发明的一种稳定杆衬套自动研磨及涂胶机的主视图。
13.图 2 是振动送料装置的剖视图。
14.图 3 是衬套研磨装置的剖视图。
15.图 4 是衬套涂胶装置的剖视图。
16.图 5 是稳定杆衬套示意图。
17.附图标记说明:10、振动送料装置;11、环形振动装置;101、料台;102、振动盘;103、直线振动输送机;20、装料移送装置;21、机台;22、十字滑台;23、中转放置台;30、衬套研磨装置;31、十字滑台;32a/32b、廓研磨机;310、研磨头310;311、风刀312、集尘罩;40、取料移送装置;41、十字滑台;42a/42b、直线滑台;50、衬套涂胶装置;51、十字滑台;52a/52b内孔涂胶机;60、取出输送带;70、控制模块;80、稳定杆衬套。
具体实施方式
18.下文将参照附图对本发明进行详细描述。
19.图 1 是本发明的一种稳定杆衬套自动研磨及涂胶机的主视图。图 2 是振动送料装置的剖视图。图 3 是衬套研磨装置的剖视图。图 4 是衬套涂胶装置的剖视图。图 5 是稳定杆衬套示意图。
20.参照图1 至图5,根据本发明具体实施方式的一种稳定杆衬套自动研磨及涂胶机包括:振动送料装置10、装料移送装置20、衬套研磨装置30、取料移送装置40、衬套涂胶装置50、取出输送带60、控制模块70。
21.如图1至图5所示,所述振动送料装置10位于机器入口处,包括一个环形振动装置11和两组直线振动输送机12a和12b,可用于输送各种样式的稳定杆衬套80。所述环形振动装置11包括振动盘102和直线振动输送机103,安装于料台101上;所述振动盘102有多个输出通道,可以整列输出多组稳定杆衬套80。所述直线振动输送机103与所述直线振动输送机12a和12b连接,所述直线振动输送机12a和12b安装于机台21上并按一定间距并列设置,底部有振动电磁铁104,两侧导板105可以调节宽度,直线输送终端设置有可调位置挡板106,可根据稳定杆衬套尺寸大小调整衬套停止时的中心位置。
22.如图1和图2所示,所述装料移送装置20位于机台21入口上方,由一组水平和一组竖直方向可以移动的十字滑台22组成。水平方向由伺服电机201、滚珠丝杠单元202和滑板203组成,竖直方向由伺服电机204、滚珠丝杠单元205和滑板206组成,所述滑板206的下端设置有两套气爪207a和207b,用于夹取衬套80。机台21中央设置有中转放置台23,所述中转放置台23由两套气爪208a和208b按一定间距并列设置,用于放置中转等待研磨的稳定杆衬套80。
23.如图1和图3所示所述衬套研磨装置30,位于机台21中央,由一组上下和前后方向可以移动的十字滑台31组成,竖直方向由伺服电机301、滚珠丝杠单元302和滑板303组成,水平方向由伺服电机304、滚珠丝杠单元305和滑板306组成;所述滑板306上安装有按一定间距设置有两台轮廓研磨机32a和32b,用于稳定杆衬套内孔801的研磨;所述轮廓研磨机32a由伺服减速机307驱动,输出臂308上安装有一台伺服电机309,用于驱动研磨头310,输出臂308可以根据稳定杆衬套内径的大小作径向调节,保证研磨头310能研磨到稳定杆衬套内孔801的全部位置;待研磨的稳定杆衬套由两套按一定间距设置的研磨夹紧气爪313a和313b夹紧。所述研磨头310侧上方设置有风刀311,用于清除研磨产生的粉尘,前端设有集尘罩312,由集尘机314收集研磨产生的粉尘。
24.如图1至4所示,所述取料移送装置40,位于机台出口上方,由一组水平和两组竖直
方向可以移动的十字滑台41组成。水平方向由伺服电机401、滚珠丝杠单元402和滑板403组成,竖直方向由两组相互独立的直线滑台42a和42b组成,所述直线滑台42a由伺服电机404、滚珠丝杠单元405和滑板406组成,所述滑板406的下端设置有两套气爪407a和407b;所述直线滑台42b由伺服电机414、滚珠丝杠单元415和滑板416组成,所述滑板416的下端设置有两套气爪417a和417b,用于夹取稳定杆衬套80。
25.如图1和图4所示,所述衬套涂胶装置50,位于取料移送装置40出口下方,由一组上下和前后方向可以移动的十字滑台51组成,竖直方向由伺服电机501、滚珠丝杠单元502和滑板503组成,水平方向由伺服电机504、滚珠丝杠单元505和滑板506组成;所述滑板506上安装有按一定间距设置有两台内孔涂胶机52a和52b,用于稳定杆衬套内孔801的涂胶;所述内孔涂胶机52a由伺服减速机507驱动,输出臂508上安装有一台伺服电机509,用于驱动刷头510,输出臂508可以根据衬套内径的大小作径向调节,保证刷头510能刷到稳定杆衬套内孔801的全部位置;待涂胶的稳定杆衬套由两套按一定间距设置的涂胶夹紧气爪511a和511b夹紧。所述内孔涂胶机输出臂508下方设置有胶水供应装置53,所述胶水供应装置53由储胶桶512、气泵513和滚动胶水供应机514组成,用于给刷头510提供胶水。
26.取出输送带60,为平面pvc输送带,用于输送涂抹完成的衬套。
27.所述控制模块70,包括电气控制柜701与控制电脑702,用于控制机械运动,并存储各种数据。
28.本发明的一种稳定杆衬套自动研磨及涂胶机的工作过程是:开机后,控制电脑702上设置好相应型号稳定杆衬套参数,将稳定杆衬套80放入振动盘102中,振动盘102将稳定杆衬套80整列后,通过直线振动输送机103与直线振动输送机12a和12b送到挡板106处,装料移送装置20通过气爪207a和207b将稳定杆衬套80移送到中转放置台23处,中转放置台23处气爪208a和208b对稳定杆衬套80进行夹紧定位。定位完成后,取料移送装置40的气爪407a和407b将衬套80移送到研磨夹紧气爪313a和313b处,研磨夹紧气爪313a和313b夹紧稳定杆衬套80后,轮廓研磨机32a和32b通过研磨头310对稳定杆衬套内孔801进行研磨,研磨产生的粉尘经风刀311吹扫后由集尘机314收集。研磨完成后,取料移送装置40的气爪417a和417b将稳定杆衬套80移送到涂胶夹紧气爪511a和511b处,涂胶夹紧气爪511a和511b夹紧稳定杆衬套80后,内孔涂胶机52a和52b的刷头510从滚动胶水供应机514上沾取胶水后,对稳定杆衬套内孔801进行涂胶。涂胶完成后,取料移送装置40的气爪417a和417b将稳定杆衬套80移送到取出输送带60。
29.上述实施例是为了使本技术领域中的普通技术人员更好的理解本发明,而并非用以限定本发明。任何本技术领域中的普通技术人员在不脱离本发明的精神和范围内,对本发明做出的非实质性的改进和调整,仍应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。